工序工时管理 ppt课件
- 格式:ppt
- 大小:628.00 KB
- 文档页数:18

标准工时管理
工程技术部
2018.10.1 概述 1
组成结构 2
测定方法 3
制定/修订流程 4
相关术语 5
一、概述
1)定义:标准工时,即Standard time(简称ST)是具有平均熟练程度的劳动工人,在标准作业条件和环境下,以正常的作业速度和标准的作业方法,完成一定的质和量的工作所需的总时间。
备:标红的为测量标准工时的前提
2)特性:
①公正性
②适应性
③普遍性
3)功能:
①新作业方法的评选
②工厂布局之依据
③评估工厂负荷产量
④生产计划排程的依据
⑤人力增减的依据
⑥新机器设备评估依据
⑦流水线生产之平衡
⑦人工成本参考
⑨效率分析的基础
⑩工作人员效率奖金计算的基础
二、组成结构
标准工时 主作业时间①
(SAP工时/UPPH依据)
准备时间②
(计划排产需增加) 正常时间
宽放时间
准备的净时间
宽放时间 观测时间
评比系数
1)主作业时间组成:
主作业时间=观测时间×评比系数×(1+宽放率)=正常时间×(1+宽放率)
①评比系数:
②宽放系数:
2)准备作业时间:
准备时间=观测时间×(1+宽放率)
备:此工时为辅助主作业所需的时间,有较大优化空间。中维组装一般换线时间为5-15分钟,计划依据对产品转产程度的了解给于具体时间值
三、测定方法
测定方法 秒表测时法
其他
暂用
预定时间法之MOD法
VTR(摄影)法
工作抽样法 预定时间法之WF、MTM
标准资料法
三、制定/修订流程
五、相关术语
1)TT/CT/LT
①TT即节拍时间(Takt Time),指应该用多长时间、即几分几秒生产一个或一件产品的目标时间值,它是由市场销售情况决定的,与生产线的实际加工时间、设备能力、作业人数等无关
T.T=日生产时间(定时)/日需要生产量
②CT即周期时间(Cycle Time),指人或者设备完成一个周期动作或加工一个(批)产品所需时间。CT与生产线的实际生产周期、设备生产能力有关,CT小于TT时,作业者有

