汽车电泳漆膜的缩孔与针孔
- 格式:pdf
- 大小:724.43 KB
- 文档页数:3
电泳常见问题及处理方法1.缩孔这类缺陷在湿的漆膜上看不见,当烘干后漆膜表面出现直径通常为0.5-3.0mm漏底微孔、不漏底的火山口状的凹陷,称为陷穴、凹洼,露底者为缩孔,中间有颗粒但不刮手的称为“鱼眼”。
由于电泳漆湿膜中或表面有尘埃、油渍或与电泳涂料不相容的粒子,成为陷穴中心,因而产生涂膜缺陷。
很多情况下这类缺陷还与被涂物的材质有关,如金属底材上存在微裂纹和微孔等。
原因1:外来油污污染电泳漆膜,油污附着在工件表面,使电泳漆成膜受到影响。
这种原因引起缩孔的几率较大。
解决方法:可检查输送机构、挂具,防止油滴污染漆膜。
从电泳设备制造安装开始就要避免上述物质污染,每一种新零件投入电泳前最好进行相关检验,防止受油、硅油、蜡、脂性碳化物、胶水等污染物对工件,电泳设备及电泳槽液的污染。
原因2:前处理除油不干净,造成润湿性不良,使电泳漆烘干后漆膜有缩孔。
解决方法:加强前处理清洗。
原因3:槽液有油污、异物混入,影响电泳漆膜外观。
解决方法:用吸油纸吸去油污,清除槽液内异物,同时避免异物混入,保持电泳槽液清洁原因4:加漆时有电泳漆没搅拌均匀,使槽液无完全熟化,引起漆膜不良。
解决方法:确保加入的电泳漆搅拌均匀,加强槽液循环,使槽液完全熟化原因5:电泳后水洗中含油分或烘干室内不洁净,循环风含油分,使油分附著在漆膜上面烘干后有缩孔。
解决方法:水洗经常更换,烤箱经常清理.烤箱链轨用油可选用耐高温,不会高温挥发为最佳2.针孔工件上有露底针状小孔,称为针孔,它与缩孔的区别是孔径小,中心无异物,且四周无漆膜堆积凹起。
由漆膜再溶解而引起的针孔,称为再溶解针孔;由电泳过程中产生的气体、湿膜脱泡不良而产生的针孔,称为气体针孔;(1)湿膜针孔:工件未进行烘烤,在空气中凉干,可看到的针孔原因1: 电泳电压过高,电流冲击反应过剧,产生气泡过多,或升压速度过快。
解决方法:适当降低电压,加长软启动时间原因2:溶剂含量偏低。
解决方法:添加溶剂,每次添加不能超过1%原因3:槽液温度过低。
汽车涂装工艺中缩孔原因分析及解决措施汽车涂装工艺是汽车制造过程中的重要环节,涂装质量的优劣直接影响到汽车整车的外观和品质。
在汽车涂装工艺中,缩孔是一个常见的质量问题。
缩孔会影响汽车的外观质量,降低汽车的使用寿命,甚至影响到汽车的安全性能。
对汽车涂装工艺中缩孔的原因进行分析,并采取相应的解决措施,对于提高汽车涂装质量具有重要意义。
一、缩孔的原因分析1. 涂料质量问题涂料质量不达标是引起涂装缩孔的常见原因之一。
涂料的粘度过高或过低,固化剂的选用不当,有机溶剂的挥发速度过快或过慢等情况都会导致涂料在喷涂后产生缩孔。
2. 表面处理不当汽车零部件在进行涂装前需要进行表面处理,包括除锈、除油、脱脂等工序。
如果表面处理不当,表面上存在污垢、氧化物等物质,会影响涂装膜的附着力,导致缩孔的产生。
3. 喷涂工艺不当在汽车涂装过程中,涂料的喷涂工艺对于缩孔的产生也有重要影响。
喷涂厚度不均匀、喷涂距离不当、喷涂速度过快或过慢等操作不当都容易导致缩孔的产生。
4. 气体和涂料的温度气体和涂料的温度对于涂装缩孔的产生也有重要影响。
气体温度过高或过低,能够引起涂装后的涂料表面流平不良,从而容易产生缩孔。
而涂料的温度过高或过低也容易导致缩孔的产生。
5. 涂装环境对于汽车涂装工艺中缩孔的产生,涂装环境也是一个重要的原因。
粉尘、异物、湿气等在喷涂时混入涂料表面和喷涂环境,容易引起缩孔。
二、缩孔的解决措施1. 优化涂料配方针对涂料质量问题导致的缩孔,可以通过优化涂料配方进行解决。
合理调整涂料的粘度、选择合适的固化剂、控制有机溶剂的挥发速度等,以提高涂料的质量,降低缩孔的发生率。
汽车涂装工艺中缩孔是一个常见的质量问题,其产生原因复杂多样。
要解决汽车涂装工艺中缩孔问题,需要从涂料质量、表面处理、喷涂工艺、气体和涂料的温度以及涂装环境等多个方面综合考虑,采取相应的解决措施。
