浅谈单表法找正在压缩机组中的应用
- 格式:pdf
- 大小:185.31 KB
- 文档页数:3
2Q151年第参期 Equipment Stru ̄ures
丞 l阻设备与结构
—圈 浅谈单表法找正在压缩机组中的应用
费舂生崔越超
(中油吉林化建工程有限公司吉林132021)
摘要:本文主要介绍单表法找正,通过对压缩机轴对中的应用,总结出一些简单的施工原理和使用过
程,以及在实际安装压缩机找正中的应用。单表法找正具有精度高、快速、方便等优点,在今后压缩机安装 中将有广泛的使用前景。
关键词:单表法 压缩机 联轴器
中图分类号:TH452 文献标识码:B 文章编号:1002—3607(2015)08—0032—03
1前言
目前许多生产装置核心设备中都
包含有离心式压缩机。离心式压缩机 是典型的、大型、高速、旋转设备机
器,通过由膜片联轴器将原动机、从 动机联接起来。因此,对于大型高速
旋转机组其重要工作是设备安装中转
子之间联接找正,恰当的对中应该提 供与轴中线最小的斜度和最小偏移。
不正确的对中是减少轴承、联轴器、
轴和齿轮寿命的主要原因,严重的会
减少压缩机的寿命或引发大的事故直 至无法运行。传统的安装找正方法包
括双表找正、三表找正、激光找正、 单表找正等,其中单表找正针对对轮 间距比较大的轴对中较为精确。尤
其当压缩机和它的驱动机(特别是汽
轮机)之间热伸长的差别有要求时, 采用单表法有其他方法不能替代的优
点,能在冷对中时预留伸缩量,使热
态工作时达到精确的对中效果,实现
机器的平稳运行。下面以大庆石化
1 20万吨/年乙烯装置裂饵气压缩机联 轴器找正为例,浅谈单表法找正方法
的应用。 2单表找正方法
单表法找正是利用一块百分表测
量联轴器的外圆,即将一块百分表固
定在~端的设备轴上测量另一端设备 轴上联轴器外圆;只测量两转子的径
向误差,而不需要测量联轴器的端面
误差的找正方法,如图1所示。在单 表找正中,遵循相似三角形的原理。
通过比例公式进行计算。 (2)压缩机的脚和底板安装支点
必须相对平整,清洁和无毛刺。
(3)压缩机应该在正确的轴向
距离上粗略地对准汽轮机。压缩机与
支座连接螺栓位于螺栓孔中心位置, 以便压缩机移动。
(4)所有的垫片必须平整、清
洁、无毛刺和上下面平行。
图1对准托架
根据汽轮机安装使用说明书,
首先对汽轮机进行找平和找正,并达 到要求。然后以汽轮机为基准。找平
和找正压缩机,同时须注意汽轮机水
平度应符合汽轮机入口侧低于排气端
(0 07~0 30mm)的要求。 2.1对中之前的检查
(1)压缩机必须用顶丝牢固地固
定,并用螺栓连接到底脚板上。 (5)压缩机支脚和底板之间的空
必须用薄垫片垫实,以避免损坏或
曲压缩机机架。所有固定螺钉必须 匀地拧紧,使力矩达到最终数值。
(6)固定刻度盘千分表的托架
须制造得具有刚性,而且可以牢固 的固定到联轴器的轮毂上(如图1所
示)。托架的任何变形或移动,刻度
盘千分表读数将产生误差。
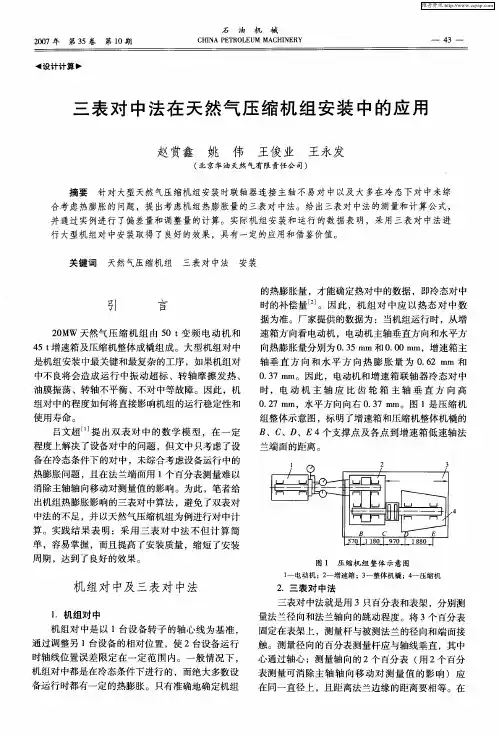
2.2对中时的读数 当使用两只刻度盘千分表完成驱
动机和压缩机垂直和水平方向的对中 时,按照规定的方式读取所有刻度盘
千分表的读数。
(1)在图2所示的位置上设置零 点。
(2)读取的所有读数应该尽可能 Equipment an锺戢 蠹£“ es总第274期 噩 蓬囡
的接近垂直中心线和水平中心线。如
果读数不在这些中心线上读取,读数 越大,初次对中越差。误差就越大。 (3)为了方便读取精确的读数,
