240KA铝电解槽的设计计算
- 格式:ppt
- 大小:860.50 KB
- 文档页数:36

铝电解中常用的计算公式铝电解是铝生产过程中的重要环节,也是能源密集型工业过程。
在铝电解过程中,根据电流密度和电压,可以计算出铝的产量和电解槽的效率。
下面是铝电解中常用的计算公式。
1.铝的产量计算公式:铝电解反应的化学方程式为:Al3++3e-->Al根据电流密度(I)和电解时间(t),可以计算出铝的产量(M):M=I*t/(n*F)其中,I为电流密度(A/cm2),t为电解时间(s),n为电子数(3),F为法拉第常数(96,500 C/mol)。
2.电解槽的效率计算公式:电解槽的效率(η)可以用产量和理论产量之间的比例来表示:η=M/M理论*100%其中,M为实际产量(g),M理论为理论产量(g)。
理论产量可以通过计算电流密度和电解时间下的理论产量,以及铝的理论电化学当量得到。
3.电解槽的工作电压计算公式:电解槽的工作电压(V)可以通过电流密度和电解液的电阻来计算:V=I*R其中,I为电流密度(A/cm2),R为电解液的电阻(Ω·cm2)。
电解液的电阻可以通过测量得到。
4.电解槽的功率消耗计算公式:电解槽的功率消耗(P)可以通过计算电流密度、电压和电解液体积来得到:P=I*V*V电解槽其中,I为电流密度(A/cm2),V为电解槽的工作电压(V),V电解槽为电解液体积(cm3)。
电解液体积可以通过测量得到。
5.电解槽的能效计算公式:电解槽的能效(Φ)可以通过计算铝的产量和功率消耗来得到:Φ=M/P*100%其中,M为铝的产量(g),P为电解槽的功率消耗(W)。
综上所述,铝电解中常用的计算公式包括铝的产量计算公式、电解槽的效率计算公式、电解槽的工作电压计算公式、电解槽的功率消耗计算公式和电解槽的能效计算公式。
这些公式对于评估铝电解工艺的性能和效率非常重要,在实际生产中起到了指导和优化的作用。

240kA铝电解槽综合节能技术的应用温生良;谷中军;李贤;张世福【摘要】优化升级铝电解槽控制系统;使用新型电解槽内衬结构如应用分段式高导电率阴极钢棒、电解槽内保温、冷捣糊、30%石墨化阴极炭块等技术;优化阴极组装检测方法和改进预焙阳极外形结构;从而使240 kA铝电解槽运行更加稳定,达到了电解槽节能降耗的目的.【期刊名称】《有色冶金节能》【年(卷),期】2016(032)006【总页数】5页(P26-30)【关键词】铝电解槽;分段式高导电率阴极钢棒;内衬结构优化;阳极外形结构改进【作者】温生良;谷中军;李贤;张世福【作者单位】青海百河铝业有限责任公司,青海西宁810100;青海百河铝业有限责任公司,青海西宁810100;青海桥头铝电股份有限公司,青海西宁810100;青海桥头铝电股份有限公司,青海西宁810100【正文语种】中文【中图分类】TF821近几年,中国铝工业经历了蓬勃急速发展、产能严重过剩、行业整体开工率不断下降、市场非常低迷、行业全面亏损等阶段,企业举步维艰,目前大中型电解铝企业仅能维持正常开工,但基本都是无利生产,小型电解铝企业只能减产或关停。
为了降低电解生产电耗、降低生产成本,减少企业亏损,铝电解工作者开发了多种节能新技术,取得了较为显著的节能效果[1-2]。
某公司使用了分段式高导电率阴极钢棒,优化电解槽内衬保温结构,同时对预焙阳极外形结构进行了改进。
主要目的是降低铝液水平电流,降低炉底压降,同时进一步研究低电压生产工艺,优化电解槽内衬结构和阳极的外形结构,降低阳极毛耗和阳极气膜电阻,提高电解槽运行的稳定性,从而实现节能降耗的目的。
