中厚板设计
- 格式:pdf
- 大小:384.48 KB
- 文档页数:19
中厚板辊底式热处理炉的组成和设计【摘要】本文介绍了辊底式热处理炉的组成部分,提出了设计辊底式热处理炉时的基本依据。
通过分析辊底式热处理炉的优点,指出辊底式热处理炉在中厚板热处理中的应用前景。
【关键词】辊底式热处理炉;炉体;炉辊;燃烧设备;自动化控制[Abstract] This paper introduces the composition of Roller hearth treatment furnace,and gives some theoretical basis for design this furnace.By analysing its advantage,it draws a conclusion application and prospect of Roller hearth treatment furnace .[Key words] roller hearth treatment furnace;furnace body;roller;combustion equipment;automatic control1.概述热处理是中厚板生产中的重要组成部分,是生产高技术含量,高附加值产品的重要环节。
热处理不仅可以改进钢板使用时的加工性能,而且能显著的改善力学性能,因此热处理是钢铁工业提高产品质量的重要途径之一。
所以作为热处理加热设备的热处理炉就显得尤为重要。
热处理炉按照炉型可分为辊底式炉、步进式炉、台车炉、罩式炉等;按照燃烧方式有明火和辐射管式两种,同样,辊底式热处理炉可分为明火加热和辐射管加热两种,它可以用于钢板的正火、淬火和回火热处理。
2.辊底式热处理炉的组成辊底式热处理炉由炉体,炉辊,燃烧设备,公辅介质管路系统,自动化控制系统等部分组成。
2.1炉体鉴于辊底式热处理炉炉型,在设计和安装辊底式热处理炉时考虑炉体的密封性的同时,还需要采取措施消除热膨胀对炉体造成的影响。

7050合金中厚板T76热处理制度的研究一、研究背景7050合金作为一种高性能的铝合金,广泛应用于航空航天、交通运输等领域。
中厚板作为7050合金的主要产品形式,其力学性能和腐蚀性能对产品质量具有决定性影响。
T76热处理制度是提高7050合金中厚板性能的关键工艺,因此,研究T76热处理制度对优化产品性能具有重要意义。
二、T76热处理制度概述1. 固溶处理:将7050合金中厚板加热至475510℃,保温一定时间,使合金中的强化相充分溶解,获得过饱和固溶体,为后续时效处理提供条件。
2. 预时效处理:在较低温度(100120℃)下进行预时效,使合金中的溶质原子形成细小、均匀的析出相,提高合金的强度和塑性。
3. 时效处理:将预时效处理后的中厚板加热至150170℃,保温一定时间,使析出相进一步长大、粗化,达到最终强化效果。
三、研究方法本研究采用正交试验方法,以固溶处理温度、保温时间、预时效温度、时效温度和时效时间为因素,设计五因素四水平的正交试验表。
通过对试验结果的分析,探讨各因素对7050合金中厚板性能的影响,优化T76热处理制度。
四、试验结果与分析1. 固溶处理阶段试验结果表明,固溶处理温度和保温时间对7050合金中厚板的力学性能和腐蚀性能有显著影响。
当固溶处理温度为490℃,保温时间为2小时时,合金的综合性能最佳。
2. 预时效处理阶段预时效温度对7050合金中厚板的性能有一定影响。
预时效温度为110℃时,合金的强度和塑性较优。
3. 时效处理阶段时效温度和时效时间对7050合金中厚板的性能影响较大。
