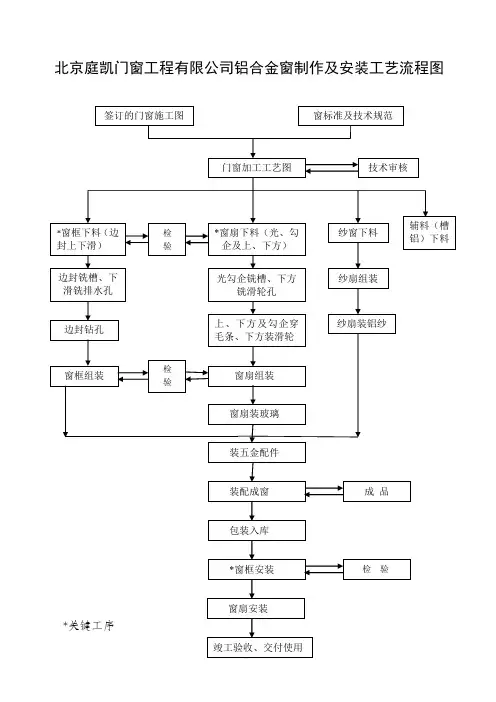
铝合金制作及安装工艺流程图
- 格式:doc
- 大小:357.50 KB
- 文档页数:16
铝合金门窗工艺流程和方案
第一章 生产工艺流程
第1节 平开门窗工艺流程
锯切主型材→开V型口→铣排水孔→形钢下料→装型钢→焊接→清角→手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→装五金配件→检验→包装→入库
第2节 推拉门窗工艺流程
锯切型材→铣排水孔→切型钢→装型钢→装毛条→焊接→清角→手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→切防风条→防风条钻孔→防风条铣槽→防风条装毛条→装防风条→装缓冲块→装滚轮→框扇组合→装密封桥→装月牙锁→检验→包装→入库
第二章 工艺制定、完善
铝合金门窗组装工艺多,每一道工序对产品性能都有影响,根据产品性能要求,我们对每一道工序的工艺条件及对产品性能影响进行对比,不断调整工艺,确定最佳工艺参数,使产品达到标准要求。
工艺的制定。以下是几个主要工序的工艺流程情况。
第1节 型材下料
我公司使用的是HYSJ02—3500塑铝型材双角锯。工作气压0.4—0.6MPa,耗气量100L/min,采用无级调速,工作长度450—3500mm,使用此锯下料,尺寸公差控制在±0.5mm以内。
在使用双角锯下料前,首先根据图纸及下料单确定下料尺寸。在批量生产时,应先下一樘,检验合格后,再投入成批生产。生产时应不断抽检构件尺寸,以保证产品批量的合格率。
第2节 铣水槽
我公司使用的是HYDX—01塑铝型材多功能铣床。工作气压0.4—0.6MPa,耗气量45L/min,铣刀规格Ф4mm*100mm、Ф4mm*75mm,铣头转速2800转/ min。在铣水槽前一定要清楚漏水孔的数目、位置,弄清之后,先将要铣的型材放在托米架上正确位置,然后开始铣切,另外,在铣水槽时一定要注意水槽位置。在铣平开窗固定窗时,一定要根据窗型是内平开,还是外平开,以及具体的安装方法来确定水槽方向。每班应及时进行屑渣清理和导轴润滑。
第3节 开V型口
V型切割锯用于铝合金型材90°V形槽的下料,适用于料宽120 mm,长度1800 mm。我公司使用的是HYVJ—01—65V型锯,工作气压0.4—0.6MPa,耗气量80L/min,切割深度ma*70,锯片规格300*30,锯片转速2800r/ min,进刀速度:无级调速。首先应根据V口深度来调整升降台紧定手柄,再摇动至所需位置,夹紧手柄,同样根据V口位置来确定水平定位尺寸。
距根据墙面长度来定,间距应≤ 2400mm,斜撑采用Φ 48× 3mm可调节钢管。
铝合金模板施工方案
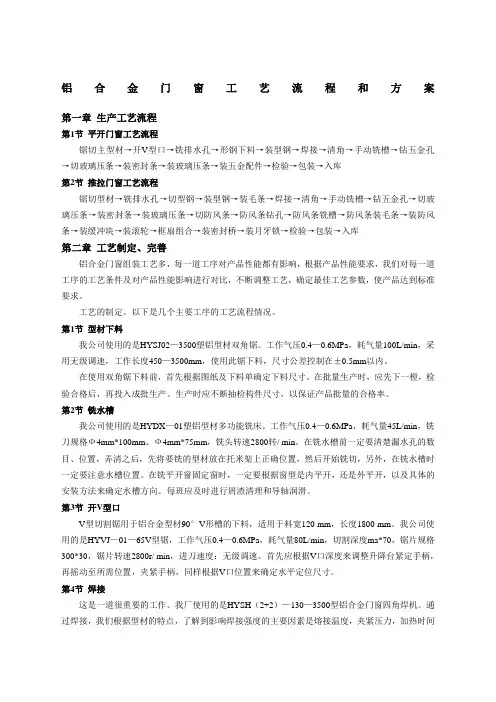
