FANUC_高速高精度控制的调整步骤
- 格式:ppt
- 大小:2.77 MB
- 文档页数:46

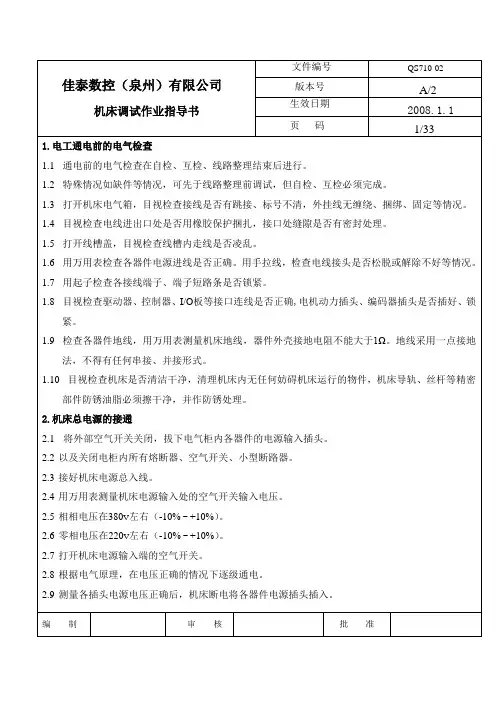
佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码2/33注意:控制单元和I/O单元的直流24V输入电源以及驱动器的三相200V输入电源。
2.10在检查完所有电源正确的情况下,系统电源才可上电,进行调试前准备工作。
3.电路原器件的介绍3.1低压断路器(QF)是具有过载.短路.欠电压等多种保护功能.3.2熔断器(FU)是一种简单而有效的保护电器,在电路中主要起到短路保护作用.3.3接触器(KM)是一种用来自动接通与断开大电流电路的电器.3.4继电器(KA)是根据某种输入信号的变化,接通或断开控制电路,实现自动控制和保护电力装置的自动电器.4.调试前准备工作4.1将机床RS232传输口与传输用计算机RS232传输口用传输电缆连接,若传输用计算机为台式计算机,则计算机外壳必须接地。
4.2目视检查机床油路连接完好。
4.3各轴支撑安装情况,是否高于导轨面4.4观察各轴伺服电机及主轴电机型号,并纪录相应的电机代码4.5打开机床电源和控制器电源,机床上电,机床显示器正常显示后,开始调试。
5.调试步骤5.1输入相应机床参数及PLC(详见机床参数表),通用CF卡传输,把标准参数和PLC备份到卡上,将20#参数设定为4,表示通过M-CARD 进行数据交换5.1.1 参数传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PARAM],[OPRT ],[READ ] ,[EXEC]。
参数被读入内存中,输入完成后,在画面的右下脚出现“INPUT”字样会消失。
关机重新通电。
5.1.2 PLC传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PMC],[],[I/O]。
在DEVIECE 一栏选择[M-CARD],FUNCTION 处设置为 [READ],FILE NO.为梯形图的名字,MC系统设置为[#PMC-SB.000],如果是MATE系统设置为[#PMC-RA.000] 注意: 备份梯形图后DEVICE 处设置为[ F-ROM ]把传入的梯形图编制审核批准佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码6/33AI 轮廓控制(G05.1Q1 配合)1772 64 插补前铃型加减速时间常数(时间恒定)(ms)1602#6,#3 1,0 插补后加减速为直线型(使用插补前铃型加减速)1,1 插补后加减速为铃型(使用插补前直线型加减速)1603#7 1 插补前加减速为铃型(0:插补前直线型)7050#5 1 标准设定7050#6 0 标准设定7052#0 0/1 在PMC轴,Cs 轴的情况下,设定1不使用FAD功能:2007#6 FAD(精密加减速)有效2109 16 FAD 时间常数2209#2 1 FAD 直线型有效SERVO GUIDE 调试步骤1.设定打开伺服调整软件后,出现以下菜单画面:.点击上图中的“通讯设定”出现一下菜单编制审核批准。
FANUC伺服系统一般调整BEIJING-FANUC FANUC伺服系统一般调整BEIJING-FANUC停止中的振动抑制BEIJING-FANUC 停止中的振动抑制BEIJING-FANUC停止中的振动抑制停止中的振动抑制停止中的振动抑制停止中的振动抑制积压进给(爬行)的抑制BEIJING-FANUC 积压进给(爬行)的抑制BEIJING-FANUCSERVO GUIDE 测量图形过冲的抑制BEIJING-FANUC 过冲的抑制BEIJING-FANUC高速高精度伺服调整BEIJING-FANUC 高速高精度伺服调整BEIJING-FANUC高速高精度调整概述BEIJING-FANUC 高速高精度调整概述BEIJING-FANUC高速高精度调整概述BEIJING-FANUC 高速高精度调整概述BEIJING-FANUCHRV控制设定BEIJING-FANUC HRV控制设定BEIJING-FANUC滤波器调整BEIJING-FANUC 滤波器调整BEIJING-FANUC速度增益调整BEIJING-FANUC 速度增益调整BEIJING-FANUC位置增益调整BEIJING-FANUC 位置增益调整BEIJING-FANUC前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUC前馈0%前馈100%前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUC前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUCY轴需加VFFY500大了前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUCY:好结果圆弧半径减速BEIJING-FANUC 圆弧半径减速BEIJING-FANUC10μm/div 拐角钳制速度F2000/R5拐角减速BEIJING-FANUC 拐角减速BEIJING-FANUCA B C速度差减速功能速度差减速功能BEIJING-FANUC速度差减速功能小结小结小结小结小结•双位置反馈功能(选择功能)•只要半闭环不出现震动,全闭环就可以消除震动。
铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC 系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录使用αi电机…………………………………………………P 2使用α电机……………………………………………………P22补充说明………………………………………………………P241使用αi电机3.4.1伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图 3.4.1(a) 使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见3.4.3节“高速、高精加工的伺服参数调整”。
2图 3.4.1(b) 伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图3.4.3(c)中的*1 )电流回路的周期从以前的250μs降为125μs。