精品文档
. 工时管理办法
1 目的
确保工厂生产运营的有序进行,准时给顾客交付合格产品,力争工厂各环节准时化进行,推行精益化生产,不断标准化各种流程,推行科学的工时管理,制定标准工时,为做好产能分析提供准确的依据。
2 适用范围
适用于公司所属的各生产单位。
3 职责:
3.1定义:
3.1.1生产运营部出勤工时分类:
生产运营部总出勤工时
直接工时 间接工时
实作工时 异常工时 除外工时
3.1.2各类工时定义:
3.1.2.1总出勤工时 : 生产运营部所有人员出勤工时的总和(含加班支持工时)。
3.1.2.2应出勤工时 : 所有人员在公司规定下的正常应出勤工时总合(不含加班工时)。
3.1.2.3缺勤工时:
(1) 事假、病假、婚假、丧假、产假、公假 (公伤、无薪公假) 等均属缺勤工时。
培训、出差均为正常出勤,直接人员应以除外工时申报,不列为缺勤工时。
3.1.2.4直、间接人员划分:
(1)直接人员:从事生产操作者。(即标准工时测定范围者)
(2)间接人员:生产运营部直接人员以外的所有人员。
3.1.2.5直接工时 : 生产运营部直接人员出勤工时的总和。
即:直接工时=直接应到-直接缺勤-出援+入援+直接加班。
3.1.2.6间接工时 : 生产运营部间接人员出勤工时的总和。
即:间接工时=间接应到-间接缺勤-出援+入援+间接加班。
3.1.2.7除外工时 : 直接人员使用于非生产性事务的工时总和。
3.1.2.8实作工时 : 实际运用于正常生产的工时总和。
3.1.2.9异常工时 : 直接人员于生产中发生异常的工时总和。
3.1.2.10出援工时 : 生产人员支持其它单位,处理非隶属生产单位的工作时数。
3.1.2.11入援工时 : 其它单位人员支持生产单位 ,处理隶属生产单位的工作时数。
3.1.2.12标准工时(S.T) : 由作业纯熟的作业者,对指定的制程工作项目,在符合作业标准状态下,以正常速度完成该项操作所需的时间。 精品文档
新品研发工时管理流程
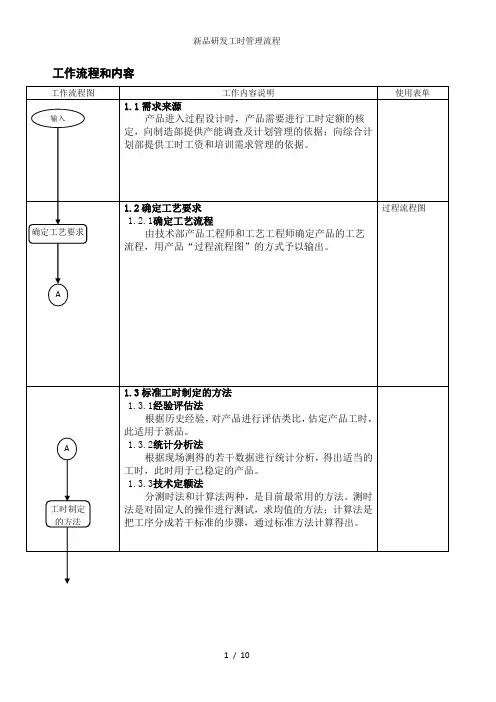
1 / 10 工作流程和内容
工作流程图 工作内容说明 使用表单
1.1 需求来源
产品进入过程设计时,产品需要进行工时定额的核定,向制造部提供产能调查及计划管理的依据;向综合计划部提供工时工资和培训需求管理的依据。
1.2 确定工艺要求
1.2.1 确定工艺流程
由技术部产品工程师和工艺工程师确定产品的工艺流程,用产品“过程流程图”的方式予以输出。
过程流程图
1.3 标准工时制定的方法
1.3.1 经验评估法
根据历史经验,对产品进行评估类比,估定产品工时,此适用于新品。
1.3.2 统计分析法
根据现场测得的若干数据进行统计分析,得出适当的工时,此时用于已稳定的产品。
1.3.3 技术定额法
分测时法和计算法两种,是目前最常用的方法。测时法是对固定人的操作进行测试,求均值的方法;计算法是把工序分成若干标准的步骤,通过标准方法计算得出。 输入
确定工艺要求
A
工时制定的方法 A 新品研发工时管理流程
2 / 10 1.4 新产品工时管理
新产品的工时管理是指产品未量产移交之前且每次生产不足100套的产品工时管理。
1.4.1 辅助工时
辅助工时包括领料、安装和入库等产生的工时,辅助工时应按人进行分拆;
a) 领料
领料的工时一般由班组长进行,通常不给予工时;如遇特殊情况,领取整套产品所有零部件的工时按每次1小时计算。
b) 入库及其它
入库及其它所产生的工时按每次0.5小时计算。
1.4.2 生产工时
生产工时用经验评估法,参考已有的类似产品的类似工序工时定额,按此定额的1.5倍进行核算
1.4.3 标准工时
其它方面所产生的工时,按劳务工时进行核补,具体操作按6.11款执行。 新产品工时单
新产品
工时管理
B 新品研发工时管理流程
3 / 10 1.5 标准工时的测定
由综合计划部、技术部、制造部共同负责工时的测定,缺一不可。标准工时的测定,新产品由技术部负责组织,其余由综合计划部负责组织。

标准工时培训讲义
标准工时培训讲义
一、概述
标准工时是一种衡量工作时效的方法,通过设定合理的工作时间来评估员工的工作效率。标准工时的引入可以帮助企业全面提高工作效率,优化生产流程,实现资源的合理配置。本次培训将重点介绍标准工时的概念、原理和实施步骤,帮助员工掌握标准工时的基本知识和应用技巧。
二、标准工时的定义和意义
1. 标准工时的定义:标准工时是指在不超过正常工作强度和保证生产质量的前提下,按照合理的工作方法和工作速度,完成一个标准工作任务所需要的时间。
2. 标准工时的意义:
- 评估员工的工作效率,帮助企业确定合理的工作时间;
- 优化生产流程,提高企业的生产效率;
- 增强生产线的稳定性,减少资源浪费;
- 为企业的奖惩制度提供依据;
- 为企业提供参考,实现资源的合理分配。
三、标准工时的计算方法
1. 标准工时计算公式:
标准工时 = 标准工作量 / 标准工作效率
其中,标准工作量指的是完成一个标准工作任务所需的工作量;标准工作效率表示单位时间内完成工作量的能力。
2. 标准工作量的确定: - 调研比较法:通过调研其他企业类似工作任务所需的时间,综合考虑因素,确定标准工作量。
- 样本分析法:选择一部分典型样本进行时间观察和数据分析,得出标准工作量。
- 经验估算法:根据过往的经验和实际情况,估算出标准工作量。
3. 标准工作效率的确定:
- 工作速度法:根据实际工作任务完成的时间和标准工作量,计算出工作速度。
- 经验估算法:根据过往的经验和实际情况,估算出标准工作效率。
四、标准工时的实施步骤
1. 了解企业现状:
- 收集和整理各个工作岗位的工作内容和工作要求;
- 分析各个工作岗位的工作特点和工作流程。
2. 设定标准工作任务:
- 综合考虑工作岗位的工作内容和要求,确定标准工作任务;
- 区分常见和特殊工作任务,分别制定标准工作任务。