力士乐伺服驱动器故障代码
- 格式:xls
- 大小:20.00 KB
- 文档页数:4

有故障代码Fault Code无故障代码No Fault Code无剪线No shearing-line.踩下脚踏板电机无任何反应No respond in motor when tread the pedals.电机转动时有异响There is abnormal sound when the motor works.脚踏板无高速Motor don’t accelerate when tread the pedals.显示屏无显示There is no display on the display.操作面板按键无反应No respond on buttons of the operation panel.开机无电无显示No power and no display when power on.开机机器自跑Motor works automatically when power on.没有自动倒缝NO automatic backstitch.“P”+“✄”进入检测模式,调整为P01,查看其数值是否在“250~380V”范围内Please press “P”+“✄”to enter the testing mode, switch to P01,then check whether the value is in the range of “250~380V”.请在关机状态下拔掉电机与伺服器的连接线,转动电机手轮,查看电机轮是否过重Please pull out the connecting line between motor and servo in the off state, then rotate the motor’s hand wheel to see whether the motor’s hand wheel is too heavy.您的电机已短路,请立即更换There are short circuits in your motor, please replace it immediately.您的电网不稳定造成伺服器无法正常工作。
servopaRk驱动器说明书报警说明
一、servopaRk伺服驱动器报警代码AL31.1故障分析:是电机超速报警。
原因分析:
1、输入指令脉冲频率过高。
2、加减速时间过小导致超调过大。
3、servopaRk伺服系统不稳定。
4、电子齿轮比太大。
二、servopaRk伺服编码器出现故障。
对应处理办法:
1、设定正确的脉冲频率。
2、增大加减数时间常数。
3、重新设定增益。
4、设定正确的电子齿轮比。
5、更换servopaRk伺服编码器或servopaRk伺服电机。
三、servopaRk伺服驱动器报警代码ALE6.1故障分析:
是servopaRk伺服电机紧急停止了原因分析:servopaRk伺服驱动器EMG和SG之间的线路断开了对应处理办法:把EMG短接就好了
四、servopaRk伺服驱动器报警代码AL52故障分析:
偏差计数器中的滞留脉冲超出了servopaRk伺服编码器分辨率的能力
乘以10原因分析:
1、加减速时间常数的大小设置不合理。
2、转矩限制值太小。
3、由于电源电压下降,导致电机转矩不足,伺服电机不能启动。
4、位置环增益1太小。
5、由于外力伺服电机轴发生旋转。
6、机械故障。
伺服驱动器故障代码
Servo驱动器故障代码是用于诊断和解决服务驱动器出现的问题的一种标准。
它可以帮助你在设备无法正常工作时快速定位故障。
下面将详细介绍下Servo驱动器故障代码。
第一类是传动轴类故障,主要原因是反馈传感器缺失或故障。
在这种情况下,会显示以下故障代码:
1、传动轴回路故障:E0015、E0017、E0021
2、传动轴限位故障:E0022、E0024、E0025、E0026
第二类是轴控制方向错误类故障,主要是由于控制器及驱动器设置不正确造成的。