本文简要介绍了240 kA铝电解槽上应用铝电解综合节能技术后取得的技术成果,对各项技术指标进行了总结分析。
240kA预焙阳极电解槽在设计上氧化铝浓度控制在1.5%~3.5%之间,而目前国内外最先进的氧化铝浓度控制在很窄的低浓度区域(1.8~2.5%),更有效避免了电解过程中沉淀的产生和阳极效应的发生,并获得了理想的物料平衡控制效果,同时对热平衡的稳定形成“良性互动”关系。
170-K A的铝电解槽的设计(共22页)-本页仅作为预览文档封面,使用时请删除本页-目录一.铝工业的介绍1.铝电解工业现状 (1)2.电解铝工业的发展趋势 (2)3.全球电解铝市场供求状况 (3)二.熔盐电解1.熔盐电解质 (4)2.影响熔盐电解质的因素 (5)三.电解生产工艺流程 (6)四.铝电解槽的设计计算1.阳极结构参数的选择与计算 (7)2.电解槽槽体结构选择计算...................... (8)3.阴极结构参数的选择及计算 (9)五.铝电解槽导电部件的选择计算1.阳极部分导电部件的选择与计算...................................... (10)2.阴极部分导电部件的选择与计算 (11)六.铝电解槽电压平衡计算1.阳极部分 (12)2.电解质电压降 (13)3.阴极部分电压降 (14)4.阳极效应分摊电压 (15)5.连接母线压降 (16)七.电解槽电压平衡表 (17)八. 铝电解槽工作制度 (18)九. 设计心得 (19)十.附图 (20)170KA的铝电解槽的设计一.铝工业的介绍由于铝电解生产需要大量的电能,故降低单位铝产量的电能消耗量是历来追求的目标。
在铝工业生产初期,每千克铝电耗量高达30~40kwh-1。
以后,随着供电设备的更新,电解槽生产能力的增大,阳极和导电母线电流密度的减小,电解槽结构的改进和生产操作的改善,电耗率亦相应地有所降低,现在一般电耗率为13~15kwh-1/kg,有的甚至降低到kg。
1.铝电解工业现状本世纪八十年代以来,国外新增电解系列已普遍采用大型预焙阳极电解槽,系列电流强度普遍达到180~350kA,吨铝直流电耗降至12900~14000 。
目前,西方国家用于生产的电解槽最大电流强度为350 kA,且绝大多数企业为280~320 kA的超大型预焙槽,电流效率平均达到了94%~96%。
近年来,我国新建槽多采用180~300 kA的大型槽,改造旧槽因投资等方面的原因,多采用75kA或160~240 kA之间的槽型,其技术与世界先进水平比仍有一定的差距,到目前为止,国内仅有少数企业采用技术上与世界一流企业基本同步的280~320kA之间的槽型。
240KA电解槽环流空腔焙烧启动方案设计电解槽环流空腔焙烧是电解槽厂家常见的一种操作方式,用于在电解槽操作之前对电解槽进行清洁和烘干处理。
这种操作方式可以有效地提高电解槽的使用效率和延长电解槽的使用寿命。
在进行环流空腔焙烧操作之前,需要设计一个合理的启动方案,以确保操作的顺利进行和操作效果的达到。
1.工艺参数的确定在设计环流空腔焙烧的启动方案之前,首先需要确定好工艺参数,包括焙烧温度、焙烧时间、空气流速等参数。
这些参数的确定需要根据具体的电解槽型号和操作要求来确定,可以参考相关的技术文献和经验数据进行选择。
2.设备和设施的准备在进行环流空腔焙烧操作之前,需要对设备和设施进行充分的准备工作,包括确保焙烧炉的正常运转和焙烧气氛的控制,确保空气流速的准确调节等。
同时需要检查焙烧设备和焙烧介质的状态,确保其符合操作要求。