当时效温度为160℃,时效时间为24小时时,合金的力学性能和腐蚀性能达到最佳。
五、结论1. 优化后的T76热处理制度为:固溶处理温度490℃,保温时间2小时;预时效温度110℃;时效温度160℃,时效时间24小时。
2. 优化后的T76热处理制度可显著提高7050合金中厚板的力学性能和腐蚀性能,满足航空航天等领域的高性能需求。
中厚板轧制⼯艺学-副本中厚板的轧制⼀、原料准备1.原料种类:扁钢锭、连铸坯、初轧坯、压铸板坯2.原料设计:①厚度尺⼨尽可能⼩;②原料的宽度尺⼨尽量⼤;③原料的长度应尽可能接近加热炉的最⼤允许长度。
⼆、原料的加热1.加热的⽬的①提⾼钢的塑性,降低变形抗⼒;②使坯料内外温度均匀;③改变⾦属的结晶组织,保证⽣产需要的机械和物理性能。
2.加热的要求①满⾜⼯艺规范的需要;②沿长度和断⾯均匀;③减少加热时氧化烧损3.加热炉型式:按其构造分:连续式加热炉、室状加热炉和均热炉三种。
①连续炉:推钢式(热滑轨式)步进式②室状炉:特重、特轻、特厚、特短的板坯,或多品种、少批量及合⾦钢,⽣产灵活。
③均热炉:多⽤于由钢锭直接轧制特厚板推钢式:优点:设备简单、操作容易掌握、投资少;缺点:钢坯在⽔梁上滑动产⽣擦伤;加热时间长,钢坯氧化,脱碳严重;容易粘钢;不能空出炉。
步进式:靠动梁的上、下、前、后平移动作⽽实现的,故炉长不受限,操作灵活,易于空出炉。
不会造成钢坯划痕,加热效率⾼。
便于调整坯料间隙和加热时间,易于调整出炉节奏,适应冷装坯,冷热混合坯在炉内的加热条件控制。
加热⼯艺制度①加热温度:满⾜轧制⼯艺规范的温度;②加热速度:单位时间内钢在加热时的温度变化③加热时间:精确确定困难,影响因素多④炉温制度及炉内⽓氛的选择与控制估算公式:τ=CH H—坯料厚度cmτ—加热时间h C—系数,h/cm低碳钢 0.1~0.15中碳钢 0.15~0.2低合⾦钢 0.15~0.2⾼碳钢0.20~0.30⾼级⼯具钢 0.3~0.4④加热制度钢在加热炉内加热时的温度变化过程叫钢的加热制度。
⼀段式加热制度:只有⼀个加热段;⼆段式加热制度:加热段+均热段预热段+加热段三段式加热制度:预热段+加热段+均热段多段式加热制度:预热段+多个加热段+均热段三、轧制除磷--粗轧--精轧或成型轧制--展宽轧制--伸长轧制(1)除鳞①除鳞⽬的:除去表⾯的氧化铁⽪以获得有良的表⾯质量。

中厚板多层多道机器人焊接路径规划仿真研究中厚板多层多道机器人焊接路径规划仿真研究近年来,随着工业技术的不断进步和自动化水平的提高,机器人在制造业中的应用越来越广泛。
尤其是在焊接行业,传统的手工焊接已经很难满足大规模、高效率和高质量的需求。
而机器人焊接具有操作自动化、速度快、质量稳定等优势,因此被广泛应用于各个领域。
中厚板多层多道焊接是一项复杂的工艺,在机器人焊接中也是一个具有挑战性的任务。
对于传统的焊接路径规划方法来说,由于焊缝的复杂性和焊接速度的要求,使得路径规划变得十分复杂。
而且,中厚板多层多道焊接还需要考虑到热变形等因素,要求机器人在规定的位置焊接,以保证焊接质量。
为了解决中厚板多层多道焊接中的路径规划问题,研究人员开展了仿真研究。
通过建立三维模型,模拟焊接过程,可以对机器人焊接路径进行优化算法的设计和验证,以提高焊接效率和焊接质量。
首先,研究人员将焊接对象进行三维建模,包括中厚板的几何形状、焊缝的位置和尺寸等信息。
然后,确定焊接任务的要求,包括焊接速度、焊接质量等。
接着,结合焊接路径规划原理,设计了一种适合中厚板多层多道焊接的路径规划算法。