在法兰盘的表面用标志笔,做联轴器
轮毂水平中心线和垂直中心线的记 号。(使用法兰盘螺钉孔作为参照)
使用这些准线确定刻度盘千分表的位
置。轴总是朝着旋转方向转动。
(4)用核对零点结束读数。如 果千分表在原始起点不能够读零。复
位到零重新读取读数。
(5)总是读取四个读数,间隔
90。,核对精确度。垂直和水平读数 的代数和应该等于零。
(6)一些简单测量方法要求使
用在表1中给出的公式。对于所有的情 况,应用下列字符(见图2): D=读取读数的刻度盘千分表所
在平面之间的距离。
F:对于垂直对中,压缩机轮毂 上的千分表平面和压缩机前脚中心之
间的距离。
=对于水平对中,压缩机轮毂
上的千分表平面和压缩机前脚中心之 间的距离。
G 一对于垂直对中,同Fv,但是 压缩机后脚。
G :对于水平对中,同Fh,但是 压缩机后脚。
C 从轴中心线的交点到压缩机轮 毂上千分表平面的计算距离。
2.3水平对中的步骤
压缩机和汽轮机总是无偏移的 水平对中。表1中的公式将给出导致
轴“成一直线”所需的矫正。所用公 式按轴的相对位置选用,为了验证计 算值,把刻度盘千分表安装在驱动机
的底座上使它们对着前脚和后脚。 表1轴对中找正调整参数表 垂直卉同加垫藏撼 水平移动方向一 万案 干分表 读数 鹑 申拄置 c僵 x值 Y蕊
+A=+B --E三3一 一E j— A 2 减 减 左 左
已= : 一 --tj— A 加 加 右 右 L BD BfC+F、 BrC—HG、 加 加 右
A.+B Ejj, BD BJc F) B :+G1 减 藏 2C
A(一B ~E丑 :£ BfC—F、 B(C--O) 加 加 古 右
+A(_卜B 一巨 ::1臣 BD BfC+F) Bff+G、 躐 减 B~A BfF・C、 B(G-C) 加 加 古 吉
~~£≥ BD B“ -F BffJ-c) 了b 减 加 左 右 +A)+B
BrC-F、 BfC—G、 2C 减 减 左 圭 7c 2C
曼(F-c) 量(O , 主
一暑 刍。 n(c-r) B{o-c) 2C 加 减 右 立
B -F) B C—G、 2C 2C 加-一 |+ 右 右
B(c—F) B把+G 9 A--0 B 一曰 £ 、 D 加. 加. 右 B(c F1 B“ —0、 A=O,+B … D 臧 减 立 左 ‘ 二二_J 一 2C ~, +A B=O ‘£== _‘。。£之 、 加 加 右
A.B—O 仁j… 多 FA OA 减 减
第1步:在图2所示的位置上刻度
盘千分表指示零。
第2步:转动轴,按照上述间隔记
录千分表读数。 第3步:从表1确定应用方案,进
行计算确定需要的移动值。 第4步:松开固定螺钉和向左或
向右移动驱动机,直到安装在驱动机 脚上的刻度盘千分表读出计算的矫
正值。
例:使用下列尺寸:D=780mm、
Fh=397mm、Gh=3303 表读数 参照表1,这个组合包括在方案4。
使用应用公式:
C=B X D/(/4+8)=1 6×780/ (一4+16)=1440mm 按照C等于1440mm,轴的交点
是在驱动机前后支点之间。因此,从 表1方案4得到:
X=8(C+F)/2 C=1 6 X (1440+397)/2X 1440=10 2
=B(C+G)/2 C=1 6 X
(1440+3303)/2 X 1440=26.35 因此汽轮机轴是在压缩机轴的左
边(表1,方案4),在后脚向左移动 2oi s年第8期 Equipment and瓣ru蠛ures
囹戮 设 备与结构 --
ZNTAL
