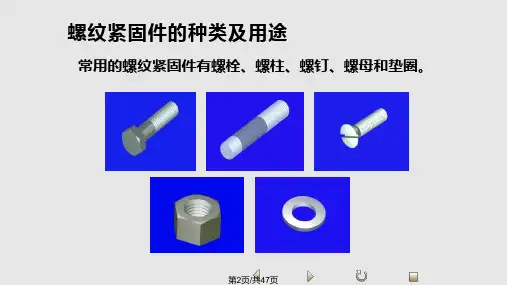
螺母锁紧、车床夹紧及柱塞装置图例
- 格式:docx
- 大小:1.53 MB
- 文档页数:5
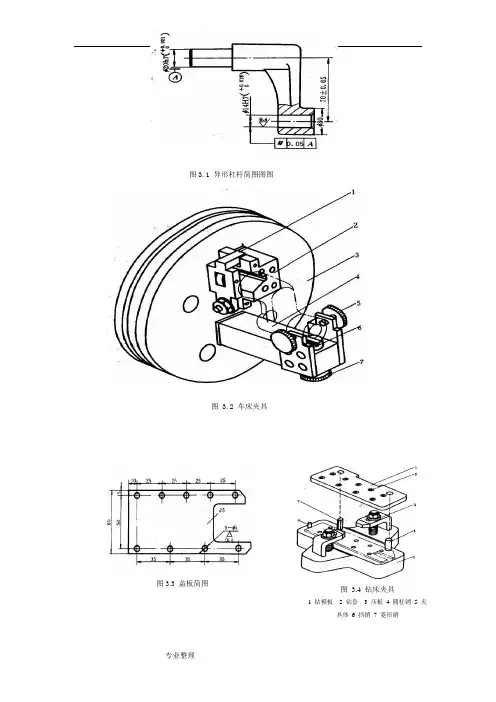
图3.1 异形杠杆简图图图图 3.2 车床夹具图3.3 盖板简图图 3.4 钻床夹具1 钻模板2 钻套3 压板4 圆柱销5 夹具体 6 挡销 7 菱形销图 3.6 固定支承钉-图3.8 可调支承图 3.9 可调支承的应用(a)(b) (c)图 3.10 自位支承图3.16 小锥度心轴图3.19 圆锥销组合定位(a ) (b) (c)图 3.20 定位套图 3.21半园定位(a) (b) (c) (d)图3.22 固定V形块结构形式图3.26 基准位移误差10图 3.31 v形块上定位铣斜面图 3.32 夹紧机构的组成1-压板;2-连杆;3-活塞推杆;4-气缸;5-活塞;6-配气阀图 3.35 夹紧力作用点靠近加工表面图 3.40 斜楔夹紧机构1-夹具体 ; 2-斜楔 ; 3-工件图 3.37 快速螺旋夹紧机构(d )1 工件2 压板3 T形槽用螺母图 3.40 典型螺旋压板夹紧机构图 3.41 偏心夹紧机构图 3.42圆偏心及其弧形楔展开图Array图3.48 单件联动夹紧机构1-工件;2-浮动压板;3-活塞杆;5-摇臂;4、6-摆动压块;7-螺母图3.49 多件联动夹紧机构图 3.44 螺旋式定心夹紧机构图 3.45 杠杆式三爪自定心卡盘图3.46机动楔式夹爪自动定心机构图 3.47 弹性心轴及弹簧夹头1-夹具体; 2-弹簧筒夹;3-锥套;4-螺母; 5-心轴图 3.54 膜片卡盘定心夹紧机构1 夹具体2 薄壁套筒3 液性塑料4 柱塞5 螺钉6 限位螺钉图3.56液性塑料定心夹紧机构图 3.49波纹套心轴图 3.58 固定钻模1 夹具体2 平面支承3 削边销4 圆柱销5 快速夹紧螺母6 特殊快换钻套图 3.59 回转式钻模1 钻模板 2夹具体 3手柄 4、8 螺母 5 把手 6 对定销7 圆柱销 9开口垫圈 10衬套 11 钻套 12 螺钉(a) (b)图3.60 翻转式钻模1 夹具体2 定位件3削扁开口垫圈 4 螺杆5 手轮6对定销7沉头螺钉图 3.61 盖板式钻模1 盖板2 圆柱销3 削边销4 支承钉5 把手图 3.62滑柱式钻模1-导向滑柱;2-齿条滑柱3夹具体4钻模板;5齿轮轴;6手柄;7套环(a)(b) (c)图 3.63 标准钻套1-钻套; 2-衬套 3 钻模板; 4-螺钉图 3.64.特殊钻套 (e)(a) (b) (c) 图 3.65 三种钻模板图3.66 悬挂式钻模板1-多轴传动头;2-弹簧;3-导柱;4-钻模板;5 -螺钉;6-导套1-定向键 ;2-对刀块;3 -夹具体; 4、8-压板 ;5-螺母; 6-定位块; 7-螺栓; 9-支钉; 10-浮动杠杆图3.68 杠杆零件的料仓式铣床夹具1-锯齿支钉;2,3,4-挡销; 5-压板; 6-螺母; 7- 压板支承螺钉; 8-对刀块图3.71 靠模铣床夹具图3.72 定向键图3.73 对刀装置图3.74 