双电机传动机械系统的同步控制
- 格式:pdf
- 大小:146.58 KB
- 文档页数:3
浅析多电机的同步控制策略析摘要:本文分析了多电机同步控制技术,并讨论了控制策略和控制策略比较,同时展望了多电机的同步控制特性,如何控制多电机的同步精度已成为工业控制中的关键技术。
基于同步控制技术的理论,设计了同步控制系统的硬件平台。
在硬件平台的基础上,设计了软件部分。
通过改进同步控制算法,提高了同步精度。
关键词:多电机;同步控制;策略一、引言随着现代科学技术的发展和机电一体化水平的提高,电机已成为现代工业自动化系统中的重要执行机构。
电机由于其结构紧凑、控制方便、运行稳定、响应快等优良特性,应用于自动化程度高的场合,需要对印刷机械、制造等速度、位置、力矩等进行精确控制。
造纸机械、纺织机械、工业机器人、高速电梯、数控机床等重要行业得到广泛应用。
在许多工业自动化系统中,常常需要同时使用多个电机。
当电机之间存在速度和位置约束时,需要采用适当的控制策略来协调各电机的运行。
为了满足实际需要。
二、多电机同步控制技术多电机同步控制技术有着广泛的应用,如科学、自然科学、工程和社会。
同步控制技术是影响产品质量和生产效率的关键因素。
所谓的电机同步是指系统中的每个电机必须根据要求在自身运行和其他电机运行之间保持一定的关系。
通常有三种类型的不变关系:(1)在系统中的所有电机的速度或位移被保持相同,它是一个同步控制系统里最简单的系统。
(2)同步控制的多台电机的速度或角位移,维持一个不变的比例系数。
例如,在许多情况下,系统中的各个电机速度或位移并不要求保持同一个数据,但要求各台电机之问维持一定的比值。
(3)此外,除了上述两种情况外,还有第三种情况,在某些生产情况下,要求电机之间的速度或位移保持一个固定的差值,而不是要求它们之间保持一种比例系数。
同步控制系统的判断基于两个不同:同步差值和跟踪差值。
同步差异是电机之间的速度或位移的差异。
它反映了不同电机之间的同步。
跟踪差值是单台电机的输出值和给定值的比较,他反应的是电机本身对设定值的响应情况。

双振动电机转速同步的原理和解析(二)3 双振动电机机械的进动运动将左右两台振动电机对称的装在筛体纵向中心线的两侧,筛体通过弹簧支撑在筛架上,左右偏重转子转向相反,如图2所示:设左右偏重块质量均为m0,两侧偏重转子的偏心距为γ,左偏重转子角速度为ω1 ,右偏重转子角速度ω2 ,且ω1>ω2,筛体质量为M(含2 m0)、筛体回转角速度为Ω、回转振幅为λ,按两种情况分析转子进动问题。
3.1 独立转子进动运动加设将筛体平均分成左右两个独立的分筛体,质量各位1/2M,则与上节中单台振动电机机械一样,各自组成独立的转子进动系统。
左右分筛体,各自以不同的角速度进行同步进动。
若左右振动电机以相同的角速度旋转时,由于电机相对转向相反,两个分筛体的横向惯性分力相互抵消,纵向惯性分力相互叠加,形成纵向惯性往复运动。
在同步进动的情况下,两个分筛体独立进步运动之和与整体筛体的进动运动是相等的,两个独立的偏重转子可与一个整体筛体同时做同步运动。
3.2 一个整体筛体时转子进步运动若左右振动电机的角速度不同,且ω1稍大于ω2 ,ω1—ω2=△ω。
由于两台振动电机固定在同一筛体上,当两台振动电机工作时,左右偏重转子各自独立旋转,此时,偏重转子与筛体的动力学关系是,筛体M作为两偏重转子的共同支承系统,由于ω1≠ω2 ,故M不肯能对不同角速度的两个偏重转子同时做同一的同频回转相应、即不能实现同步进动。
实际上,此刻两偏重转子与筛体都是处于非同步进动状态,是惯性力不平衡的过渡状态。
振动电机偏重转子在电磁扭矩的驱动下作语速旋转,产生激振力。
迫使筛体做同步回转,产生惯性力,此筛体惯性力即是振动电机的负载。
根据电机负载特征,振动电机电流随负载成正比变化。
负载决定电流大小。
也就是Ω决定电流大小。
Ω比ω1 小,则电机电流在满足Ω回转角速度的筛体惯性力负载下,从与ω1角速度相适应的激振力电流自行下至与ω1—△ω角速度相适应的激振力电流,是电机激振力角速度与一半筛体惯性力的角速度相等,非同步进动恢复到同步进动,系统惯性力又恢复平衡。
浅析PLC控制的多电机同步系统摘要:通过对不同控制方法的分析,介绍了利用Omron系列PLC做为主控元件的多电机同步运行系统。