只有这样,才能够提高汽车涂装质量,保证汽车外观的美观度和使用寿命,提升汽车的品质和竞争力。

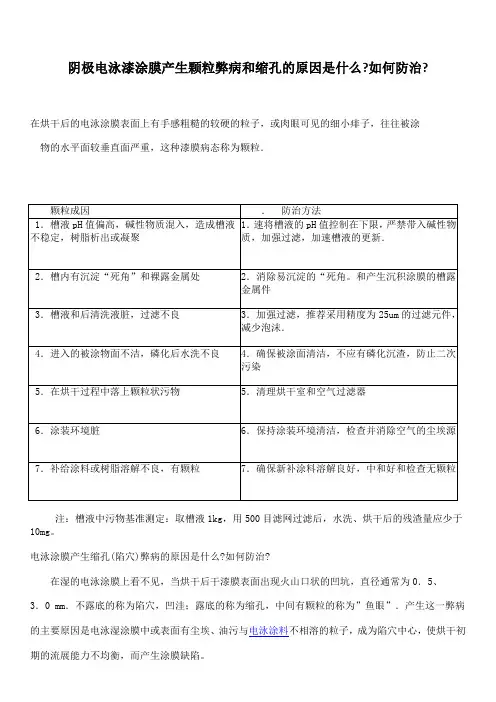
阴极电泳漆涂膜产生颗粒弊病和缩孔的原因是什么?如何防治?
在烘干后的电泳涂膜表面上有手感粗糙的较硬的粒子,或肉眼可见的细小痱子,往往被涂
物的水平面较垂直面严重,这种漆膜病态称为颗粒.
注:槽液中污物基准测定:取槽液1kg,用500目滤网过滤后,水洗、烘干后的残渣量应少于10mg。
电泳涂膜产生缩孔(陷穴)弊病的原因是什么?如何防治?
在湿的电泳涂膜上看不见,当烘干后干漆膜表面出现火山口状的凹坑,直径通常为0.5、
3.0 mm.不露底的称为陷穴,凹洼;露底的称为缩孔,中间有颗粒的称为”鱼眼”.产生这一弊病
的主要原因是电泳湿涂膜中或表面有尘埃、油污与电泳涂料不相溶的粒子,成为陷穴中心,使烘干初
期的流展能力不均衡,而产生涂膜缺陷。
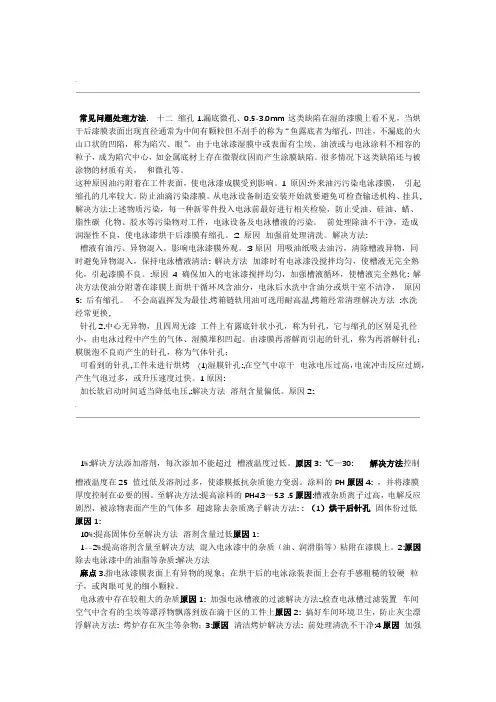
.常见问题处理方法.十二缩孔1.漏底微孔、0.5-3.0mm这类缺陷在湿的漆膜上看不见,当烘干后漆膜表面出现直径通常为中间有颗粒但不刮手的称为“鱼露底者为缩孔,凹洼,不漏底的火山口状的凹陷,称为陷穴、眼”。
由于电泳漆湿膜中或表面有尘埃、油渍或与电泳涂料不相容的粒子,成为陷穴中心,如金属底材上存在微裂纹因而产生涂膜缺陷。
很多情况下这类缺陷还与被涂物的材质有关,和微孔等。
这种原因油污附着在工件表面,使电泳漆成膜受到影响。
1原因:外来油污污染电泳漆膜,引起缩孔的几率较大。
防止油滴污染漆膜。
从电泳设备制造安装开始就要避免可检查输送机构、挂具,解决方法:上述物质污染,每一种新零件投入电泳前最好进行相关检验,防止受油、硅油、蜡、脂性碳化物、胶水等污染物对工件,电泳设备及电泳槽液的污染。
前处理除油不干净,造成润湿性不良,使电泳漆烘干后漆膜有缩孔。
:2原因加强前处理清洗。
解决方法:槽液有油污、异物混入,影响电泳漆膜外观。
:3原因用吸油纸吸去油污,清除槽液异物,同时避免异物混入,保持电泳槽液清洁:解决方法加漆时有电泳漆没搅拌均匀,使槽液无完全熟化,引起漆膜不良。
:原因4确保加入的电泳漆搅拌均匀,加强槽液循环,使槽液完全熟化:解决方法使油分附著在漆膜上面烘干循环风含油分,电泳后水洗中含油分或烘干室不洁净,原因5:后有缩孔。
不会高温挥发为最佳.烤箱链轨用油可选用耐高温,烤箱经常清理解决方法:水洗经常更换,针孔2.中心无异物,且四周无漆工件上有露底针状小孔,称为针孔,它与缩孔的区别是孔径小,由电泳过程中产生的气体、湿膜堆积凹起。
由漆膜再溶解而引起的针孔,称为再溶解针孔;膜脱泡不良而产生的针孔,称为气体针孔;可看到的针孔,工件未进行烘烤(1)湿膜针孔:,在空气中凉干电泳电压过高,电流冲击反应过剧,产生气泡过多,或升压速度过快。
1原因:加长软启动时间适当降低电压,:解决方法溶剂含量偏低。
原因2:..1%:解决方法添加溶剂,每次添加不能超过槽液温度过低。
电泳缺陷分析及对策虽然电泳涂装是大量操作变量的动态平衡,操作人员不时地对电泳涂装工艺的控制参数进行监控和调整,就可以获得良好的外观、膜厚和物理特性。
因此,当检测出漆膜缺陷时,就应对它进行一系列准确、可靠的分析,然后及时提出解决办法。
电泳施工中最常见的漆膜缺陷有涂膜粗糙、缩孔、针孔、花斑、涂膜过薄、涂膜过厚、水痕、工件内表面涂膜过薄等,造成这些缺陷的原因不是单一的因素.漆膜缺陷的原因及防止办法。
(一)漆膜粗糙(肉眼可见小颗粒)1.产生原因①槽液颜基比过高。
②进入电泳槽的被涂工件及挂具不干净。
③电泳槽由于过滤不良,使槽液杂质离子过多,电导率偏高。
④槽液中助溶剂含量偏低。
2.防治方法①与供应商协商,提供低颜基比涂料,以便调整槽液。
②加强前处理液的过滤,降低前处理液的残渣含量,严格控制前处理后冲洗的水质,以及浮在工件表面上的残渣等。
③加强电泳槽液的过滤。