其中,会出现以下故障代码:
1、正反转冲突: E0027、E0028
2、控制轴方向冲突: E0029、E0031
第三类是控制回路故障,主要是由于驱动程序、控制程序及检测设备故障导致的。
这类故障的故障代码如下:
1、停止信号故障:E0032
2、传动故障:E0033
3、控制轴故障:E003
4、E0035
4、输入信号故障:E0036、E0037
最后,我们还需要了解一下机械原因导致的故障,主要是指机械部件和站点设计等原因造成的故障。
这类故障的故障代码如下:
1、机械缓冲系统故障:E0171、E0172
2、装载速度限制:E0173
3、机械冗余装置故障:E017
4、E0175
4、机械操作一致性故障:E0176、E0177
通过以上介绍,大家对Servo驱动器故障代码应该有了比较全面的了解,希望大家在设备出现故障时可以通过查找正确的故障代码来快速定位故障。
1、AL.E6-表示伺服紧急停止。
引起此故障的原因一般有两个,一个是控制回路24V电源没有接入,另一个是CN1口EMG和SG之间没有接通。
2、AL.37-参数异常。
内部参数乱,操作人员误设参数或者驱动器受外部干扰导致。
一般参数恢复成出厂值即可解决。
3、AL.16-编码器故障。
内部参数乱或编码器线故障或电机编码器故障。
参数恢复出厂值或者更换线缆或者更换电机编码器,若故障依旧,则驱动器底板损坏。
4、AL.20-编码器故障。
电机编码器故障或线缆断线、接头松动等导致。
更换编码器线或伺服电机编码器。
MR-J3系列发生此故障时,还有一种可能是驱动器CPU接地线烧断导致。
5、AL.30-再生制动异常。
若刚通电就出现报警,则驱动器内部制动回路元件损坏。
若在运行过程中出现,可检查制动回路接线,必要时外配制动电阻。
6、AL.50、AL.51-过载。
检查输出U、V、W三相相序接线是否正确,伺服电机三相线圈烧坏或接地故障。
监控伺服电机负载率是否长时间超过100%,伺服响应参数设置过高,产生共振等原因。
7、AL31.1-电机超速报警。
原因分析:1、输入指令脉冲频率过高、加减速时间过小导致超调过大、伺服系统不稳定、电子齿轮比太大、伺服编码器出现故障等,对应处理办法,设定正确的脉冲频率,增大加减数时间常数,重新设定增益,设定正确的电子齿轮比。
8、ALE6.1-伺服驱动器报警代码。
原因分析:是伺服电机紧急停止了,伺服驱动器EMG和SG之间的线路断开了。
对应处理办法,把EMG短接就好了。
9、AL52-故障为偏差计数器中的滞留脉冲超出了伺服编码器分辨率的能力乘以10。
原因分析:是加减速时间常数的大小设置不合理,转矩限制值太小,由于电源电压下降,导致电机转矩不足,伺服电机不能启动。
对应处理办法:设定正确的加减速时间常数,增大转矩限制值等。
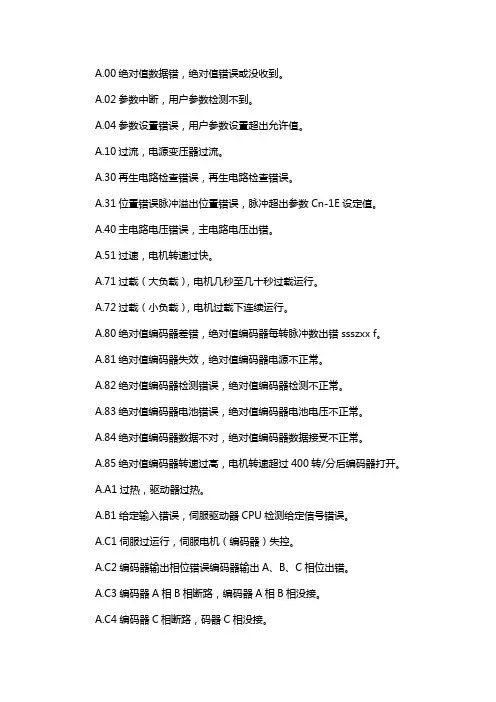
A.00绝对值数据错,绝对值错误或没收到。
A.02参数中断,用户参数检测不到。
A.04参数设置错误,用户参数设置超出允许值。
A.10过流,电源变压器过流。
A.30再生电路检查错误,再生电路检查错误。
A.31位置错误脉冲溢出位置错误,脉冲超出参数Cn-1E设定值。
A.40主电路电压错误,主电路电压出错。
A.51过速,电机转速过快。
A.71过载(大负载),电机几秒至几十秒过载运行。
A.72过载(小负载),电机过载下连续运行。
A.80绝对值编码器差错,绝对值编码器每转脉冲数出错ssszxx f。
A.81绝对值编码器失效,绝对值编码器电源不正常。
A.82绝对值编码器检测错误,绝对值编码器检测不正常。
A.83绝对值编码器电池错误,绝对值编码器电池电压不正常。
A.84绝对值编码器数据不对,绝对值编码器数据接受不正常。
A.85绝对值编码器转速过高,电机转速超过400转/分后编码器打开。
A.A1过热,驱动器过热。
A.B1给定输入错误,伺服驱动器CPU检测给定信号错误。