关键词:PLC 同步随动闭环电动机近年来,随着我国包装,分切,印刷,涂层等行业的蓬勃发展,做为配套的电气控制环节则对产品的质量起着关键的作用,目前以PLC做为中心控制元件的设备占有相当大的比重,并以其精确的控制,稳定的工作状态占据了十分重要的地位。
而在这些控制系统中核心问题便是各动力驱动轴的同步运行,即各电机的同步运行。
本文将介绍分析几种以OMRON系列PLC作为主控元件来实现多电机同步运行的方案。
1 系统控制方案1.1 随动系统随动系统,即一台电机作为主电机,另外一台或多台作为随动电机,随动电机紧跟着主电机运行;控制系统的基本组如图1所示。
在该系统中由PLC接受来自上位机发来的控制信号,经过一定的运算转换为执行装置的控制信号,如变频器的频率,进而驱动主电机运行,通过编码器监测电机的实际运行速度,并将这一信号作为随动电机的控制命令,随动电机紧随这一速度便可实现两台电机的同步运行。
1.2 闭环系统闭环控制系统,即两台电机由同一控制器(PLC)发出控制信号,然后再各自构成闭环系统,紧随控制器发出的信号,即可实现多电机的同步运行;控制系统的基本组如图2所示。
在这个系统中由PLC接受来自上位机发来的控制信号,经过运算转换为执行装置的控制信号,同时发到两台电机的驱动器中,由于控制命令是相同的, 通过编码器监测电机的实际速度,与控制命令进行比较,构成闭环控制系统,这样只要两台电机的都紧随控制命令运行便可实现同步。
1.3 随动闭环系统随动闭环控制系统,综合了随动系统和闭环控制系统的特点,在随动控制系统的基础上构成了闭环控制。
两台电机驱动器由同一控制器(PLC)发出控制信号,并各自构成闭环系统,将辅电机的实际速度实时的与主电机进行比较,综合调整,使辅电机紧随主电机的运行速度,即可实现多电机的同步运行。

同步电机的控制方法
同步电机的控制方法包括:
1. 电压控制法:通过调节电压的大小和频率来控制电机的转速和转向。
通过控制电压的大小,可以实现电机的转速调节,而通过控制电压的频率,可以改变电机的转向。
2. 频率控制法:通过改变电机供电的频率来控制电机的转速和转向。
通过改变供电频率的大小,可以改变电机的转速,使其适应不同的工作负荷。
3. 矢量控制法:通过测量电机的转子位置和速度信息,并与电机的模型进行比较,计算出电机的逆向模型,从而实现对电机的精确控制。
4. 磁场定向控制法:通过对电机的转子磁通进行定向控制,使得转子磁通和定子磁通之间的夹角保持不变,从而实现电机的转速和转向控制。
5. 直接转矩控制法:通过测量电机的转速和转矩信息,并与期望的转速和转矩进行比较,计算出直接转矩指令,从而实现对电机的转矩精确控制。

多电机同步操作的常识随着现代制造业的发展与机械控制技术的深入研究,多电机同步操作已成为当今工业自动化领域最为重要的控制技术之一。
在实际生产中,多电机同步操作能够使多个电机互相配合、协同工作,从而提高生产效率、降低生产成本、提高产品质量。
本文将从多电机同步操作的原理、应用、常见问题等方面进行探讨。
一、多电机同步操作原理多电机同步操作实质上是通过对多个电机之间的相对位置关系进行精细计算和控制,使得不同电机输出的信号能够始终保持同步。
在实际应用中,多电机同步操作依赖于精准的控制算法和精确的位置反馈传感器。
简单地说,多电机同步操作可以分为两类:硬件同步和软件同步。
硬件同步指的是通过硬件电路将多个电机进行同步,实现电机在控制时采用同步脉冲信号,从而实现多电机的同步。
这种同步方式通常适用于需要高精度的控制环境,如自动化加工线等。
而软件同步则是通过计算机算法控制,实现多个电机之间软件同步。
该方法使用成本较低,可以适用于各种不同场景,如自动化生产线、机器人控制等。
二、多电机同步操作应用多电机同步操作通常适用于生产线上需要将多个电机同步控制的场景,例如切割、加工、装配等过程。
其中,多电机同步操作在包装行业中的应用尤为广泛,由于产品体积较小,高效的包装生产通常需要通过高速连续的包装过程来实现。
多电机同步操作能够保证机器运行时间和稳定性,从而提高生产效率。
另外,在机器人工业中,自动化生产链使用了许多不同的机器人,机器人之间通常需要同步工作以提高生产效率。
多电机同步操作在这种情况下可以保证不同机器人之间的动作协调,并能够实现高效的生产。
三、多电机同步操作的常见问题在实际应用中,多电机同步操作需要面对许多常见问题。
其中最为常见的问题包括:1. 时序精度问题:不完美的信号周期可能导致时序接受误差,从而导致电机同步失败。
2. 位置共振问题:多电机同步需要非常精细的位置反馈传感器,并且需要避开可能产生机械共振的频率范围。