标准对刀块图 3.76 铣床夹具体与耳座1-支架;2 -镗套; 3、4-定位板;5、8-压板; 6-夹紧螺钉; 7-可调支承钉; 9-镗模底座; 10- 镗刀杆;11 浮动接头1、3 -V形块; 2-浮动压块; 4-弹簧;5-活塞; 6-活塞杆; 7-转动叉形块; 8、9 -浮动压板(a)(b) (c)图 3.80 常用的回转式镗套图 3.81 内滚式滚动镗套图3.82 回转镗套的引刀槽及尖头键(a)(b) (c)图3.83 单支承导向镗孔示意图(a)(b)图 3.84 双支承导向镗孔示意图图 3.85 确定让刀量示意图图 3.86 镗杆前端导引部分结构 (e )图 3.87 浮动接头1-镗杆;2-接头体;3-外套;4-拨动销图 3.88 飞球保持架工序图及心轴夹具1-拉杆;2-弹簧;3-套筒;4-斜块;5-压板;6-支承板;7-圆柱销;8-菱形销图 3.90阀体四孔偏心回转分度车床夹具1、11-螺栓; 2-压板; 3-摆动V形块; 4-过渡盘; 5-夹具体; 6-平衡块; 7-盖板; 8、10-固定、活动支承板; 9-活动菱形销图 3.92 十字槽轮零件精车圆弧工序简图图3.93 花盘式车床夹具1、3、4-定位套;2-定位销图 3.94 车床夹具与机床主轴的连接图3.95 加工偏心件的通用可调夹具1-组合气缸;2-双向压板;3-基体;4-快卸垫板;5-可换V形块;6-传动杆;7-压板;8-螺钉图 3.100 自动线上的机床固定夹具及随行夹具1-活动定位销;2-钩形压板;3-随行夹具;4-输送支承;5-定位支承板;6-润滑液压泵;7-杠杆;8-液压缸3.5.2 专用夹具的设计示例拨杆零件如图3.102,其加工过程为:同时铣一面及另一面大小端面,钻铰φ12H9、φ8H9孔并倒角,钻φ7孔和螺纹底孔φ5,铣2mm槽,攻螺纹M6。
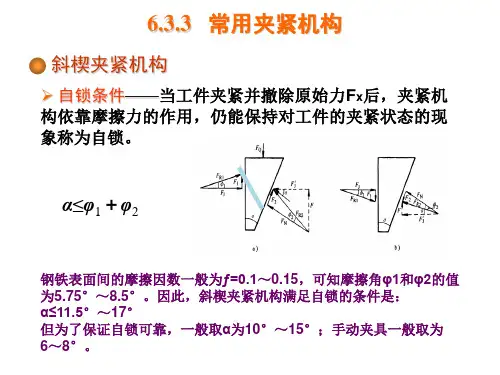
夹紧原理与典型的夹紧夹紧原理是一种通过施加外力,使得夹紧件紧密固定在工件上的装配方法。
夹紧原理在工业生产中广泛应用,可以确保工件的稳定性和精确性。
夹紧件通过对工件表面施加压力,阻止工件在加工过程中产生位移和振动,从而保证加工质量。
夹紧原理的实现依赖于夹紧装置的设计和操作。
典型的夹紧装置包括机械夹紧装置、液压夹紧装置和气动夹紧装置等。
机械夹紧装置是一种通过手动或机械操作产生压力的夹紧装置。
常见的机械夹紧装置有螺旋压紧装置、弹簧压紧装置和卡簧压紧装置等。
液压夹紧装置是一种通过液体压力产生大力的夹紧装置。
液压夹紧装置通常由液压缸、油管和油泵等组成,通过操纵油泵向液压缸供油,从而产生大的夹紧力。
气动夹紧装置则是一种通过空气压力产生夹紧力的夹紧装置。
气动夹紧装置通常由气压缸、气管和气泵等组成,通过操纵气泵向气压缸供气,从而产生夹紧力。
夹紧原理的应用非常广泛。
在金属加工中,夹紧原理常用于夹紧工件以进行铣削、钻孔、螺纹等加工。
在车床加工中,夹紧原理常用于夹紧工件以进行车削和镗削等加工。
在装配过程中,夹紧原理常用于夹紧两个或多个零件以进行连接。
夹紧原理还应用于制造行业、汽车行业、航空航天行业等各个领域。