3.操作程序的设计在进行环流空腔焙烧操作时,需要设计一个详细的操作程序,包括启动程序、操作程序和停机程序等。
启动程序主要包括点火和预热等步骤,操作程序主要包括设定工艺参数、监控操作过程和调整参数等步骤,停机程序主要包括停止供气、冷却和清洁等步骤。
4.安全措施的实施在进行环流空腔焙烧操作时,需要严格遵守相关的安全规定,确保操作过程的安全性。
需要对焙烧设备和设施进行定期检查和维护,并采取必要的安全措施,如使用防爆设备、佩戴个人防护用具等。
5.参数调控和监控在进行环流空腔焙烧操作时,需要对工艺参数进行实时监控和调控,确保焙烧的效果达到预期。
需要根据操作过程中的实际情况进行参数的调整,如调节焙烧温度、调节空气流速等,以达到最佳的焙烧效果。
总结来说,240KA电解槽环流空腔焙烧启动方案的设计需要充分考虑工艺参数、设备和设施的准备、操作程序的设计、安全措施的实施、参数调控和监控等方面。
只有在这些方面都做到位,才能确保环流空腔焙烧操作的顺利进行和操作效果的达到。
同时还需要不断总结经验,积累操作技巧,以提高操作效率和保障电解槽的使用寿命。
铝电解槽重量计算公式铝电解槽是用于铝电解生产的重要设备,它的重量计算对于设备的设计、生产和运输都具有重要的意义。
本文将介绍铝电解槽重量的计算公式及其相关知识。
一、铝电解槽的结构和重要参数。
铝电解槽是铝电解生产中用于电解铝的重要设备,它通常由槽体、阳极、阴极、电解液等部分组成。
其中,槽体是整个设备的主体部分,决定了整个设备的重量和结构。
槽体的重量计算需要考虑其材料、尺寸、厚度等因素。
铝电解槽的重要参数包括槽体的长度、宽度、深度、材料密度、厚度等。
这些参数对于槽体重量的计算都具有重要的影响。
二、铝电解槽重量计算公式。
铝电解槽的重量可以通过以下公式进行计算:槽体重量 = 槽体材料密度×槽体长度×槽体宽度×槽体厚度。
其中,槽体材料密度是指槽体所采用材料的密度,通常以千克/立方米为单位;槽体长度、宽度、厚度分别为槽体的尺寸参数,通常以米为单位。
在实际应用中,还需要考虑槽体的结构形式、边缘处理、焊接接头等因素对重量的影响,这些因素都需要进行修正计算。
三、铝电解槽重量计算举例。
假设一台铝电解槽的槽体材料为铝合金,密度为2700千克/立方米,槽体尺寸为3米×2米×1米,槽体厚度为10毫米,那么可以通过上述公式计算出槽体的重量为:槽体重量 = 2700千克/立方米× 3米× 2米× 0.01米 = 162千克。
这个例子展示了铝电解槽重量的简单计算过程,通过这个计算,可以帮助设备制造商和用户对设备的重量有一个大致的了解,从而为设备的设计、生产和运输提供参考依据。
四、铝电解槽重量计算的注意事项。
在进行铝电解槽重量计算时,需要注意以下几个方面:1. 材料密度的选择,不同的材料密度不同,需要根据实际情况选择合适的材料密度进行计算。
2. 尺寸参数的准确性,槽体的尺寸参数需要准确测量,避免因参数不准确导致计算结果的误差。
3. 结构形式的修正,槽体的结构形式、边缘处理、焊接接头等因素都会对重量产生影响,需要进行修正计算。