3. 电机导致的振动问题:如果多个电机的振动不同步,则会导致整个工作环境的振动。
浅谈同轴多电机同步控制在数控系统中,有时采用多台电机联动虚拟为一个坐标轴,来驱动机床坐标的运动。
最常用的多电机驱动为同步(Synchronous)运动的形式,比如,要求两台以相同的速度和位移运动的电机带动齿轮与齿条啮合作为一个坐标轴运动,这样的坐标轴被称为“同步轴”。
同步技术被广泛应用在数控技术中,比如大跨距龙门机床的龙门直线移动、大型三坐标测量机的双柱直线移动,为保持运动的均匀,都需要两个电机同步驱动。
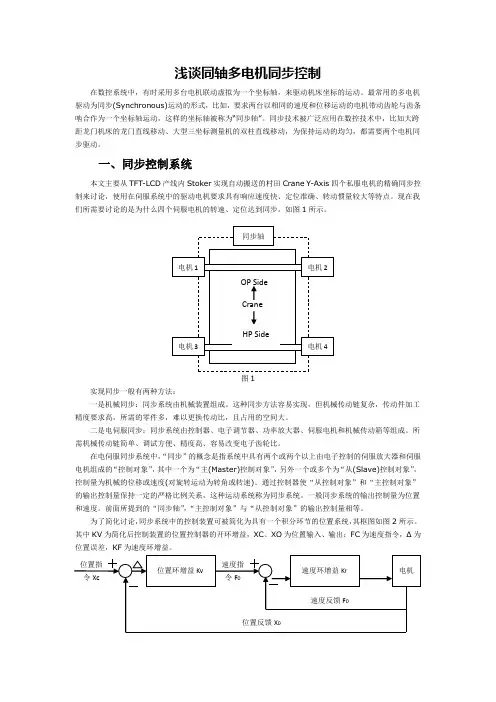
一、同步控制系统本文主要从TFT-LCD产线内Stoker实现自动搬送的村田Crane Y-Axis四个私服电机的精确同步控制来讨论,使用在伺服系统中的驱动电机要求具有响应速度快、定位准确、转动惯量较大等特点。
现在我们所需要讨论的是为什么四个伺服电机的转速、定位达到同步,如图1所示。
图1实现同步一般有两种方法:一是机械同步:同步系统由机械装置组成。
这种同步方法容易实现,但机械传动链复杂,传动件加工精度要求高,所需的零件多,难以更换传动比,且占用的空间大。
二是电伺服同步:同步系统由控制器、电子调节器、功率放大器、伺服电机和机械传动箱等组成。
所需机械传动链简单、调试方便、精度高、容易改变电子齿轮比。
在电伺服同步系统中,“同步”的概念是指系统中具有两个或两个以上由电子控制的伺服放大器和伺服电机组成的“控制对象”,其中一个为“主(Master)控制对象”,另外一个或多个为“从(Slave)控制对象”,控制量为机械的位移或速度(对旋转运动为转角或转速)。
通过控制器使“从控制对象”和“主控制对象”的输出控制量保持一定的严格比例关系,这种运动系统称为同步系统。
一般同步系统的输出控制量为位置和速度。
前面所提到的“同步轴”,“主控制对象”与“从控制对象”的输出控制量相等。
为了简化讨论,同步系统中的控制装置可被简化为具有一个积分环节的位置系统,其框图如图2所示。
其中KV为简化后控制装置的位置控制器的开环增益,XC、XO为位置输入、输出;FC为速度指令,Δ为位置误差,KF为速度环增益。
利用PLC和变频器实现多电机速度同步控制在传统的传动系统中,要保证多个执行元件间速度的一定关系,此中包括保证其间的速度同步或具有一定的速比,常采用机械传动刚性联接装置来实现。
但有时若多个执行元件间的机械传动装置较大,执行元件间的距离较远时,就只得考虑采用独立控制的非刚性联接传动方法。
底下以两个例子分别介绍利用PLC和变频器实现两个电机间速度同步和保持速度间一定速比的控制方法。
一、利用PLC和变频器实现速度同步控制薄膜吹塑及印刷机组的主要功能是,利用挤出吹塑的方法进行分子化合物塑料薄膜的加工,然后经过凹版印刷机实现对薄膜的印刷,印刷工艺根据要求不同可以采用单面单色、单面多色、双面单色或双面多色等方法。
在整个机组中,有多个电机的速度需要进行控制,如挤出主驱动电机、薄膜拉伸牵引电机、印刷电机和成品卷绕电机等。
电机间的速度有一定的关系,如:挤出主电机的速度由生产量要求确定,但该速度确定然后,根据薄膜厚度,相应的牵引速度也就确定,是以挤出速度和牵引速度之间有一确定的关系;同时,多组印刷胶辘必须保证同步,印刷电机和牵引电机速度也必须保持同步,不然,将影响薄膜的质量、印刷效果和生产的连续性;卷绕电机的速度受印刷速度的限制,作相应变化,以保证经过印刷的薄膜能以恒定的拉力进行卷绕。
在上述机组的传动系统中,多组印刷胶辘的同步驱动可利用刚性的机械轴联接,整个印刷胶辘的驱动由一台电机驱动,如许就保证了它们之间的同步。
印刷电机的速度必须保证与牵引电机的速度同步,不然,在此两道工艺之间薄膜会出现过紧或过松的现象,影响印刷质量和生产的连续性。
但是印刷生置与牵引装置相距甚远,没有办法采用机械刚性联接的方法。
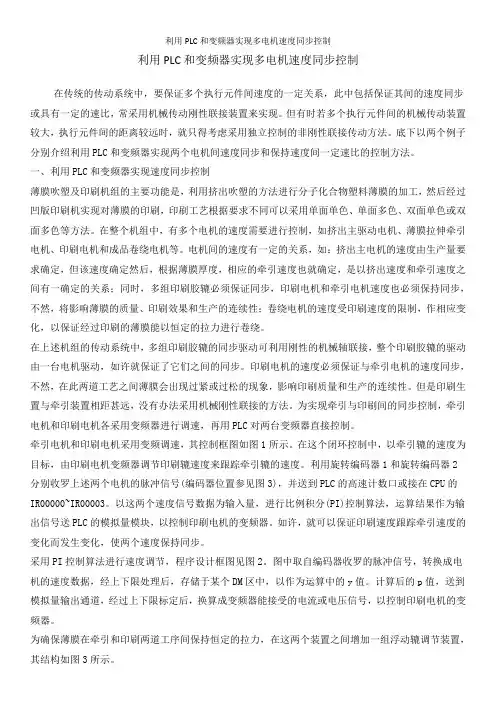
为实现牵引与印刷间的同步控制,牵引电机和印刷电机各采用变频器进行调速,再用PLC对两台变频器直接控制。
牵引电机和印刷电机采用变频调速,其控制框图如图1所示。
在这个闭环控制中,以牵引辘的速度为目标,由印刷电机变频器调节印刷辘速度来跟踪牵引辘的速度。