定期清洗、更换过滤装置,严格控制槽液的PH值和碱性物质的带入,防止树脂析出。
④定期检测槽液溶剂的含量,若偏低应及时补加溶剂。
以确保槽液的稳定。
(二)缩孔、陷穴1.产生原因①槽液颜基比失调,颜料含量低。
②被涂工件前处理不良或清洗后工件上面落上油污、尘埃等。
③槽液中混入油污、尘埃、油飘浮在槽液面或乳化在槽液中。
④电泳后冲洗液混入油污。
⑤外来油污污染电泳涂膜。
⑥烘干室内不干净、循环风内含油。
2.防止方法①调整槽液的颜基比,补加色浆提高颜料含量。
②加强被涂工件脱脂工序的管理,确保工件不被二次污染。
③在槽液循环系统安装除油过滤装置,同时检查油污染来源,以便彻底清除油法。
④加强后冲洗液水质的检测,定期清洗更换,以确保后冲洗水过滤质量。
⑤保持涂装环境洁净,清除对涂装有害的物质,尤其是含有机硅物质源,涂装车间及相关车间的设备及工艺介质所使用的原材料和辅助材料都不能含有酯酮。
⑥按工艺规定,定期清扫烘干室,保持烘干室和循环热风的清洁。
(三)针孔1.产生的原因①槽液中杂质离子含量过高,施工电压偏高,电解反应加剧,被涂工件表面产生气体等。
汽车电泳涂装常见问题及其解决措施汽车电泳涂装常见问题及其解决措施摘要:介绍了汽车车身电泳涂装工艺流程,主要包括预清理、脱脂、表调、磷化、沥干、阴极电泳、烘干和冷却。
分析了汽车电泳涂装中常见的一些问题,如缩孔、气泡、漏底。
给出了其解决措施。
关键词:汽车;涂装;电泳;缩孔1 前言电泳涂装是汽车车身涂装的第一道环节,也可以说是整个车身涂装的基础,其质量的好坏直接影响车身的抗腐蚀性能及漆膜的装饰效果。
本文根据生产实际,对电泳涂装中出现的一些问题进行分析,介绍了解决的措施,希望对读者能有所启迪和帮助。
2 汽车车身电泳涂装工艺流程手工预清理─(60 ± 5) °C 洪流冲洗─(60 ± 5) °C 预脱脂─(60 ± 5) °C 脱脂─水洗2 次─表调─(43 ± 2) °C磷化─水洗2 次─去离子水洗─沥干─(28 ± 1) °C 阴极电泳─超滤洗2 次─去离子水洗─沥干─电泳烘干─强冷─电泳后存放。
3 常见问题分析及其解决措施上述电泳涂装工艺流程中,车身冲洗采用全浸式喷浸结合的处理方式,而车身运输系统采用自行葫芦和滑橇地面输送机相结合的方式。
受工艺条件、设备、车身结构的限制,在车身电泳涂装生产过程中出现了一些问题。
以下为常见问题及其解决方法。
3. 1 滑橇底部油泥污染导致电泳缩孔及其解决办法在车身经手工预清理完后,进行洪流冲洗前,需要将车身承载在滑橇上并锁紧,再装挂在自行葫芦系统的吊架上,然后依次通过电泳涂装各工艺槽。
当滑橇第一次通过电泳槽时,滑橇表面会泳涂上一层电泳漆膜,形成绝缘层。
而当滑橇承载车身再一次通过电泳槽时,滑橇表面因有绝缘层的存在而不会泳涂上新的电泳漆膜,但会一次次附上一层新的电泳浮漆。
由于电泳后的水洗工艺主要是针对车身,而位于车身底部的滑橇不可能被冲洗干净。
因此,当附有电泳浮漆的滑橇在电泳后工位(如电泳烤房、电泳烤后存放)的输送链上前行时,滑橇底部的电泳浮漆和已泳涂上的电泳漆膜与输送链上的滚子不断接触、摩擦,就会粘附滚子上的润滑油,形成油泥。
汽车涂装工艺中缩孔原因分析及解决措施在汽车涂装工艺中,缩孔是一种常见的质量问题。
缩孔指的是在涂装过程中,出现涂层表面呈现小孔状缺陷的情况。
这会影响涂层的质量和外观,降低产品的品质。
本文将分析导致缩孔的原因,并提出相应的解决措施。
缩孔的原因可以分为涂料自身性能问题和涂装工艺问题两个方面。
涂料自身性能问题是导致缩孔的主要原因之一。
具体原因包括:1. 涂料粘度过高:当涂料的粘度过高时,很难在表面形成平整的涂膜,容易形成缩孔。
解决措施:调整涂料的粘度,增加溶剂的稀释比例,使涂料的流动性更好。
2. 涂料中含有大量的溶剂:涂料中含有过多的溶剂会导致涂层干燥过快,形成缩孔。
解决措施:减少溶剂的含量,适度延长涂料的干燥时间。
3. 涂料与底材不匹配:涂料与底材之间的粘附性不好,也容易导致缩孔的产生。