A.C1伺服过运行,伺服电机(编码器)失控。
A.C2编码器输出相位错误编码器输出A、B、C相位出错。
A.C3编码器A相B相断路,编码器A相B相没接。
A.C4编码器C相断路,码器C相没接。
A.F1电源缺相,主电源一相没接。
A.99无错误,操作状态不正常。
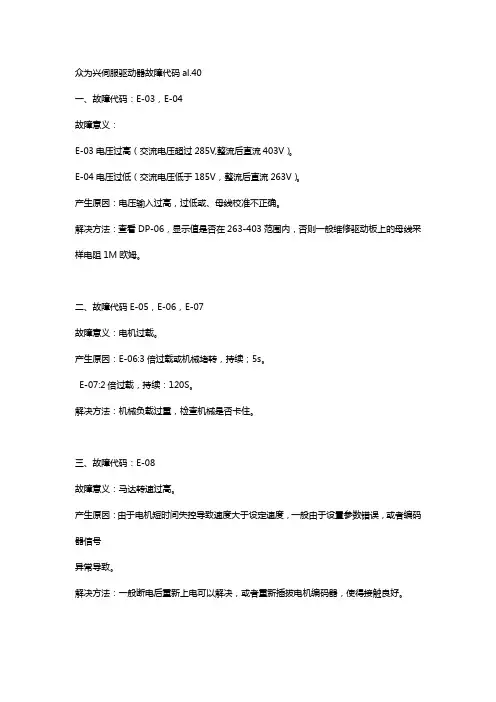
众为兴伺服驱动器故障代码al.40
一、故障代码:E-03,E-04
故障意义:
E-03电压过高(交流电压超过285V,整流后直流403V)。
E-04电压过低(交流电压低于185V,整流后直流263V)。
产生原因:电压输入过高,过低或、母线校准不正确。
解决方法:查看DP-06,显示值是否在263-403范围内,否则一般维修驱动板上的母线采样电阻1M欧姆。
二、故障代码E-05,E-06,E-07
故障意义:电机过载。
产生原因:E-06:3倍过载或机械堵转,持续;5s。
E-07:2倍过载,持续:120S。
解决方法:机械负载过重,检查机械是否卡住。
三、故障代码:E-08
故障意义:马达转速过高。
产生原因:由于电机短时间失控导致速度大于设定速度,一般由于设置参数错误,或者编码器信号
异常导致。
解决方法:一般断电后重新上电可以解决,或者重新插拔电机编码器,使得接触良好。
PPC控制器主要故障代码及排除方法目前市面上的无轴传动印刷机(如高宝、高斯、桑拿、宝南等品牌的印刷机)的控制和传动系统基本上采用的是德国博世力士乐(Bosch Rexroth)公司的SYNAX200系统,该系统由硬件PPC控制器和IndraDrive驱动器组成,前者是这套系统的核心部件,控制着几十个电机的同步运转,后者是这套系统的传动部分,主要由电源、伺服驱动器、伺服电机等组成,接收来自PPC控制器的指令,按要求同步运转。
PPC 控制器和IndraDrive驱动器之间采用Sercos II通讯方式,物理介质是光纤。
如果印刷单元在2个塔以下,通常配置1个PPC控制器,4个塔一般配置2个PPC控制器,PPC控制器之间也同样采用Sercos II通讯方式,不过是交叉通讯方式(硬件是博世力士乐DAQ光缆通讯卡)。
印刷机厂家自己开发的印刷工艺软件系统,加上博世力士乐PPC控制器之间的通讯,就构成了一套完整的无轴印刷机驱动系统。
各个印刷机厂家和力士乐PPC控制器之间的通讯方式是多种多样的,有RS232、Ethernet、Profibus、Arcnet等。
这里,笔者将结合我公司高斯印刷设备的使用情况,介绍印刷过程中遇到的各种博世力士乐PPC控制器的常见故障报警情况以及解决方法。
PPC控制器如图1所示,在PPC控制器的左上方有7段数码状态显示窗,正常情况下,其会显示bb,而当驱动系统出现故障时,PPC数码状态显示窗就会提示报错代码。
PPC控制器的硬件故障代码并不多,大部分故障是参数设置问题,也就是我们常说的“软故障”,软故障一般只是在调试的时候出现,对于厂家交付客户调试好的设备来说,一般是不会遇到的。
代码-01到-2X,显示PPC控制器上电后的一些状态过程,处理时间很快,用户通常看不到。
若PPC控制器上电后,代码停顿在某一个状态,不往下运行,如停留在-08,则很可能是由于PPC控制器主板上的CPU坏了。
代码P0、P1、P2、P3、bb多是PPC正常的通讯状态,停在任何一个状态都是正常现象,大部分是由外部的指令或者是外部的某些故障引起PPC状态的自动切换。
伺服驱动器报警代码表硬件型号:伺服MR-JE-A系统版本:伺服驱动器系统伺服驱动器报警代码表:1、AL.E6,伺服紧急停止。
引起此故障的原因一般有两个,一个是控制回路24V电源没有接入,另一个是CN1口EMG和SG之间没有接通。
2、AL.37,参数异常。
内部参数乱,操作人员误设参数或者驱动器受外部干扰导致。
一般参数恢复成出厂值即可解决。
3、AL.16,编码器故障。
内部参数乱或编码器线故障或电机编码器故障。