双电机交叉耦合同步控制原理The principle of cross-coupled synchronous control of dual motors is a technique used in various applications, such as robotics and industrial automation, to achieve precise and coordinated movement of multiple motors. This control method involves the interconnection of two motorsin a way that enables them to work together in a synchronized manner, even when subjected to disturbances or variations in load.One of the main advantages of cross-coupled synchronous control is its ability to improve the overall performance and accuracy of motion control systems. By coupling the two motors together, any disturbances or variations in load affecting one motor can be compensated by the other motor. This results in enhanced stability and reduced tracking errors, especially in high-precision applications.From a technical perspective, the cross-coupled synchronous control principle involves the use of feedbackcontrol loops to monitor and adjust the position, velocity, and torque of each motor. These control loops continuously compare the desired motion trajectory with the actual motion of the motors and generate control signals accordingly. By cross-coupling the control loops of the two motors, any discrepancies between their motions can be corrected in real-time.To implement cross-coupled synchronous control, it is crucial to have accurate and reliable position feedback from each motor. This can be achieved using various sensing technologies, such as encoders or resolvers, which provide precise information about the motor's position. Additionally, the control algorithms used in this technique should be capable of handling the interconnection between the motors and adjusting the control signals accordingly.Furthermore, the success of cross-coupled synchronous control heavily relies on the mechanical design and characteristics of the system. The motors should have similar dynamic response