解决措施:根据底材的不同选择适合的涂料,加强底材与涂料之间的粘附。
1. 喷涂压力不均匀:当喷涂设备的压力不均匀时,涂料在表面的分布也会不均匀,容易产生缩孔。
解决措施:检查喷涂设备的喷嘴,确保喷涂压力均匀。
2. 喷涂速度过快:当喷涂速度过快时,涂料会无法充分润湿表面,容易出现缩孔。
解决措施:适度减缓喷涂速度,保证涂料能够充分润湿表面。
3. 环境温度和湿度不适宜:环境的温度和湿度对涂装有一定的影响,过高或过低的温度和湿度都容易导致缩孔的发生。
解决措施:调整涂装环境的温度和湿度,保持适宜的条件。
要解决汽车涂装工艺中的缩孔问题,需要从涂料自身性能和涂装工艺两个方面着手。
在涂料自身性能方面,应调整涂料的粘度和溶剂含量,确保涂料与底材的匹配性。
在涂装工艺方面,要确保喷涂压力均匀,喷涂速度适中,涂装环境温度和湿度适宜。
只有从多个方面共同解决,才能有效地避免缩孔问题的发生,提高涂装质量和产品的外观。

浅谈汽车涂装漆膜缩孔的防治浅谈汽车涂装漆膜缩孔的防治摘要:本文讲述漆膜缩孔形成机理,通过对中面涂漆缩孔防治案例分析,得出原因并针对性进行分析,制定对策,为有效的预防和解决缩孔问题提供思路。
关键词:漆膜;缩孔;案例分析1 引言随着时代的发展,人们的审美观也在发生变化,对汽车外观的要求也越来越苛刻,高光泽、高硬度、高品质、长久的防腐性成为涂装制造业追求的目标。
在汽车生产过程中由于受涂装工艺、涂装管理、涂装材料的制约,漆膜品质的过程控制难免有疏漏,这将直接影响车间的直行率,造成车辆滞留无法交车。
下面简述一下影响直行率的漆膜弊病之一-缩孔。
2 缩孔形成机理缩孔被认为在漆膜表面由一个中心点出发,在涂层表面形成圆形凹陷,其边缘多半微拱起。
缩孔的形成主要分为两种:(1)密度梯度引起:干燥成膜过程中,表面溶剂挥发,表面聚合物的浓度增高,涂料粘度增高,都会导致表面张力和表面密度超过本体,形成凹陷;(2)表面张力梯度引起:由于涂料组成的变化和温度变化导致表面张力不均,流体由低表面张力处流向高表面张力处,结果在流体表面形成凹陷。
3 案例分析下面对遇到的几种缩孔案例进行分析,案例一某涂装生产线,2012 年6 月在生产过程中,电泳车身烘干后,在ED打磨工位发现车身出现批量缩孔现象,需要大面积打磨处理,严重影响生产车间的直行率,使生产处于停滞状态,对此工艺技术人员及材料供货厂家立即展开了调查:根据缩孔产生的时间段,我们进行了流水线各阶段的试验排查1 工艺参数根据经验前处理-电泳的质量缺陷常伴有各槽体工艺参数的不稳定或异常现象,对此我们专门对前处理-电泳各槽体的工艺参数进行排查发现:○1当班次脱脂各参数完好;○2当班次电泳各参数完好。
2.进行对比排查○1用ACT板在倒水1进行刮板进行电泳,分别排查电泳工序及烤房的影响结果:随线烘烤和实验室烤箱烘烤电泳试板无明显区别,排除烤房对车身污染造成缩孔的影响。
○2用现场随线进行磷化,倒水1摘下,用颜料、树酯、纯水在实验室进行配槽,用现场磷化板和ACT板分别进行电泳结果:缩孔等级≥8,是合格的,排除前处理的影响○3用ACT板倒水1挂板电泳后摘下,不过现场UF和纯水洗,用纯水冲净后,放入烤箱进行烘烤结果:发现缩孔比较密集,确定电泳槽液被污染通过以上实验分析:1.原液电泳合格,排除物料的影响;2.确认电泳槽液受到外来其他物质的污染;3.对电泳槽进行观察发现,接油盘积油较多,随即对其清理;4.电泳全部过滤器加除油过滤袋和吸油棉,加快槽液污染物的消除。
汽车涂装工艺中缩孔原因分析及解决措施随着汽车行业的快速发展,汽车的外观已经成为消费者购买车辆时考虑的重要因素之一。
汽车的外观主要由车身设计和涂装工艺决定。
而在汽车的涂装工艺中,缩孔问题一直是制造商和涂装企业关注的重要问题之一。
缩孔不仅影响汽车的外观质量,还可能影响汽车的耐久性和安全性。
了解缩孔问题的原因并采取相应的解决措施对于提高汽车质量非常重要。
一、缩孔原因分析1. 涂装材料问题:涂装材料的性能和配比对于缩孔问题起着至关重要的作用。