典型的夹紧方法有自紧夹紧和外紧夹紧。
自紧夹紧是指夹紧件自身通过力的作用从而保持在工件上的夹紧方式。
自紧夹紧可以采用机械夹紧装置、液压夹紧装置或气动夹紧装置等实现。
自紧夹紧在应用中具有结构简单、操作方便、夹紧力大等优点。
外紧夹紧则是指通过外部力的作用将夹紧件压紧在工件上的夹紧方式。
外紧夹紧可以采用螺栓、螺母、螺钉、弹簧夹子等实现。
外紧夹紧在应用中具有安装和拆卸方便、适用于各种形状的工件等优点。
夹紧原理的选择应根据工件的形状、尺寸、材质和加工要求等因素进行。
在选择夹紧装置时,需要考虑夹紧力是否足够、夹紧装置的可靠性和稳定性、夹紧件与工件的接触面形状和加工表面的保护等因素。
在使用夹紧装置时,需要注意操作规范、定期维护和检查夹紧装置的状态。


机床夹具设计第三章机床夹具设计教学时数:计划14学时教学目的:1、掌握定位误差计算2、掌握夹紧力计算3、掌握专用夹具设计要点,灵活运用定位元件和夹紧机构,根据生产实际和可能设计专用夹具。
教学重点: 1、工件的定位及定位误差计算2、工件的夹紧及夹紧力计算3、夹具的设计及装置合理选择。
教学难点: 1、定位误差计算中基准不重合误差和基准位移误差的计算和分析2、工件的受力分析及夹紧力的计算。
第一节概述一、夹具的功能和分类1.机床夹具的功用:实现工件定位和夹紧;使工件加工时相对于机床刀具有正确的位置;以保证工件的加工精度。
图3-1:异形杠杆简图图3-2:车床夹具异形杠杆加工需限制的自由度?工件用何定位元件限制了哪些自由度?为何V型块2固定,V形块6可调?且V型块2和V型块6开口方向不同?图3-3:盖板简图图3-4:钻床夹具盖板钻孔(通,盲孔)应限制自由度?夹具用何定位元件来限制各自由度?这里圆柱销,挡销,菱形销,各起什么作用?这里用左侧面和后侧面定位,是否用右侧面和前侧面定位?为什么?机床夹具在加工中的作用:保证加工精度;提高劳动生产率;改善工人劳动条件;降低生产成本;扩大工艺范围。
2、机床夹具的分类和发展(1)分类图3-5: 机床夹具的分类按使用范围和特点分:通用夹具、专用夹具、组合夹具、可调夹具按使用的机床分:车床夹具、铣床夹具、钻床夹具、镗床夹具。
(2) 发展应适用于产品品种和更新换代快的要求,其方向为柔性化、精密化、高效、自动化。
二、夹具的组成1.定位元件定位:使工件在夹具中占据正确的位置。
2.夹紧装置压紧夹牢:使工件不应受力而脱离已占据的正确位置。
3.夹具体基础件4.其它装置分度装置、对刀装置、导向元件、连接元件。
第二节工件在夹具中的定位夹具设计的任务:首先是选择和设计相应的定位元件来实现工序图上(工艺文件)所要求的定位方案。
主要定位面:主要限位面:一、工件以平面定位1.主要支承:限制工件自由度,起定位作用。

夹具设计师手册丨V形弹性夹盘定心夹具的设计计算和浮动装置图例本周为大家带来的是V形弹性夹盘定心夹具的设计计算和浮动装置图例一、V形弹性夹盘定心夹具的设计计算1.V形弹簧片盘定心夹具的工作原理 V形弹性盘在结构上和碟形弹簧片很相似。
图1为V 形弹性盘夹紧心轴的结构图。