.铝电解中常用的计算公式一、电解质分子比KNaF(摩尔数)NaF(质量)1、K=3=2×3AlF(摩尔数)AlF(质量)2、分子比与游离的AlF%(质量)之间的关系:3设f为游离的AlF3%(质量),则,7.5f500K6-2KK=3-100+7.5f或f=100-3K+6=6+3K×100假如电解质里除了NaF和AlF3以外还有Al2O3和CaF2等,他们的质量%总和是∑α,则K=3-7.5f-∑α+1.5f100二、阳极耗费速度hc(cm/d)8.05d阳ηw c-3hc=×10(cm/d)d阳阳极电流密度, A/cm2η电解槽电流效率,%wc阳极耗费量,kg/t-Aldc阳极假密度,g/cm2(一般取1.6g/cm2)三、调停电解质分子比时,AlF3与NaF增添量的计算2P(K1-K2)q(AlF3)=K2(K1+2)kgq(NaF)=P(K2-K1)kgK1+2式中,q为调整时增添物的数目(kg);P为电解质中的冰晶石质量(kg);K1为调整前的分子比;K2为调整后的分子比。
四、母线转接周期(d)L(母线行程,cm)D=V(阳极耗费速度,cm/d)d五、电流效率(η)η=M实×100%M理M实实质铝产量,kg或tM理理论铝产量,kg或t,M理=0.3356ItI为电流强度t为通电时间六、电流效率与阴极电流密度之间的关系;.η=1-.Cq·dq为铝的电化学当量,0.3356g/(A·h)2C为每平方厘米阴极表面上单位时间内铝损失量,g/(cm2·h)七、电流效率与槽寿命之间的关系η=-0.051A+90.8 A 为槽寿命八、加铜稀释法测定槽内在产铝量(kg)=Q1(1-C2),(Cz-C2)Q 1为加入铜的量(kg);C2为槽内铝液的本底铜浓度(%);CZ为加铜后的总铜浓度(%);九、吨铝直流电耗(kWh/t-Al)12980V吨铝直流电耗=电能效率=ηV为电解槽均匀电压,V十、电解槽均匀电压(V)=E极化+△Va+△Vc+△Ve+△Vb+△Vae+△VpE极化为电解槽的极化电压;△Va为阳极电压降;△Vc为阴极电压降;△Ve为电解质电压降;△Vb为导电母线电压降;△Vae为阳极效应分摊电压;△Vp槽间联接母线电压降分摊值。
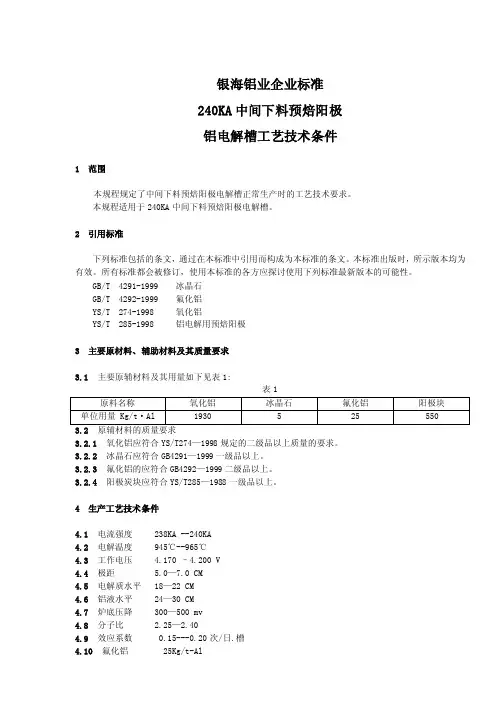
银海铝业企业标准240KA中间下料预焙阳极铝电解槽工艺技术条件1 范围本规程规定了中间下料预焙阳极电解槽正常生产时的工艺技术要求。
本规程适用于240KA中间下料预焙阳极电解槽。
2 引用标准下列标准包括的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 4291-1999 冰晶石GB/T 4292-1999 氟化铝YS/T 274-1998 氧化铝YS/T 285-1998 铝电解用预焙阳极3 主要原材料、辅助材料及其质量要求3.1 主要原辅材料及其用量如下见表1:表13.2.1氧化铝应符合YS/T274—1998规定的二级品以上质量的要求。
3.2.2 冰晶石应符合GB4291—1999一级品以上。
3.2.3 氟化铝的应符合GB4292—1999二级品以上。
3.2.4阳极炭块应符合YS/T285—1988一级品以上。
4 生产工艺技术条件4.1 电流强度 238KA --240KA4.2电解温度 945℃--965℃4.3工作电压 4.170 –4.200 V4.4 极距5.0—7.0 CM4.5电解质水平 18—22 CM4.6 铝液水平 24—30 CM4.7 炉底压降 300—500 mv4.8 分子比 2.25—2.40240KA中间下料预焙阳极铝电解槽生产巡视作业规程1 范围本规程规定了中间下料预焙阳极电解槽生产巡视作业操作及技术要求。
本规程适用于240KA中间下料预焙阳极电解槽巡视作业操作。
2 工作程序为了尽早发现电解槽及机器设备的异常情况,并能进行及时处理,保证生产及设备的正常运行,创造一个良好的工作场所。
在交接后必须进行电解槽巡视作业。
2.1 检查电解槽工作是否正常,槽电压有无摆动。