如果涂装材料的挥发性过大或者粘度不合适,都会影响涂装的均匀性和稳定性,进而引起缩孔问题。
2. 涂装工艺问题:涂装工艺的不合理也是导致缩孔问题的重要原因。
涂装厂的喷涂设备是否调整到位,涂装过程中的温度和湿度是否适宜,这些都会直接影响到涂装质量,进而导致缩孔出现。
3. 表面处理问题:汽车在进行涂装前需要进行表面处理,包括除油、除锈、打磨等步骤,如果表面处理不到位,会导致涂装时涂料无法附着在汽车表面上,从而产生缩孔问题。
4. 涂装环境问题:涂装环境的清洁度和温度湿度都会影响涂装的质量,如果涂装环境存在着灰尘、异物或者温度湿度不稳定,都会影响涂装工艺,进而引起缩孔的出现。
二、解决措施1. 优化涂装材料:选择具有良好涂装性能的涂料,并保证其稳定性和可靠性。
调整涂料的配比,控制涂布厚度,避免挥发性过大或者粘度不合适的问题。
2. 完善涂装工艺:采用先进的涂装设备和技术,确保设备调整到位,调整好喷嘴的角度和压力,保证涂料均匀喷涂在汽车表面上,并严格控制涂装过程中的温度和湿度。
3. 加强表面处理:提高表面处理的工艺和质量要求,确保除油、除锈、打磨等工序做到位,确保汽车表面清洁平整,提高涂料的附着性,避免缩孔问题的出现。
4. 确保涂装环境的干净和稳定:严格控制涂装环境的清洁度,提高车间的净化水平,避免灰尘、异物的进入;保持涂装环境的恒定温湿度,避免对涂装过程的影响。
5. 加强质量检查和控制:建立严格的质量检查制度,对涂装过程中的每一个环节进行全面的监控和检查,对涂装后的汽车进行全面的检验,确保产品的质量和完整性。
汽车涂装工艺中缩孔原因分析及解决措施汽车涂装过程中,缩孔问题是一个常见的质量问题。
缩孔是指涂装完成后,在物体表面出现小型气泡,会破坏涂膜的平整度和表面质量,最终影响到产品的外观质量和性能。
本文将分析汽车涂装中缩孔的原因并提供解决措施。
1. 原因分析1.1 涂料质量问题如果涂料的光滑度和均匀度不足,或者添加剂比例不合适,都可能导致涂膜表面出现缩孔。
通常来说,这种问题产生的原因是由于材料失效或为了节约成本使用劣质材料。
1.2 喷涂设备喷涂设备的要求比较高,喷漆厚度的控制以及常规喷涂过程可以有效地避免缩孔问题。
但是,如果喷雾枪或喷涂气压和喷涂距离不合适,也会导致涂料表面出现缩孔。
1.3 环境在涂装的现场环境中,有一些因素也可能导致涂膜表面缩孔,例如温度过低或者工厂内空气中有过多的湿气,或者工人在喷涂前没有清洁干净涂料表面。
2. 解决措施2.1 优化涂装工艺如果涂料的光滑度和均匀度不够,可以选择更高质量的涂料或参考其他人成功的实践经验。
此外,还可以适当调整添加剂的比例以确保涂料的质量符合要求。
最好的解决缩孔问题的方法是使用现代化的喷漆设备,这样可以更好地控制喷涂气压、喷涂距离和喷涂角度。
如果设备不在最佳状态,应当立刻更换或维修设备。
为确保工厂环境的适宜程度,可以使用加湿器或去湿器来避免因空气中湿度过高或过低而导致的问题。
可以使用温度计和湿度计来检查现场环境的温度和湿度,确保环境符合要求。
3. 结论在汽车涂装工艺中,缩孔问题可以采取多种措施加以解决。
首先,确保涂料的质量符合要求;其次,使用优质的喷漆设备,控制好喷涂技巧和气压;最后,保持现场环境的适宜度,避免出现温度和湿度变化的问题。
通过这些改进,可以保证汽车涂装品质的提高。
汽车涂装工艺中缩孔原因分析及解决措施汽车涂装工艺中的缩孔问题是指在汽车喷涂过程中出现的油漆表面出现小而密集的气泡或凹陷,给涂装质量带来了不利影响。
以下是对汽车涂装工艺中缩孔问题的原因分析及解决措施。
缩孔问题的原因分析:1. 油漆质量不良:低质量或贮存时间过长的油漆容易出现缩孔问题。
解决措施:使用质量可靠的油漆,并在规定的有效期内使用。
2. 油漆稀释比例不当:油漆稀释比例过高,稀释剂过多会导致油漆过于稀薄,容易造成缩孔。
解决措施:严格按照油漆稀释剂比例进行稀释,确保稀释合适。