该夹具通过法兰盘1与机床主轴相连接,V形弹性盘6安装在心轴2上并用隔套4隔开,工件8安装在V形弹性盘上,轴向用端面垫板3定位。
旋转螺母5通过隔套将轴向力加在V形弹性盘上,使其径向胀大从而将工件定心并夹紧。
限位盘7起轴向限位作用,防止V形弹性盘变形超过弹性极限。
2.V形弹性盘的结构 V形弹性盘的剖面为正V形和反V形两种,见图2。
弹形盘有两个相对的倾斜面,斜面2与3之间的夹角为,两侧有凸台4和5,中间是定心凸台1。
为了提高弹性盘的弹性,在斜面上加工有辐射状的径向槽6(槽口可以向外,也可以向内或不开槽)。
图1 V形弹性盘夹紧心轴1-法兰盘 2-心轴 3-端面垫板 4-隔套 5-螺母 6-V形弹性盘 7-限位盘 8-工件图2 V形弹性盘a)用于套类零件 b)用于轴类零件1-定心凸台 2、3-斜面 4、5-凸台 6-径向槽图3注:弹性盘材料为65Mn,热处理48~53HRC。
3.V形弹性盘的技术参数图44.v形弹性盘的安装形式 v形弹性盘的安装形式见图5。
1、3为安全盘,2为弹性盘由聚乙烯制成的安装套4, 5,用于成套保存弹性盘2.使用时将其取出。
安装套的主要尺寸见表6。
图5 V形弹性的安装形式1、3-安全盘 2-弹性盘 4、5-安装套图6 安装套的尺寸二、浮动装置有些浮动装置是绕着一根小轴摆动的,而另一些是绕着球面摆动的,还有一些是采用吊环的原理或”O“形环式结构以便在各个方向进行浮动。
用一个圆销和一个扩大的孔,或用本身可调整的方法,得以限制所需的最大摆动量。
(夹具侠)图7 3个圆头钮。
图8 3圆头钮120°分布图9这种浮动装置在快速松开装置上。
夹具设计师手册丨螺母锁紧、车床夹紧及柱塞装置图例
本周为大家带来的是螺母锁紧、车床夹紧及柱塞装置图例
一、螺母锁紧
当用背帽对已处于工作位置上的另一个螺母锁紧不方便时,可以采用内锁式螺母。
图1
使圆柱头螺钉的端部变形,就无需采用价格较高的带肩螺栓,要使标准圆柱头螺钉变形并不
难。
图2
黄铜衬垫,不论其有无螺纹,都能与螺栓的螺纹相合而不会使之损伤。
二、车床夹紧装置
图3
可转爪B是用带肩螺钉C与固定爪A相连接,经由榫和槽的铰接来达成。夹紧螺钉D的圆柱
形螺母可使D从B摆出。
图4
弹性夹套和V形块夹紧工件。
图5
B是在C的槽中滑动的八个窄指状条之一。窄指状条B的回程受圆隔离块A的限制。此结钩
的八个窄指状条借离心力向外抛移而夹紧工件,从而防止薄壁工件受到振动。注意内置的止
动面D。
图6
固定的和可调整的V形块将工件夹紧在燕尾滑板B上。楔块A将B夹紧在由两个定位止销控
制的两个位置中的一个位置上。
三、柱塞
单个或多个柱塞可用手动或其它一些动力源来驱动,而动力是通过偏心、凸轮、或齿条和齿
轮传递的。有些往柱塞具有弹簧加载;而另一些则是用掣子使之保持在夹紧或松开位置上。
图7
(弹簧加载;退出时要提起并转动)
图8
(弹簧加载,由凸轮退出)
图9
(有弹簧退出)
图10
(用掣子使之保持在接合位置和退出位置)
图11
(弹簧加载)
图12
(用多付齿条和齿轮操纵的柱塞)
图13
(用多个摇臂驱动的柱塞)
图14
(凸轮驱动)
图15
(用多个偏心驱动的柱塞)
图16
(采用弹簧加载的齿条和齿轮)
图17
(偏心驱动)