2.2检查槽控机等设备外观卫生及工作状况。
2.3检查打壳下料系统是否正常。
2.4检查阳极升降系统是否正常。

240KA电解槽氟化铝添加量控制实践作者:晏代林来源:《商品与质量·学术观察》2013年第12期摘要:在铝电解过程中,电解槽的平稳高效运行是行业追求的目标,影响电解槽的平稳性的重要因素就是分子比的平稳性。
本文主要揭示了240KA电解槽氟化铝添加量的控制措施,有助于指导电解槽生产的平稳运行,可以全面调节电解质的分子比,提升生产效益,最终达到提高电流运行效率的目的。
关键词:240KA电解槽氟化铝添加量控制措施电解质的温度是否具备较强的稳定性,关系着生产的各个环节,在实际操作过程中,能够使电解质温度发生变化的因素有许多种,但是对电解质温度影响最大的因素却是氟化铝添加量,因此,管控好氟化铝添加量,有助于提高生产效益。
在大型的预焙槽中,由于应用了自适应系统控制氧化铝的浓度与电压,很容易就可以控制工作槽电压与氧化铝的浓度,但是在控制分子比方面,却仍存在很多不足之处,只有将氟化铝添加量控制在合理水平,才能将电解质的分子比和温度局限在可控范围内,减小其波动性,从而使电流效率得到提高,并且可以在一定程度上降低阳极毛耗,氧化铝的溶解性更加稳定,从而保证了电解槽更加平稳的运行。
一、原理分析控制氟化铝添加量,可以有效控制电解质温度,根据相关统计结果显示,外国相关专家曾长期研究该问题,通过不懈努力得出结论,温度和分子比之间的关联性十分强,添加氟化铝可以使电解槽在不同温度下保持稳定态势。
在此研究依据基础上,我们就可以考虑适当添加氟化铝来控制槽内的电解质温度。
笔者根据自身工作经验认为,在实践过程中稳定分子比的难度会有所增加,随着氟化盐不断被消耗,分子比升高的现象必然会出现,这种情况下,就要求操作人员必须时刻确保氟化铝添加量符合规定要求。
针对笔者单位的具体情况分析,笔者将计算机氟化铝添加量控制方法与人工氟化铝添加量控制方法两种措施结合在一起,形成一种全新的、独具特色的氟化铝添加方法,从而有效减少了氟化盐消耗的速度,有助于稳定分子比,提高企业生产效益。
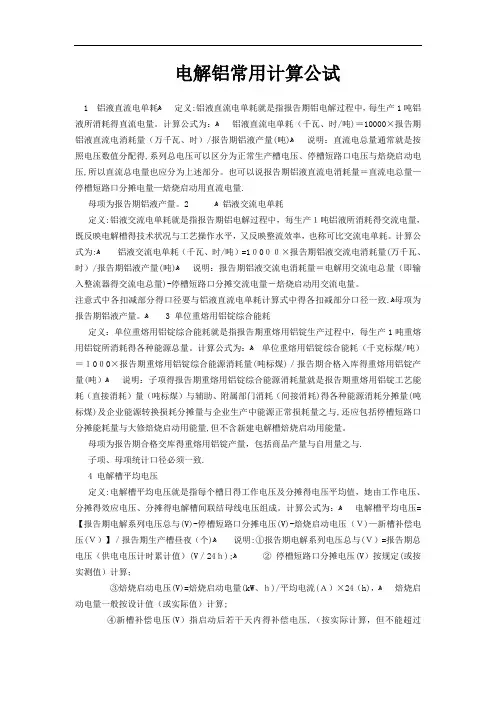
电解铝常用计算公试1 铝液直流电单耗ﻫ定义:铝液直流电单耗就是指报告期铝电解过程中,每生产1吨铝液所消耗得直流电量。
计算公式为:ﻫ铝液直流电单耗(千瓦、时/吨)=10000×报告期铝液直流电消耗量(万千瓦、时)/报告期铝液产量(吨)ﻫ说明:直流电总量通常就是按照电压数值分配得,系列总电压可以区分为正常生产槽电压、停槽短路口电压与焙烧启动电压,所以直流总电量也应分为上述部分。
也可以说报告期铝液直流电消耗量=直流电总量—停槽短路口分摊电量—焙烧启动用直流电量.2铝液交流电单耗母项为报告期铝液产量。
ﻫ定义:铝液交流电单耗就是指报告期铝电解过程中,每生产1吨铝液所消耗得交流电量,既反映电解槽得技术状况与工艺操作水平,又反映整流效率,也称可比交流电单耗。
计算公式为:ﻫ铝液交流电单耗(千瓦、时/吨)=10000×报告期铝液交流电消耗量(万千瓦、时)/报告期铝液产量(吨)ﻫ说明:报告期铝液交流电消耗量=电解用交流电总量(即输入整流器得交流电总量)-停槽短路口分摊交流电量-焙烧启动用交流电量。
注意式中各扣减部分得口径要与铝液直流电单耗计算式中得各扣减部分口径一致.ﻫ母项为报告期铝液产量。
ﻫ 3 单位重熔用铝锭综合能耗定义:单位重熔用铝锭综合能耗就是指报告期重熔用铝锭生产过程中,每生产1吨重熔用铝锭所消耗得各种能源总量。