汽轮 l端 压缩机端 Afg. ̄: B值为:t6
图2千分表读数示意图
压缩机26 35和在前脚向左移动10 2
使轴“成一直线”。
2.4垂直对中的步骤
压缩机和汽轮机之间热伸长的差 别要求两根轴平行,但有垂直偏移。
表1中的公式将给出导致轴“成一直 线”所需的矫正。所用公式按轴的相
对位置选用。按照计算结果添加或去
掉薄垫片。
第1步:在图2所示的位置上,刻 度盘千分表指向零。
第2步:转动轴,按照上述规定记 录千分表读数。
第3步:从表1确定应用方案。计
算需要的移动值。
第4步:松开固定螺钉增加或减少
薄垫片使压缩机在要求的高度上(记
住要求的偏移)。 例:
使用下列尺寸:D=780、F= 397mm、G=3303mm V 按规定读取的读数:
A=30,B=64 参照表1,这个组合包括在方案6。
使用应用公式:
C=B×D/(B一 )=64×780/ (64—30)=1468 24mm
按照C等于1468.24mm,轴的交
点是在驱动机前后支点之间。因此,
从表1方案6得到: X=B( +F)/2 C=6 4×
(1 468.24+397)/2×1 468.24=40.64
Y=B(C十G)/2 C=6 4 x (1468 24+3303)/2 X 1468.24=104 因此汽轮机轴低于压缩机轴,这
将需要从压缩机前支点去掉40.64薄垫 片和在后支点去掉1O4薄垫片。使汽轮
机和压缩机两轴同心平行。
第5步:复测对中数据,当水平和
垂直对中数据均在要求的范围内,表 示汽轮机和压缩机对中找正完成。如 果不符需要重新测量和计算。
在现场可能会遇到很多不一样的 情况,每台机组不同数据的冷态设计
值,所以以上方法要根据现场实际情
况及实际要求而定。
在现场找正基准确定: 汽轮机为驱动机的以汽轮机为基
准,找正压缩机。 电机为驱动机的以压缩机为基
准,找正电机。
千万不要弄错找正基准。 2.5找正之前的注意事项
(1】找正支架要有足够的刚性,
因为单表找正适合于两联轴器距离较
大的机组找正,其表架悬臂长,因此
要求采用自重越轻的越好,要求支架 固定联轴器上紧固件,拆装应方便。
(2)清理对轮轴上的影响对轮
找中心的各种因素,避免阳光直照机
身。阳光直照会影响找正过程中对中
数据的误差。 (3)调整底座安装水平度必须
要精确,否则在调整左右时上下方向
就会发生偏斜,使计算出的结果有较 大的偏差。
(4)从动轮的支脚必须垫实没
有虚脚,否则在调整时由于底座受力
不均,会发生很大的偏差。 (5)在有管道连接的机器找正
时。必须消除管道对机器的应力,才
能使计算出的数据达到满意的效果。
3结论
通过在兰化24万吨/年乙希改扩
建工程、吉化70万吨/年乙烯改扩建 工程、卡塔尔大化肥项目、大庆石化
1 20万吨/年乙烯改扩建工程中压缩机 安装的找正都采用此方法,取得了快
速的实用的效果。单表找正方法是通 过计算调整精确,一般在三次就能够
把找正工作完成,简单易行,可以用 单表找正公式及对照表来完成找正。
大大的提高了工作效率,降低了工人
的劳动强度。
参考文献: ¨】兰1'-d;24万吨/年乙希改扩建工程目本三棱公司 丙烯、乙烯压缩机资料 [2]吉化7O万吨/年乙烯改扩建工程日本三菱公司 裂解气压缩机资料 【3】卡塔尔大化肥项目美国GE公司的Process Air Compressor资料 [41大庆石化1 20万町 乙希改扩建工程日本三菱 裂解气压缩机资料 [5l SHJ51 9-91乙烯装置离心压缩机组施工技术 规程 【6】HGJ203—83化工机器设备施工及验收规范
(通用规定)