3. 喷涂设备不当:悬挂件或地板不平整,喷枪距离不当或喷涂压力过高都会导致油漆过度流淌和紊乱,引起缩孔。
解决措施:保持悬挂件或地板的平整度,调整好喷涂设备的距离和喷涂压力,使其符合涂装工艺要求。
4. 油漆干燥条件不当:油漆干燥时间过长或温度湿度不合适都会使油漆在干燥过程中产生缩孔。
解决措施:控制好油漆干燥时间,保持适当的温度和湿度。
5. 喷涂工艺不当:施工不均匀、过度喷涂、过快喷涂等不规范的涂装工艺都会导致缩孔问题。
解决措施:培训操作人员,确保其掌握正确的喷涂工艺,并按照工艺要求进行操作。
6. 表面处理不当:汽车表面存在油污、氧化层、灰尘等污染物时,涂装后容易出现缩孔。
解决措施:在涂装之前,对汽车表面进行彻底的清洗和处理,确保表面干燥、净化。
7. 环境因素:环境中的水汽、湿度等因素都会对涂装产生影响。
解决措施:确保涂装环境干燥,控制好湿度。
要解决汽车涂装工艺中的缩孔问题,需要从多个方面入手,包括选择质量可靠的油漆,严格按照稀释比例进行稀释,保持喷涂设备的良好状况,控制好油漆干燥条件,培训操作人员,进行表面清洗和处理,确保涂装环境的干燥。
只有综合考虑这些因素,并采取相应的措施,才能有效解决汽车涂装工艺中的缩孔问题,提高涂装质量。
10.16638/ki.1671-7988.2017.10.042电泳涂膜气泡缩孔原因分析及解决方案浅析邱昌胜(安徽江淮汽车集团股份有限公司,安徽合肥230601)摘要:阴极电泳涂装因具有高效、优质、安全环保、经济等优点,在汽车工业涂装中获得广泛运用。
文章通过某条涂装生产线汽车大顶电泳漆膜产生气泡缩孔质量问题的解决,找出造成电泳漆膜气泡缩孔的主要原因是电泳过程中产生的氢气气体没有及时排出,解决措施是调整电泳槽底部循环喷嘴的方向。
指出在涂装车间前处理电泳槽体设计阶段,根据不同的前处理电泳输送方式,电泳槽底部循环喷嘴方向设计的规范性,从而避免电泳漆膜气泡缩孔质量问题的出现。
关键词:涂装;电泳槽;气泡缩孔;喷嘴中图分类号:U472.4 文献标识码:A 文章编号:1671-7988 (2017)10-125-03Cause analysis and solution of electrophoretic bubble shrinkage defectQiu Changsheng( Anhui Jianghuai Automobile Co., Ltd, Anhui Hefei 230601 )Abstract: Cathodic electrophoretic coating has been widely used in automotive industry because of its advantages of high efficiency, high quality, safety, environmental protection and economy. This paper solve bubble shrinkage quality problems through a large top automobile coating production line mainly caused by the electrophoretic, find the electrophoretic shrinkage of the bubble is the gas generated during electrophoresis without timely discharge, solution is to adjust the tank bottom circulation nozzle direction. The electrophoresis tank design stage in the painting workshop, according to the different treatment before electrophoresis transmission, standard