characteristics, such as torque-speed curves, to ensure effective coupling. Mechanicalbacklash and compliance should also be minimized to prevent unwanted vibrations or oscillations in the system.In terms of applications, the cross-coupled synchronous control principle finds extensive use in robotics, where precise and coordinated motion of multiple joints or limbs is required. For example, in a humanoid robot, the movements of its arms and legs can be controlled using this technique to achieve smooth and natural motions. Similarly, in CNC machines or industrial manipulators, cross-coupled synchronous control enables accurate and synchronized movement of multiple axes.In conclusion, the principle of cross-coupled synchronous control of dual motors is a powerful technique that enhances the performance and accuracy of motioncontrol systems. By interconnecting the control loops of two motors, disturbances or variations in load affecting one motor can be compensated by the other, resulting in improved stability and reduced tracking errors. Accurate position feedback, suitable control algorithms, and proper mechanical design are essential for successfulimplementation. This technique finds widespread applications in robotics and industrial automation, enabling precise and coordinated movement of multiple motors.。
多电机同步运动控制技术综述1. 本文概述随着现代工业自动化的快速发展,多电机同步运动控制技术在诸多领域,如机器人、数控机床、生产线自动化等方面得到了广泛应用。
本文旨在对多电机同步运动控制技术进行全面的综述,以期为读者提供清晰、系统的技术理解和应用指导。
本文将简要介绍多电机同步运动控制技术的基本概念和原理,包括其定义、发展历程以及主要的应用场景。
接着,本文将重点分析多电机同步运动控制技术的关键技术和挑战,如同步策略、误差补偿、动态性能优化等。
本文还将对多电机同步运动控制技术的不同实现方法进行比较和评价,包括传统的PID控制、现代的控制算法如模糊控制、神经网络控制等。
在综述的过程中,本文将结合近年来国内外在多电机同步运动控制技术方面的重要研究成果和案例,深入剖析其技术特点、应用效果以及可能的发展方向。
本文将总结多电机同步运动控制技术的发展趋势和前景,以期对未来的研究和应用提供参考和启示。
通过本文的综述,读者可以对多电机同步运动控制技术有一个全面、深入的了解,为实际应用和研究提供参考和指导。
2. 多电机同步运动控制的基本原理首先是速度同步控制。
在多电机系统中,为了实现同步运动,需要确保各个电机的转速一致。
这通常通过采用速度反馈控制策略来实现,即通过传感器实时检测电机的实际转速,并与期望的转速进行比较,然后根据误差调整电机的控制输入,使其逐渐接近期望的转速。