1. 材料、设备及人员计划 铝合金模板待专业分包进行设计深化, 厂家定制成品铝合金模板, 材料进场前做好登记, 码放整齐。
除非以下特别注明 , 模板主系统为一套, 楼板底支撑为三套, 梁底支撑为四套, 悬伸结 构底支撑为六套。
铝模板进场施工前所有模板及相应的配件材料需全部运到现场, 有序存放。 并在现场物 料仓库备有一定的量的铝模板原材料及配件, 预防模板损坏或图纸修改。 同时施工前必须准 备水准仪、经纬仪、卷尺、锤子、撬棍、开口扳手、开孔器等工具。详见下表:
序号 材料名称 数量 单位
1 水准仪 4 台
2 经纬仪 2 台
3 开孔器 10 个
4 卷尺 20 个
5 开口扳手 60 把
6 切割机 10 台
7 焊机 6 台
8 锤子 60 把
9 撬棍 20 根
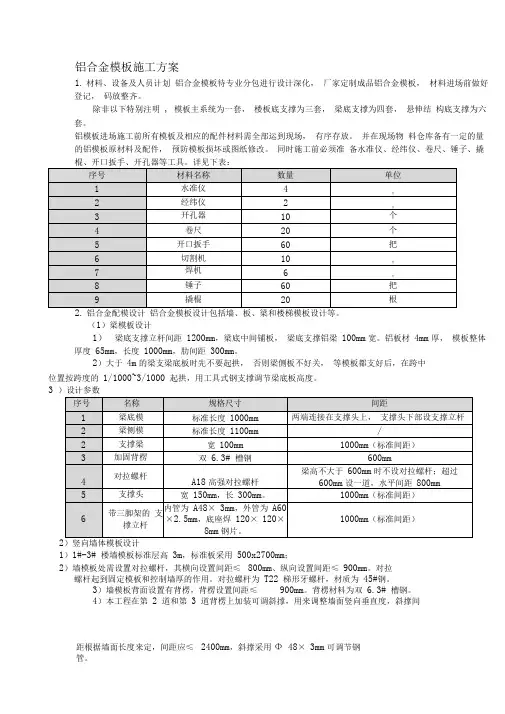
2. 铝合金配模设计 铝合金模板设计包括墙、板、梁和楼梯模板设计等。
(1)梁模板设计
1) 梁底支撑立杆间距 1200mm,梁底中间铺板, 梁底支撑铝梁 100mm宽。铝板材 4mm厚, 模板整体厚度 65mm,长度 1000mm,肋间距 300mm。
2)大于 4m的梁支梁底板时先不要起拱, 否则梁侧板不好关, 等模板都支好后,在跨中
位置按跨度的 1/1000~3/1000 起拱,用工具式钢支撑调节梁底板高度。
3 )设计参数
序号 名称 规格尺寸 间距
1 梁底模 标准长度 1000mm 两端连接在支撑头上, 支撑头下部设支撑立杆
2 梁侧模 标准长度 1100mm /
2 支撑梁 宽 100mm 1000mm(标准间距)
3 加固背楞 双 6.3# 槽钢 600mm
4 对拉螺杆 A18高强对拉螺杆 梁高不大于 600mm时不设对拉螺杆;超过
600mm设一道,水平间距 800mm
5 支撑头 宽 150mm,长 300mm。 1000mm(标准间距)

铝合金门窗安装施工工艺
(一)施工准备及技术交底
1、施工前期准备
施工前准备工作属于工程前期工作。准备工作的好坏、是否充分对工程的施工有很大的影响,项目经理要对工程的技术资料、工具、器具材料、人员、机械、临时设施做好充分的准备。施工前期准备的内容:
1)技术资料准备
对图纸要充分熟悉,对疑难的地方要问明弄懂,还需要准备有关图集,质量验收标准,安全指标,各种需用的表格和有关工程的竣工验收的需用的资料等。
2)工具、器具准备
对所需用的工具、器具提出供应计划,具体到型号、数量、供应时间等,要建立计量管理规章制度,对工具、器进行维修和校验。
3)材料准备
根据图纸及工程情况,做出详细的材料订货供应的计划单,根据施工进度计划安排,将所有材料的供货时间安排好。
4)人员准备
项目经理对自己管辖工程中的人员安排亦要列出详细的准备计划,包括工种、各工种人数,进场时间尽量做到落实到岗、到位、明确责任。