electrophoresis tank bottom circulation nozzle design direction, to avoid the shrinkage of bubble electrophoresis coating quality problems.Keywords: Coating; electrophoresis bath; bubble; crater; nozzleCLC NO.: U472.4 Document Code: A Article ID: 1671-7988 (2017)10-125-03引言电泳涂装是工业涂装中运用最为普遍的一种涂装方法,汽车车身几乎100%采用阴极电泳涂装底漆。
专题I实用经验
Special Practical Experiences
汽车电泳漆膜的缩孔与针孔
董素芳
(山东淄博职业学院化学工程系)
0引言
电泳涂装是汽车车身及零部件防腐防锈的重要工艺环节,汽车涂层主要由底漆涂膜和面漆涂膜两大组成,涂膜的主要作用是防腐蚀性能和装饰性。
磷化电泳复合层涂膜是汽车涂层最里面的一层涂膜,即底漆涂膜,其主要功能是防腐蚀性;面漆涂层指涂于工件最外层的涂膜,是涂层组合中可见的部分,起着标志和保护底材的作用,主要功能是抗老化和具有装饰性。
磷化电泳复合层的底漆涂膜过程中的缩孔与针孔现象是电泳漆膜的两大弊病,其直接影响电泳漆膜的防腐蚀性能,电泳漆膜缩孔与针孔的产生破坏了漆膜的完整性,造成车体局部部位或零件因不上电泳漆而生锈,导致漆膜的防腐蚀性能严重降低。
1电泳涂装的基本原理
电泳涂装即磷化电泳复合层的底漆涂膜过程,是将具有导电性的被涂部件浸渍在装满电泳涂料的泳槽中,并在泳槽中布置与被涂物相对应的电极管束,在直流电源的作用下,产生一系列的物理化学变化,经过一段时间后,被涂物上析出水不溶性均一涂膜的涂装方法。
根据被涂物连接电极的不同,可分为阳极电泳法(AED)和阴极电泳法(CED),现代汽车生产过程中多采用阴极电泳法,即将车身作为被涂物连接到电源阴极。
电泳涂装是一个复杂的电化学反应过程,其过程主要伴随着电泳、电解、电沉积、电渗四种化学物理过程。
电泳涂装过程要使用电泳漆,电泳漆又称水溶性涂料,电泳漆与蒸馄水按一定比例进行稀释后使用。
比如铁红环氧电泳漆,该电泳漆是由改性环氧树脂、丁醇、乙醇胺、滑石粉和铁红等物质组成。
电泳漆与蒸憾水混合后,在直流电场的作用下,即分离成带正电荷的阳离子和带负电荷的阴离子,以阴极电泳为例,树脂和颜料粒子为带正电荷的阳离子向阴极移动,阴极表面产生氢气,阳极表面产生氧气,涂料粒子向车身表面运动并经过电化学反应最终实现涂膜。
涂膜形成的主要反应如下:
阴极(被涂物):
2H2O+2e_^-2OH+H2f
R-NH+(水溶性)+OJT t R-N I(水不溶性)+H20
阳极(极板):
2H2O->4H++4e_+O2f
上式中R-NH\R-N表示树脂粒子基团;J表示带负电电子。
2电泳漆膜形成的缩孔或陷穴
由外界因素造成被涂物表面、磷化膜或电泳湿漆
372019年第3期•总第106期
实用经验丨专题
Practical Experiences Special
膜上附有尘埃、油污等,或在漆膜中混有与电泳涂料
不相溶的粒子,它们成为缩孔中心,并造成烘干初期
的流展能力不均衡而产生火山□状的凹坑,直径通
常为0.5~3.Omm,露底的称为缩孑L,不露底的称为
陷穴。
2.1缩孔产生的原因
①
电泳槽液中混有油分、灰尘等异物,油漂浮在
泳槽液表面或尘乳化在泳槽液中。
②被涂工件被异
物污染,比如灰尘、运输链上掉落的润滑油、油性铁
粉、面漆尘埃、吹干用的压缩空气中的油污等等。
③
前处理脱脂不良、磷化膜上有油污。
④被涂工件表面
在电泳成膜的过程中受其表面的气体影响,电泳涂料
不均匀,产生收缩即气泡性露底缩孔。
⑤电泳后冲洗
时清洗液中混入油分、灰尘等异物,或纯水的纯度差。
⑥泳槽液内颜基比失调。
⑦补给涂料或树脂中有不