其次是位置同步控制。
除了速度同步外,位置同步也是多电机同步运动控制中的重要方面。
为了确保各个电机在运动中保持相对位置不变,需要采用位置反馈控制策略。
这通常通过编码器或传感器实时检测电机的实际位置,并与期望的位置进行比较,然后根据误差调整电机的控制输入,使其逐渐达到期望的位置。
最后是力同步控制。
在某些多电机系统中,除了速度和位置同步外,还需要实现力的同步。
例如,在机器人抓取物体时,需要确保各个电机产生的合力与期望的抓取力一致。
这通常通过力传感器实时检测物体受到的力,并根据误差调整电机的控制输入,使其产生的合力逐渐接近期望的抓取力。
设计一种新的双霍尔电机同步控制电路设计一种新的双霍尔电机同步控制电路1. 引言在现代工业中,电机控制是一个非常关键的领域。
双霍尔电机同步控制电路是一种用于控制电机旋转的电路,具有高效、准确和稳定的特点。
本文将介绍一种设计新型双霍尔电机同步控制电路的方法,并提供相应的设计思路和观点。
2. 双霍尔电机同步控制的基本原理双霍尔电机同步控制是通过检测电机旋转的位置信号,并根据该信号来控制电机的转动。
双霍尔传感器输出两个霍尔信号,即A相和B相,用于检测电机转子的位置和转向。
基于霍尔信号的相位差和频率,我们可以准确地控制电机的旋转。
3. 设计思路和步骤设计一种新的双霍尔电机同步控制电路可以按照以下步骤进行:3.1 确定电路需求和规格我们需要确定电路的要求和规格,包括电压范围、电流要求、控制精度等。
这些参数将指导我们在设计过程中的选择和优化。
3.2 确定电路拓扑结构根据需求和规格,选择适合的电路拓扑结构。
常见的选择包括全桥、半桥和H桥结构。
在选择时,需要考虑功率损耗、成本和效率等方面的因素。
3.3 选取合适的元件和传感器根据电路拓扑结构和需求,选择适当的功率开关元件和传感器。
在这里,我们需要选择适合于双霍尔电机同步控制的霍尔传感器,并注意传感器的性能和可靠性。
3.4 设计控制电路和信号处理电路基于选定的拓扑结构和元件,设计控制电路和信号处理电路。
控制电路决定了电机的转速和转向,而信号处理电路负责处理霍尔传感器输出的信号。
3.5 进行电路仿真和优化在设计完成后,进行电路的仿真和优化。
通过仿真,我们可以评估电路的性能和稳定性,并进行必要的调整和优化。
3.6 制作电路原型并进行测试完成电路设计后,制作电路原型并进行测试。
测试结果将验证电路的设计和性能,并为最终产品的生产提供参考。
4. 对双霍尔电机同步控制电路的观点和理解在设计双霍尔电机同步控制电路时,需考虑电路的效率、稳定性和可靠性。
合理选择拓扑结构和元件是设计过程中的关键。
一控双电机操作方法一控双电机操作方法是指通过一个控制器同时控制两个电机的运行。
在实际应用中,一控双电机操作方法有很多种,包括串联操作、并联操作、独立控制等。
下面将详细介绍一种常见的一控双电机串联操作方法。
一控双电机串联操作方法主要应用于一些对称运动的场景,如机器人双腿步态控制、电动车左右轮驱动等。
该方法通过将两个电机依次连接起来,实现同步运动。
具体步骤如下:1. 准备工作:首先,需要准备两个相同型号的电机,一个控制器和其他所需的硬件设备。
确保电机和控制器的电源电压和额定电流相匹配,并将其正确连接到电源。
2. 电机连接:将两个电机的输出轴分别与传动装置(如轮子、齿轮等)连接起来。
确保电机的输出轴与传动装置的连接牢固可靠。
同时,根据传动装置的不同,可以选择合适的连接方式,如通过轴承、套圈等连接。
3. 控制器连接:将控制器与电机连接起来。
通常情况下,电机都有两个输入端子:一个是电机的正向旋转端子,用来控制电机顺时针旋转;另一个是电机的反向旋转端子,用来控制电机逆时针旋转。
将这两个输入端子分别连接到控制器的输出端口。
4. 控制器设置:使用相应的编程软件或控制面板对控制器进行设置。
根据实际情况,对电机的旋转方向、旋转速度等参数进行配置。
在一控双电机串联操作方法中,需要确保两个电机的参数设置相同,以实现同步运动。
5. 运行测试:完成上述设置后,可以进行运行测试。
通过控制器的控制面板或遥控器,对电机进行控制。
观察两个电机的运动情况是否同步,如果不同步,则需要重新配置控制器的参数。
需要注意的是,一控双电机操作方法中的电机连接和控制器设置可能因具体的应用场景而有所不同。
上述方法只是一种常用的串联操作方法,可以根据实际情况进行调整。