5)施工组织计划准备
要对施工进度及质量进行行之有效的控制,必须做好详细的施工组织计划,施工组织计划准备得越细,落实得越充分,工程的进度质量就能控制得越好。
2、技术准备
1)熟悉图纸,准备图纸会审
① 在收到设计院图纸和正式的施工图纸后,将组织项目有关专业人员认真阅读熟悉图纸,领会设计意图,掌握工程建筑和结构的形式和特点,掌握门窗结构、节点要求、设计分格特点、熟悉工程的施工难点以及在施工过程中需要采用的新技术。同时核查设计提料单、加工定货单准确无误,并将阅读图纸中发现的问题整理形成图纸自审记录提交设计院和深化设计师,在设计交底时逐一解决,设计交底后及时整理形成设计交底记录,各方会签后形成施工依据。
② 在工程开工前,积极参加由业主组织的图纸会审,审查施工图纸是否完整和齐全,施工图纸及其各组成部分之间是否有矛盾和错误,在尺寸、坐标和说明方面是否一致,技术要求是否明确,核对土建结构与钢附框安装方面是否协调一致。

一、标准工艺施工要点
标准工艺编号:010*******
标准工艺名称:断桥铝合金门窗
(1)窗安装完成后宜进行淋水试验。外窗台宜挑出墙面,且设滴水槽会滴水线。
(2)窗户安装顺序:先进行窗洞抹灰(窗洞口抹灰时,窗台板底标高比外侧窗台高10mm,外窗台抹灰预留40mm贴砖厚度),安装内窗台板,安装窗框,最后
粘贴外墙面砖。
(3)门窗应采用塑料胶带粘贴保护,分类侧放,防止受力变形。
(4)门窗装入洞口应横平竖直,外框与洞口应弹性连接牢固,不得将门窗外框
直接埋入墙体。
(5)门窗框与墙体间空隙填充:窗洞口应干净、干燥后连续施打发泡剂,一次成型、充填饱满,溢出门窗框外的发泡剂应在结膜前塞入缝隙内,防止发泡剂外膜破损。留缝宽度为5~8mm,用硅酮耐候胶密封。
(6)施工时加强成品保护,不允许随意撕掉框表面所贴的保护膜。在交叉作业中,应采用木档或其他物件进行保护,以免钢管及其他硬物碰坏门窗框(推拉门安装完成后,下槛内外两侧需加斜形的木板或采用其他保护措施,以免损坏下槛)。内外墙抹灰完成后才能将门窗框保护膜撕去,保护膜的胶质物在型材表面如留有胶痕,宜用香蕉水清理干净。涂刷工程施工前,应在门窗边框四周贴上美
纹胶纸,防止涂料及油漆对门窗框二次污染。
(7)推拉式窗户应加限位装置。
2、施工工艺流程图
断桥铝合金窗(一) 断桥铝合金窗(二)
断桥铝合金窗(三)
三、首件样板验收记录卡
工程名称:南京嘉庆220kV变电站工程 编号:断桥铝合金门窗-001
建设管理单位 江苏电力公司经济技术研究院 设计单位 南京市电力工程设计有限公司
监理单位 江苏省宏源电力建设监理有限公司 施工单位 江苏精享裕建工有限公司
工艺名称 -0 断桥铝合金门窗 工艺编号 010*******
验收人员 (验收人签字)
质量工艺标准 验收记录