路径规划的核心是确定机器人的运动轨迹。
在仿真研究中,可以通过数学建模和计算机模拟,找到最优的运动轨迹。
研究人员可以根据焊接任务的要求设置目标函数,通过不断迭代和优化,得到最佳的焊接路径。
除了机器人的运动轨迹,还需要考虑到工作空间的限制和路径规划的实时性。
中厚板多层多道焊接过程中,机器人需要考虑到焊接速度、焊接角度、避免碰撞等因素,以确保焊接效果和工作安全。
在仿真研究中,不仅可以对路径规划算法进行验证和优化,还可以模拟不同工况下的焊接过程。
通过改变焊接任务的要求、改变焊接材料的性质等参数,可以分析机器人在不同情况下的表现,并对路径规划算法进行改进。
通过中厚板多层多道机器人焊接路径规划仿真研究,可以有效提高焊接效率和焊接质量。
通过优化路径规划算法,将机器人的运动轨迹和工作空间限制结合起来,可以使焊接过程更加稳定、高效和精确。
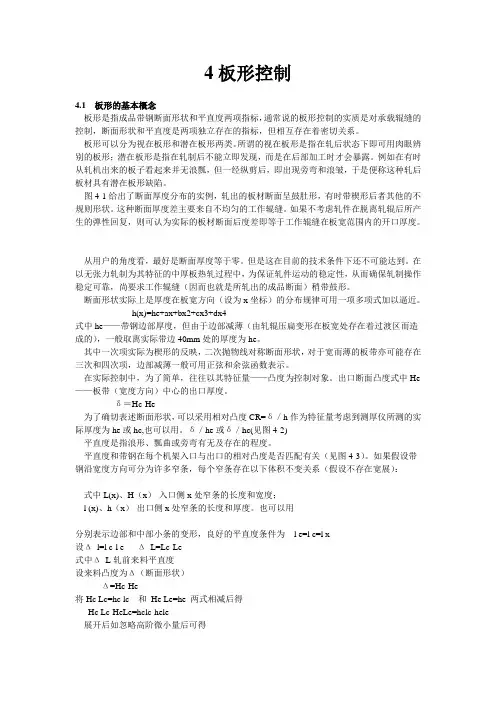
4板形控制4.1 板形的基本概念板形是指成品带钢断面形状和平直度两项指标,通常说的板形控制的实质是对承载辊缝的控制,断面形状和平直度是两项独立存在的指标,但相互存在着密切关系。
板形可以分为视在板形和潜在板形两类。
所谓的视在板形是指在轧后状态下即可用肉眼辨别的板形;潜在板形是指在轧制后不能立即发现,而是在后部加工时才会暴露。
例如在有时从轧机出来的板子看起来并无浪瓢,但一经纵剪后,即出现旁弯和浪皱,于是便称这种轧后板材具有潜在板形缺陷。
图4-1给出了断面厚度分布的实例,轧出的板材断面呈鼓肚形,有时带楔形后者其他的不规则形状。
这种断面厚度差主要来自不均匀的工作辊缝。
如果不考虑轧件在脱离轧辊后所产生的弹性回复,则可认为实际的板材断面后度差即等于工作辊缝在板宽范围内的开口厚度。
从用户的角度看,最好是断面厚度等于零。
但是这在目前的技术条件下还不可能达到。
在以无张力轧制为其特征的中厚板热轧过程中,为保证轧件运动的稳定性,从而确保轧制操作稳定可靠,尚要求工作辊缝(因而也就是所轧出的成品断面)稍带鼓形。
断面形状实际上是厚度在板宽方向(设为x坐标)的分布规律可用一项多项式加以逼近。
h(x)=he+ax+bx2+cx3+dx4式中he——带钢边部厚度,但由于边部减薄(由轧辊压扁变形在板宽处存在着过渡区而造成的),一般取离实际带边40mm处的厚度为he。
其中一次项实际为楔形的反映,二次抛物线对称断面形状,对于宽而薄的板带亦可能存在三次和四次项,边部减薄一般可用正弦和余弦函数表示。
在实际控制中,为了简单,往往以其特征量——凸度为控制对象。
出口断面凸度式中He ——板带(宽度方向)中心的出口厚度。
δ=Hc-He为了确切表述断面形状,可以采用相对凸度CR=δ/h作为特征量考虑到测厚仪所测的实际厚度为he或hc,也可以用。
δ/he或δ/hc(见图4-2)平直度是指浪形、瓢曲或旁弯有无及存在的程度。
平直度和带钢在每个机架入口与出口的相对凸度是否匹配有关(见图4-3)。
一、编制依据:1、天津钢铁有限公司3500mm中厚板材工程车间柱子、屋面钢结构,设计图纸38.391J91141.2、《钢结构工程施工及验收规范》(GB50205-2001)3、现场施工条件及我单位类似施工经验一、工程概况及特点:1、工程概况:本工程为天津钢铁有限公司3500mm中厚板材工程车间柱子、屋面系统工程,由中冶京城技术有限公司设计,我单位制作。
主要构件为格构式双肢柱及柱间支撑;屋面系统屋架、托架,等及其他零散构件。