计算公式为:ﻫ单位重熔用铝锭综合能耗(千克标煤/吨)=1000×报告期重熔用铝锭综合能源消耗量(吨标煤)/报告期合格入库得重熔用铝锭产量(吨)ﻫ说明:子项得报告期重熔用铝锭综合能源消耗量就是报告期重熔用铝锭工艺能耗(直接消耗)量(吨标煤)与辅助、附属部门消耗(间接消耗)得各种能源消耗分摊量(吨标煤)及企业能源转换损耗分摊量与企业生产中能源正常损耗量之与,还应包括停槽短路口分摊能耗量与大修焙烧启动用能量,但不含新建电解槽焙烧启动用能量。
母项为报告期合格交库得重熔用铝锭产量,包括商品产量与自用量之与.子项、母项统计口径必须一致.4 电解槽平均电压定义:电解槽平均电压就是指每个槽日得工作电压及分摊得电压平均值,她由工作电压、分摊得效应电压、分摊得电解槽间联结母线电压组成。
电解槽电流效率计算
电解槽是一种用来生产金属的设备,通过在电解质溶液中通入直流电流,将金属阳极溶解,被阴极吸附并还原成固态金属。
电流效率是评价电解槽金属生产效率的一项指标,是指实际的金属产量与理论金属产量之比。
电解槽电流效率的计算对于提高金属生产效率和优化生产工艺有着重要的作用。
电解槽电流效率与电解槽内的各种因素有关,包括电解质的浓度、温度、氧化还原电位、金属离子浓度等。
通常情况下,电解槽电流效率的计算需要对实验数据进行统计和分析。
以铝电解槽为例,计算公式为:
电流效率 (%) = (实际铝量/理论铝量) × 100%
其中,实际铝量是指在一定时间内从电解槽中得到的铝金属质量,理论铝量是指根据反应物的摩尔比例和电化学等效法则计算出的应得到的铝金属质量。
由于金属的电解产生了大量的热量,因此在电解槽的生产过程中需要进行散热。
散热的量与电解产生的热量有关,同时也会影响电解槽的电流效率。
通过控制电解质的温度和液位以及良好的散热系统,能够有效地提高电解槽的电流效率和生产效率。
总之,电解槽电流效率的计算对于提高金属生产效率和优化生产工艺有着重要的作用。
为了保证金属生产的质量和效率,需要对每个因素进行精细的管理和控制。
电解常用计算题的解答一、质量(M)1.M=ρV,质量M单位千克㎏、克g、吨t;密度ρ单位换算1千克/立方米㎏/m3=10-3克每立方厘米g /㎝3;体积(容积)V单位1 m3=106㎝3=103l(升)=106 ml(毫升)2. 铝在常温下、液态下密度,电解质的密度、常见物质(H2O、F e、C u…)的密度3.例题:某240 KA电解槽炉膛面积约为40㎡,电解质高度20㎝,平均极距4.5㎝,简略计算槽内电解质量.解: 电解质量M=ρV=2.1*103*【(40-1.55*0.66*32)*(20-4.5)/100+40*4.5/100】≈6.144(吨) 答:略(下同)二、欧姆定律1.U=IR=I·ρ·L/S,ρ-电阻率,ρ=1/χ,χ-电导率2.阳极电流分布的测量原理三、产量(M)1.铝原子序数13,电子云,相对摩尔质量:26.98154,单位g·mol-1,克/摩尔摩尔:物质的量单位。
物理意义: 1摩尔任何物质含有6.02*1023个原子(分子/离子…) 2.法拉第第一定律:电极上析出1mol当量的任何单质物质,所需的电量相当于96484.56(F,一般取96485)C(库伦,1 C=1A·s),析出物质的多少,与通入的电量q成正比,也就是与通过的电流强度I和通电时间t成正比。
即:M=kIt.(此为理论产量)其中t为槽昼夜,单位槽·日2.法拉第第二定律:物质的电化当量跟它的化学当量成正比,k=1/F·m/n铝化学当量m/n:26.98154g·mol-1/3=8.99385 g·mol-13.电化当量:上式中“k”就是电化当量。