除了串联操作方法,还可以采用并联操作、独立控制等一控双电机操作方法。
并联操作方法将两个电机并联起来,实现同时运动;独立控制方法则分别对两个电机进行独立控制。
不同的方法适用于不同的应用场景,具体选择哪种方法需要根据实际需求来确定。
双电机驱动1. 简介驱动两个电机的双电机驱动系统在机械应用和机器人领域中非常常见。
通过控制两个电机的旋转速度和方向,双电机驱动系统可以实现精确的位置控制和运动控制。
本文将介绍双电机驱动系统的基本原理和控制方法,以及常见的应用场景。
2. 双电机驱动原理双电机驱动系统的原理比较简单,主要包含以下几个组件:•两个电机:通常使用直流电机或步进电机作为双电机驱动系统的驱动器。
•驱动电路:用于控制电机的速度和方向,通常包括电机驱动器和电源。
•控制器:用于调整电机的速度和方向,通常使用微控制器或单片机作为控制器。
双电机驱动系统的工作原理如下:1.控制器接收外部输入信号,根据输入信号计算出电机的目标速度和方向。
2.控制器通过驱动电路控制两个电机的驱动器,改变电机的旋转速度和方向。
3.电机根据驱动电路的控制信号,调整自己的旋转速度和方向,并将实际旋转信息反馈给控制器。
4.控制器根据电机的反馈信息,进行闭环控制,调整电机的驱动信号,使得电机达到目标速度和方向。
5.不断重复上述步骤,实现对双电机的精确控制和运动控制。
3. 双电机驱动控制方法双电机驱动系统有多种控制方法,常见的控制方法包括以下几种:3.1 前馈控制前馈控制是最简单和常见的双电机驱动控制方法之一。
它通过预先计算好的电机输入信号来控制电机的旋转速度和方向。
前馈控制可以在很大程度上提高双电机驱动系统的响应速度和控制精度。
3.2 反馈控制反馈控制是一种通过电机的旋转信息来控制电机的旋转速度和方向的方法。
它通过将电机的旋转信息反馈给控制器,根据反馈信息调整电机的驱动信号,使得电机达到目标速度和方向。
反馈控制可以提高双电机驱动系统的稳定性和控制精度。
3.3 PID控制PID控制是一种常用的反馈控制方法,通过比例、积分和微分三个部分的组合来调整电机的驱动信号。
PID控制可以根据电机的反馈信息进行动态调整,提高控制系统的稳定性和控制精度。
3.4 软件控制除了硬件控制方法外,双电机驱动系统还可以使用软件控制方法进行控制。
基于svpwm的双电机偏差耦合同步控制系统【摘要】针对双电机转速同步的问题,提出了偏差耦合同步控制策略。
电机控制使用svpwm变频调速方式,建立了系统仿真模型,并进行了负载干扰情况下的双电机转速同步仿真。
系统采用matlab仿真软件进行仿真,结果表明,采用偏差耦合转速补偿方法可以很好的降低双电机转速差,实现双电机的转速同步控制。
【关键词】同步控制;svpwm;偏差耦合控制;PID控制;永磁同步电机1.引言随着工业技术的发展,在航空、军事、机械制造领域等需要多个电机同时驱动一个或多个工作部件进行协调控制的场合越来越多。
传统的控制系统多采用单一电机实现单轴控制,电机的输出转矩有一定的限制,当传动系统需要较大的驱动功率时,必须特制功率与之相匹配的驱动电机和驱动器,使得系统的成本上升,而且过大的输出功率的电机受到制造工艺和电机性能的影响,大功率的驱动器的研制也会受到半导体功率器件的限制[1]。
电机在实时跟随同一目标转速的同时.还需要保持两电机问的转速同步,否则便会导致后面的机械传动精度下降。
针对以上问题解决方法是采用多个电机对其进行控制,但是多电机之间同步的好坏直接影响到生产效率和产品质量,因此多电机同步控制的研究具有非常重要的现实意义[2]。
本文建立了基于svpwm变频调速的双电机偏差耦合控制算法的仿真模型,并用Matlab7.1仿真软件进行了仿真,对仿真结果做了分析和比较。
2.空间矢量脉宽调制采用脉宽调制(PWM)技术是变频器抑制谐波的主要措施。
正弦波PWM (SPWM)技术首先被采用并一直沿用至今,经过不断完善,效果显著。
然而它仍有不足之处,例如直流电压利用率不高、低速时存在转矩脉动、载波频率过高带来大的开关损耗等[3]。
由德国学者Van Der-Broeck H W提出的空间矢量脉宽调制从根本上解决了交流电动机转矩的高性能控制问题[4]。
它的基本思想是在三相交流电机上模拟直流电机转矩控制的规律,在磁场定向坐标上将定子电流矢量分解成产生磁通的励磁电流分量IM和产生转矩的转矩电流分量IT,并使两分量互相垂直,彼此独立,分别进行调节,实现转矩控制[5]。