2、工程特点:本工程总工程量约1500 t,主要构件以焊接H型为主,具有单件重(钢柱最重为22t,屋架最重为16 t)、形体大(钢柱最高为25.6m、屋架最大跨度为36m)的特点,屋架跨度大于24m时,要求起拱,拱度约为1/500.本工程构件质量要求高、工期短,钢柱制作处于冬季,施工具有一定难度。
三.本工程所用材料要求:1、钢材性能须分别符合GB/T700-1988和GB/T1591-1994的规定。
柱及柱间支撑、屋架、托架,支撑等采用Q235-B钢制做,栏杆及扶手采用Q235A.F钢制做。
2、手工焊时,Q235-B钢和Q235A.F钢采用E4301、E4303型号焊条,焊条性能应符合GB/T117-1995和GB/T5118-1995的规定,3、自动焊时Q235B.钢采用H08A型焊丝并配以相应的焊剂,焊丝的性能应符合GB/T14957-1994的规定。
四、钢结构制作施工方案:1、钢结构制作工艺流程:图纸自审、会审,材料验收、复验、入库、发放,钢材矫正、放样、号料、切割,零部件装配、检查、焊接,总装配、检查、焊接、变形矫正、钻孔、除锈、刷油、质量检查、验收合格、出厂。
2、施工准备:(1)对图纸进行自审、会审,如有问题应立即与设计院联系。
根据工程特点并按要求编制组织技术交底。
(2)所使用的焊接材料和钢材必须符合规范和图纸设计要求,并应有材料质量证明书,严禁使用不合格材料。
(3)根据屋架制作需要,施工中需搭设长38米、宽6米的钢平台一个,平台简图如下:①为18mm厚的钢板②为高200mm的工字钢(800*800mm)3、放样、号料、加工、切割工序(1)下料前应认真熟悉施工图纸及各项要求,有疑问时及时与技术人员联系。
综述(中厚板)西安建筑科技大学材料成型及控制工程0902 XX 2013,04011.中厚板简介中厚钢板大约有200 年的生产历史,它是国家现代化不可缺少的一项钢材品种,被广泛用于大直径输送管、压力容器、锅炉、桥梁、海洋平台、各类舰艇、坦克装甲、车辆、建筑构件、机器结构等领域。
具品种繁多,使用温度要求较广(-200~600),使用环境要求复杂(耐候性、耐蚀性等),使用强度要求高(强韧性、焊接性能好等)。
一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志之一,进而在一定程度上也是一个国家工业水平的反映。
随着我国工业的发展,对中厚钢板产品,无论从数量上还是从品种质量上都已提出厂更高的要求。
板是平板状、矩形的,可直接轧制或由宽钢带剪切而成,与钢带合称板带钢。
2.中厚板生产的总体概况根据《2011中国钢铁工业年鉴》,中国现有中厚板轧机总生产能力为9331万t/a,2012年共生产中厚板7221万t,其中特厚板708万t、厚板2432万t、中板4081万t。
近年来,国内中厚板不仅在产量上增长迅速,而且在品种开发方面也取得了很大成绩。
目前已经开发出了屈服强度高于960Mpa级的高强工程机械用钢,高强韧耐磨钢NM360,NM400,NM500,NM550也已经能生产,并分别制定了国家标准。
低温压力容器钢方面,已经开发出确保-196℃低温韧性的LNG储罐用9Ni钢,中温抗氢钢15CrMoR、14Cr1MoR、12Cr2Mo1VR;开发出的抗拉强度610MPa级的Q420qE钢板已经成功应用于南京大胜关高铁大桥;屈服强度级别为420、460MPa 的高建钢也已应用于水立方、鸟巢等重大工程项目中。
并已能生产460、550MPa级超高强船板、海洋平台用钢及690MP A级齿条钢;X80级管线用钢已经成功大批量应用于西气东输二线,并具备了X100及X120超高强韧管线钢的生产能力;用于第3代核技术建造反应堆安全壳用钢板SA738GRB也已国产化。