溶解粒子造成溶解不良。
⑧烘干炉内不净或循环风
内含油分等等。
2.2解决缩孔的措施
①在泳槽液循环系统中设立除油过滤袋,以除去污物。
②保持涂装环境洁净,运输链、挂具要清洁,所用压缩空气应无油,防止灰尘、面漆尘雾和油污落到被涂工件上,带油污和灰尘的被涂工件不允许进入电泳槽。
③前处理的脱脂工序要加强管理,确保磷化膜上无污染。
④消除电泳槽液中的气泡,同时调整设备和工艺控制,控制电泳反应产生的比量,确保槽液表面流速,调整泳槽内的喷嘴,令其有针对性的喷射槽液到凹陷部位并带走气泡。
⑤保持电泳后冲洗水质,加强清洗液的过滤,在冲洗后至烘干炉之间要设防尘通廊。
⑥保持电泳槽的正确颜基比及溶剂含量等。
⑦补加新漆时应搅拌均匀,确保溶解、中和好,并过滤。
⑧保持烘干室和循环热风的清洁,开始升温不宜过急,由慢变快。
车底大梁内腔体的缩孔现象解决前后效果对比,用内窥镜观测见图lo
解决后车底大梁内腔体的无缩孔
图1内窥镜观测车底大梁内腔体的缩孔图
3电泳湊膜形成的针孔
针孔即在电泳漆膜上产生针状小凹坑现象,它与缩孔(陷穴)的区别是凹坑的中心部一般有成为核心的异物,凹坑的周围是漆膜堆积凸起。
3.1针孔产生的原因
①再溶解性针孔,被泳涂在工件表面的湿漆膜在电泳后冲洗不及时,被漆膜再溶解而产生针孔。
②气体针孔,在电泳过程中,由于电解反应激烈,产生气泡过多脱泡不良。
③因槽液温度偏低或搅拌不充分,造成漆膜泡在烘干过程中破裂而出现针孔。
④带电入槽阶梯式针孔,发生在带电入槽阶梯弊病程度严重的场合下,针孔沿入槽斜线露出底板。
在带电入槽场合下也会产生气泡针孔,由于槽液对物体表面浸润不良,
38
专题I 实用经验
Special Practical Experiences
使一些气泡被封闭在漆膜内或是槽液表面的泡沫附着 在工件表面上形成气泡针孔,易产生在被涂工件的下 部。
⑤水洗针孔,湿膜电渗不够或冲洗水压过大。
3.2解决针孔的措施
①工件表面经泳涂成膜后,离开槽液应立即用超 滤液或纯水冲洗,以消除再溶解性针孔。
②在电泳过
程中,严格控制工艺条件,控制好电解反应速率,及时 脱去过多气泡。
③在磷化膜孔隙率高的情况下容易 产生气泡,一定要遵守工艺规定的温度,阴极电泳一
般为28~30七范围。
④为消除带电入槽的阶梯式针
孔,要求槽液表面的流速大于0.2 m/s,以消除堆积泡 沫,在带电入槽的通电式生产时,防止运输链速度过 低。
⑤为消除水洗针孔,要保证漆膜电渗性好,控制
槽内溶剂含量不能过高及杂质离子的含量,以及获得
致密的漆膜后,冲洗的水压不可高于0.15MPa 。
总之在电泳涂装时,从工艺管理上应控制漆液中 杂质离子的浓度,对各种离子的含量要控制在规定的
范围之内,要求定期化验槽内各种离子浓度,如超标 要排放超滤液,对极液也要控制在规范之内。
车轮辐板针孔解决前后对比图,见图2O
图2车轮辐板针孔现象解决前后对比图
4结语
我们团队全体队员,在从事研究和实施汽车电泳 漆膜项目上,对汽车电泳漆膜的缩孔与针孔问题采用
头脑风暴法进行逐一分析和研究、及时采取措施,有 效解决问题。
当然在解决问题的同时,整个团队成员
都有收获、也有长进,对待同类问题,能运用经验快速
解决。
通过本项目的实施使电泳涂膜质量得到了较
好的改善,涂膜质量大为提高,有利于提升车身的防 腐抗锈性能,对改善车身疲劳强度和碰撞安全都有重
要意义,对实际生产具有指导意义。
(下转第33页)
3结语
结合设计输入绘制样件数模,确认数模配合没有
问题后制作A 样件并进行过程验证,收集并反馈A 样件问题,作为设计输入并输出B 样件,B 样件重复 过程验证并进一步优化设计,经过优化设计的工装满
足设计要求时,锁定三维数模并出具图纸制作工装;
经过上千次飞轮转动过程验证,发动机用飞轮转动工
装符合设计要求,可以有效满足各种尺寸发动机飞轮 转动过程使用,大大提高了皮带安装作业效率,降低 了现场管理成本及人工成本,超出预期效果。
39 2019年第3期•总第106
期。