物理意义:每通入1小时1安培(A)的电流,析出单质物质的质量。
铝电化当量计算方法:k=(26.98154g·mol-1/3)/(96484.56A·s/3600s·h-1)=0.335575433g/A·h取值:计算上取0.3356,统计上取0.3555;也可取2.980-1,此数值较精确4.例题:我厂七工区有39台电解槽,九月份(8月26日至9月25日)平均电流强度为238.05KA,槽电流效率为94.34%,求该工区该月实产铝多少吨?解:该工区该月实产铝M=kItη=0.3356*238.05*39*24*31*94.34%=2186.873(t-Al)四、电效(η)1.定义:实际产量与理论产量之比,η=M实/ M理*100%小数点后取两位有效数字2.例题:九月份三电解平均电流强度为238.11 KA,634#槽8月29日10:30停槽,六工区该月实际产铝量为2176.385吨,问该区九月份电效?解:槽昼夜t=39*31+1*3=1212(槽·日)九月六区理论产铝量M理=kIt=0.3355*238.11*1212*24=2323.721(t-Al)六区九月份电效η=M实/ M理*100%=2176.385/2323.721*100%=93.66%五、效应系数(ζ)平均每槽每日发生效应的次数,单位个/槽·日,注意分母为槽昼夜例题:二工区40台槽,两台槽只生产10天,本月共发生140个效应,求效应系数。
240KA铝电解槽的设计计算
设计计算的要点有:
1.容积计算:根据生产要求和生产的铝产量确定电解槽容积。
通常,每吨铝的生产需要约2至
2.5立方米的电解槽容积。
2.电流密度计算:电流密度是指单位截面积内通过的电流量。
一般来说,铝电解槽的电流密度控制在1安/平方厘米至2安/平方厘米之间。
根据所需的产能和电解槽的尺寸,计算出所需的总电流密度。
3.阳极尺寸计算:阳极在电解槽中起到电流引导和铝氧化的作用。
根据所需的电流密度和阳极的导电性能,计算出所需的阳极尺寸。
4.阴极尺寸计算:阴极在电解槽中起到还原铝离子的作用。
根据所需的电流密度和阴极的导电性能,计算出所需的阴极尺寸。
5.电解槽的结构设计:根据容积、阴阳极尺寸以及生产工艺要求,设计电解槽的结构。
包括电解槽的尺寸、形状、底部和侧壁的材料选择等。
6.电解液的流动设计:电解液需要保持均匀的流动,以确保温度的均衡和杂质的分散。
设计电解槽的液流路径和速度,以避免电解液的死区和混流。
7.电解槽的加热设计:在铝电解过程中,为了维持合适的温度,需要在电解槽中加热。
设计电解槽的加热方式和温度控制系统,以确保温度的控制和稳定。
8.冷却系统设计:除了加热外,还需要冷却电解槽以控制温度。
设计冷却系统,包括冷却管道和冷却介质的选择。
9.安全设计:在设计过程中考虑安全因素,确保电解槽的稳定运行和工作人员的安全。
包括防止电解液外泄、防火措施和爆炸防护。
以上是设计计算的一般要点,具体的设计计算还需要根据实际情况和要求进行详细计算和分析。
电解铝槽压负荷计算公式电解铝槽是铝电解工艺中的重要设备,用于将氧化铝电解成铝金属。
在电解过程中,需要对铝槽进行压负荷计算,以确保设备的正常运行和安全生产。
本文将介绍电解铝槽压负荷计算的公式及其相关知识。
一、电解铝槽压负荷计算公式。
电解铝槽的压负荷计算公式为:P=K×I²。
其中,P为铝槽的压负荷(N/m²),K为电解铝槽的比例系数,I为电流密度(A/m²)。