2023年中厚板相关项目计划书(精选3篇)项目一:2023年中厚板生产技术升级项目计划书一、项目背景和目标中厚板是一种重要的钢材产品,广泛应用于船舶、桥梁、建筑等领域。
为了适应市场需求和提高产品质量,本公司计划投资进行中厚板生产技术升级项目,提高产品的加工精度、表面平整度和质量稳定性。
二、项目内容和实施方案1. 引进先进的中厚板生产线设备,实现自动化生产和智能化控制;2. 升级现有的生产工艺和技术,提高产品的机械性能和耐磨性;3. 引进先进的检测设备,加强对产品的质量控制和监测;4. 建立完善的质量管理体系,提高产品的一致性和稳定性。
三、项目投资和资金筹措1. 预计项目总投资为5000万元,其中设备投资4000万元,技术升级与改造费用1000万元;2. 资金筹措途径包括自筹资金、银行贷款和政府扶持资金。
四、项目进度计划1. 项目建设期为12个月,计划于2023年年底前完成设备安装和调试;2. 项目投产后,通过市场推广和产品优势的宣传,争取在2024年上半年实现项目的预期效益。
五、项目效益预测1. 预计项目投产后,年销售额将增加1000万元;2. 预计项目运营后,年利润将增加200万元。
六、风险分析1. 技术风险:技术升级可能面临一定的困难和挑战,需要加强技术储备和团队建设;2. 市场风险:市场竞争激烈,需密切关注市场需求变化和竞争对手动态;3. 设备故障风险:设备投入运营后,可能会面临设备故障和维修问题,需要建立完善的维修体系。
项目二:2023年中厚板新产品研发计划书一、项目背景和目标为了满足市场不断增长的需求和扩大市场份额,本公司计划开展中厚板新产品的研发工作,推出符合市场需求的高性能和高附加值的新产品。
二、项目内容和实施方案1. 调研市场需求和竞争对手情况,确定新产品的研发方向和技术要求;2. 组织开展材料研究和工艺优化,提升产品的性能和质量;3. 设计和制造试生产线,进行新产品的小批量生产和试验性应用;4. 根据市场反馈和试验结果,不断改进和优化产品设计和性能。
材料成型课程设计——热轧中厚板工艺设计
目录1.题目及要求2.工艺流程图3.轧制规程设计3.1轧制方法3.2安排轧制规程3.3校核咬入能力3.4确定速度制度
3.5确定轧制延续时间3.6轧制温度的确定3.7计算各道的变形程度3.8计算各道的平均变形速度3.9求各道的变形抗力3.10计算各道的平均单位压力P及轧制力P3.11计算各道轧制力矩4.检验轧辊等部件的强度4.1支撑轴强度计算
4.2工作辊强度计算5.车间平面布置图6.总结与收获附录1.本设计过程中主要参数计算的Matlab程序2.Matlab程序计算结果3.参考资料31.题目及要求本设计选择的是热轧中厚板工艺设计部分,成品规格为16*2000课程名称:材料成型课程设计课程类型:必修课教学对象:材料成型专业本科生设计目的:《材料成型课程设计》是材料成型专业必修课之一,是课程教学的一个重要环节。其轧钢方向的课程设计要求达到以下目的:1)把《塑性工程学》、《塑性加工原理》、《塑性加工车间设计》、《孔型设计》等专业课程中所学的知识在实际设计工作中综合加以运用,巩固所学的专业知识,提高对专业知识和相关技能的综合运用能力。2)本次设计是毕业设计前的最后一个教学环节,为进一步培养学生工程设计的独立工作能力,团队协作意识,树立正确的设计思想,掌握工艺设计的基本方法和步骤,为毕业设计工作打下良好的基础。
教学组织:课时:2周设计题目:根据学生人数进行分组,每组一个大题目,题目给出必要的设备参数和工艺条件,要求每个学生完成不同的任务。题目举例:热轧板带工艺设计热轧中厚板工艺设计热轧棒材工艺设计设计内容:板带工艺:产品技术要求工艺流程规程设计(包括力能参数计算)工艺布置图(AutoCAD)型钢工艺:产品技术要求工艺流程孔型设计(包括力能参数计算)孔型图(AutoCAD)基本要求:每生要求独立完成工艺流程、规程设计(孔型设计),掌握工艺设计的基本内容,基本步骤和方法,熟练使用AutoCAD进行工程图的绘制。具体要求:1)独立完成自己所负责的内容;2)熟练搜集查阅文献资料;3)综合运用所学的专业知识进行设计计算;4)熟悉计算机绘图、文字及图表处理;5)完成设计报告,要求文字通畅,结构明晰;6)严格按照课程设计进度和教师要求,高质量地完成课程设计工作。
考核:每生交一份完整工艺设计报告(打印)(40%),平时成绩(30%),课程结束时就各学生所完成的内容进行答辩。(30%)
进度安排:产品技术要求1天工艺流程0.5天规程设计(孔型设计)5天工艺图(孔型图)绘制1.5天课程设计报告2天题目内容:主要设备参数本设计主电机的功率分别选用:粗轧机组PH1=2×5000Kw精轧机组PH2=2×5500Kw计算钢种Q235
坯料及产品规格:坯料:2000*1500*200mm厚的连铸坯:规格:6*20008*200010*200012*200014*200016*200018*200020*200025*20006*25008*200010*250012*250014*250016*250018*250020*250025*25006*30008*300010*300012*300014*300016*300018*300020*300025*30006*32008*320010*320012*320014*320016*320018*320020*320025*32005
任务
1设计轧制规程2计算各道轧制力3画平面布置简图1)在咬入能力允许的条件下,按经验分配各道次压下量,这包括直接分配各道次绝对压下量或压下率、确定各道次压下量分配率(h/∑h)及确定各道次能耗负荷分配比等各种方法2)制定速度制度,计算轧制时间并确定逐道次轧制温度;3)计算轧制压力、轧制力矩及总传动力矩;4)检验轧辊等部件的强度和电机功率;5)按前述制定轧制规程的原则和要求进行必要的修正和改进2.工艺流程图
一般中厚板生产流程3.轧制规程设计3.1轧制方法
先经立辊侧压一道及纵轧两道,使板坯长度等于钢板宽度,然后转90°度,横轧到底。
3.2安排轧制规程采用按经验分配压下量再进行校核及修订的设计方法,先按经验分配各道压下量,排出压下规程如表3.16
3.3校核咬入能力热轧钢板时咬入角一般为15°~22°,各道次咬入角alfa1大小如下(计算过程看附Matlab程序,单位为“°”),最大咬入角为15.2113°,故咬入不成问题。alfa1=14.842612.107615.211313.513112.003910.66479.47668.41967.48446.65065.91085.2557
3.4确定速度制度中、厚板生产中由于轧件较长,为操作方便,可采用梯形速度图(如图,3.1)。根据经验资料取平均加速度a=40rpm/s,平均减速度b=60rpm/s。由于咬入能力比较富余,故可采用稳定高速咬入,对第1道,咬入速度取n1=20rpm对2、3道,咬入速度取n1=40rpm,对于4、5道取n1=60rpm,对于6~12道取n1=80rpm,最后两道取n1=100rpm。为减少反转时间,一般采用较低的抛出速度n2,例如取n2=20rpm,但对间隙时间长的个别道次可取n2=n1。