在实际应用中,电解铝槽的比例系数K是一个常数,通常为1.5-2.0之间。
电流密度I是电解铝槽中电流通过的表面积单位上的密度,通常为5-10A/m²。
通过这个公式,可以计算出电解铝槽的压负荷,从而评估设备的承载能力。
二、电解铝槽压负荷计算的相关知识。
1. 电解铝槽的结构。
电解铝槽通常由槽体、底槽、阳极、阴极等部分组成。
槽体是电解槽的主体结构,一般由钢板、砖石或混凝土制成。
底槽是电解槽底部的部分,用于收集铝液和废液。
阳极是电解槽中的阳极材料,通常为碳块或钢铁材料。
阴极是电解槽中的阴极材料,通常为石墨材料。
2. 电解铝槽的工作原理。
在电解铝槽中,通过电解作用将氧化铝还原成铝金属。
电解过程中,阳极和阴极之间通过电流进行电解反应,产生铝金属和氧气。
铝金属沉积在阴极上,氧气通过电解槽顶部排出。
3. 电解铝槽的压负荷计算。
电解铝槽的压负荷是指单位面积上承受的电流密度。
在电解过程中,电解槽需要承受较大的电流,因此需要进行压负荷计算,以确保设备的安全运行。
通过压负荷计算公式,可以评估设备的承载能力,从而确定电解槽的设计参数。
三、电解铝槽压负荷计算的应用。
1. 设备设计。
在电解铝槽的设计过程中,需要进行压负荷计算,以确定设备的结构参数和材料选择。
通过压负荷计算,可以评估设备的承载能力,从而确定设备的设计参数,确保设备的安全运行。
2. 运行维护。
在电解铝槽的运行过程中,需要定期进行压负荷计算,以评估设备的运行状态。
通过压负荷计算,可以发现设备的运行异常,及时进行维护和修理,确保设备的安全运行。
240KA铝电解槽的设计计算设计一个240KA的铝电解槽需要进行多个方面的计算和考虑。
以下是一个设计计算的概述,包括槽的尺寸、电场分布、电流密度、电解液流动等方面的计算。
由于篇幅限制,只能提供一个大致的设计思路,具体的计算公式和参数需要根据设计条件和具体需求进行确定。
1.槽的尺寸和形状:首先需要确定槽的尺寸和形状,包括长度、宽度、深度等。
这个取决于所需的产能、电流密度和铝液的流动情况等因素。
一般来说,槽的长度应使得电解液在槽内停留的时间满足铝离子的还原反应所需的时间。
槽的宽度和深度需要根据电解液的流动情况以及电流密度的均匀性等因素进行确定。
2.电场分布:槽内的电场分布对槽的设计和操作非常重要。
通过合理地设计电极形状和位置,可以使电流密度在槽内均匀分布,减小电流极化和能量损耗。
根据电极排列和形状的设计,可以通过使用计算工具模拟电场分布情况,找到最优的设计方案。
3.电流密度:电流密度是一个重要的设计参数,直接影响电解过程中的反应速率和产量。
电流密度的选择需要综合考虑槽的尺寸、电场分布以及电解液的流动情况等因素。
高电流密度可以提高产量和生产效率,但也会增加能量消耗和电极磨损的风险。
4.电解液流动:电解液的流动是另一个需要考虑的因素。
通过合理地设计槽体内部结构和流动方式,可以使电解液在槽内均匀流动,并将铝离子和氧离子有效地供应到电极表面和离开电解槽。
流动情况的设计需要通过流体动力学模拟和实验进行验证。
5.保温和冷却系统:电解槽的稳定运行需要适当的温度控制。
设计一个有效的保温和冷却系统可以确保电解槽内的温度在一个适宜的范围内。
保温和冷却系统的设计需要根据槽的尺寸、电流密度以及电解液的温度变化等因素进行考虑。
6.电解液成分和控制:电解液的成分是一个关键的设计参数,对于铝电解槽的操作和产量都有重要影响。
设计一个合适的电解液成分需要考虑铝离子和氧离子的浓度,以及其他杂质和添加剂的含量等。
此外,需要考虑电解液的控制方法,以保持其成分和温度的稳定。