图3.1梯形速度图3.5确定轧制延续时间如图3.1所示,每道轧制延续时间tj=tz+t0,其中t0为间隙时间,tzh=t1+t2。设v1为t1时间内的轧制速度,v2为t2时间内的平均速度,l1及l2为在t1及t2时间内轧过的轧件长度,l为该道次轧后轧件长度,则v1=πDn1/60,v2=πD(n1+n2)/120,t2=(n1-n2)/b故减速段长l2=t2v2,而t1=(l-l2)/v1=(l-t2v2)/v1。D取平均值。对于1道取n1=n2=20;对于2、3道取n1=40,n2=20;对于4、5道取n1=60,n2=20;对于6~12道取n1=100,n2=20;对于最后两道取n1=100,n2=20。再确定间隙时间t0:根据经验资料在四辊轧机上往返轧制中,不用推床定心时(l<3.5),取t0=2.5s,若需定心,则当l<8m时取t0=6s,当l>8m时,取t0=4s。已知tzh及t0,则轧制延续时间便可求出(数据见表3.3)
3.6轧制温度的确定为了确定各道轧制温度,必须求出逐道的温度降。高温是轧件温度降可以按辐射散热计算,而认为对流和传导所散失的热量大致可与变形功所转化的热量相抵消。由于辐射散热所引起的温度降在热轧板、带时,可用以下公式近似计算:
△t——道次间的温降。Z——辐射时间,即该道次轧制时间。h——轧件厚度T1——前一道轧件的绝对温度。计算过程看附Matlab程序,结果见表3.3。
3.7计算各道的变形程度
3.8计算各道的平均变形速度ε&计算各道的平均变形速度,可用下式计算变形速度
式中R、v——轧辊半径及线速度。3.9求各道的变形抗力周纪华等采用碳钢和合金在高温、高速下测定得到的变形温度、变形速度和变形程度对变形阻力影响的大量实测数据而建立了非线性回归模型。它是以各种钢种为单位,得到各回归系数值,结构如下式。
表3.3。计算过程看附Matlab程序,结果见表3.4。
3.10计算各道的平均单位压力eve_P(P)及轧制力PSims公式是目前应用最为广泛的板带材热轧轧制力理论计算公式,它以Orowan理论为基础,采用塑性条件:最终推出平均单位压力公式为:
3.11计算各道轧制力矩3.11.1轧制力矩Sims认为:热轧扁钢及中厚板时,轧制力矩为Mz=2Pa=2Pχl其中力臂系数:
3.11.2摩擦力矩传动工作辊所需要的静力矩,除轧制力矩以外,还有附加摩擦力矩Mm,它由以下两部分组成,即Mm=Mm1+Mm2,其中Mm1在本四辊轧机可近似由下式计算:
式中f------支撑辊轴承的摩擦系数,取f=0.005;dz------支撑辊辊颈直径,dz=1200mm;Dg、Dz----工作辊及支撑辊直径,Dg=900mm,Dz=1700mm.代入后,可求得Mm1=0.00318PMm2可由下式计算
式中η----传动效率系数,取0.94,故得Mm2=0.06(Mz+Mm1).Mm=Mm1+Mm2=0.06Mz+0.003371P
3.11.3空转力矩轧机的空转力矩(Mk)根据实际资料可取为电机额定力矩的3%~6%,现取5%,于是Mk=0.05Mh粗轧时,Mh=2*2.6MN*m;精轧时,Mh=2*1.975MN*m
3.11.4总轧制力矩这里采用稳定速度咬入,即咬钢后并不加速,故计算传动力矩时忽略电机轴上的动力矩。因此,电机轴上的总传动力矩为:M=Mz+Mm+Mk=1.06Mz+0.003M=Mz+Mm+Mk=1.06Mz+0.003757575P+MkP+Mk计算结果见表3.4