参数恢复出厂值或者更换线缆或者更换电机编码器,若故障依旧,则驱动器底板损坏。
4、AL.20,编码器故障。
电机编码器故障或线缆断线、接头松动等导致。
更换编码器线或伺服电机编码器。
MR-J3系列发生此故障时,还有一种可能是驱动器CPU接地线烧断导致。
5、AL.30,再生制动异常。
若刚通电就出现报警,则驱动器内部制动回路元件损坏。
若在运行过程中出现,可检查制动回路接线,必要时外配制动电阻。
6、AL.50、AL.51,过载。
检查输出U、V、W三相相序接线是否正确,伺服电机三相线圈烧坏或接地故障。
监控伺服电机负载率是否长时间超过100%,伺服响应参数设置过高,产生共振等原因。
7、AL.E9,主回路断开。
检查主回路电源是否接入,若正常则主模块检测回路故障,须更换驱动器或配件。
8、AL.52,误差过大。
电机编码器故障或驱动器输出模块回路元件损坏,通常油污较多的使用场合此故障较多。
伺服放大器也叫伺服驱动器,是用来控制伺服电机的一种控制器。
其作用类似于变频器作用于普通交流马达。
主要应用于高精度的定位系统。
目前是传动技术的高端产品。
噪声干扰包括二类,一类是从外部进入伺服放大器并可能导制其运行异常,另一类是由伺服放大器辐射出去并可能导致周围设备运行异常。
伺服放大器是由微弱信号控制的电子设备,因此,通常需要以下的防护措施。
此外,由于伺服放大器是通过高速开关输出电流的,所以会形成噪声源。
当噪声引起周围设备运行异常时,就应采取抗干扰措施。
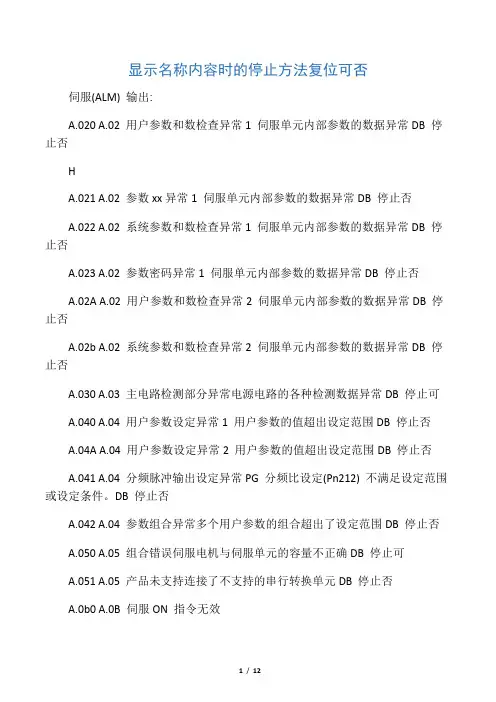
显示名称内容时的停止方法复位可否伺服(ALM) 输出:A.020 A.02 用户参数和数检查异常1 伺服单元内部参数的数据异常DB 停止否HA.021 A.02 参数xx异常1 伺服单元内部参数的数据异常DB 停止否A.022 A.02 系统参数和数检查异常1 伺服单元内部参数的数据异常DB 停止否A.023 A.02 参数密码异常1 伺服单元内部参数的数据异常DB 停止否A.02A A.02 用户参数和数检查异常2 伺服单元内部参数的数据异常DB 停止否A.02b A.02 系统参数和数检查异常2 伺服单元内部参数的数据异常DB 停止否A.030 A.03 主电路检测部分异常电源电路的各种检测数据异常DB 停止可A.040 A.04 用户参数设定异常1 用户参数的值超出设定范围DB 停止否A.04A A.04 用户参数设定异常2 用户参数的值超出设定范围DB 停止否A.041 A.04 分频脉冲输出设定异常PG 分频比设定(Pn212) 不满足设定范围或设定条件。
DB 停止否A.042 A.04 参数组合异常多个用户参数的组合超出了设定范围DB 停止否A.050 A.05 组合错误伺服电机与伺服单元的容量不正确DB 停止可A.051 A.05 产品未支持连接了不支持的串行转换单元DB 停止否A.0b0 A.0B 伺服ON 指令无效使用以操作器可伺服ON 的功能后,以控制指令进行了伺服ONDB 停止可A.100 A.10 过电流或散热片过热IGBT 产生过热电流或者伺服单元的散热片过热DB 停止否A.300 A.30 再生异常再生电阻断线再生晶体管故障DB 停止可A.320 A.32 再生过载再生能量超过再生电阻的容量零速停止可A.330 A.33 主电路配线错误主电路的供电方法与用户参数Pn001 的设定不符DB 停止可A.400 A.40 过电压主电路DC 电压异常高DB 停止可A.410 A.41 不足电压主电路DC 电压过低零速停止可A.510 A.51 过速伺服电机的转数异常高DB 停止可A.511 A.51 分频脉冲输出过速超出了已设的PG 分频比(Pn212) 的电机转速上限DB 停止可A.520 A.52 振动检测出电机转速异常振动DB 停止可A.521 A.52 自动调谐自动调谐时的转动惯量比计算异常DB 停止可A.710 A.71 过载( 瞬间最大负载) 以大幅度超额的转矩进行了数秒至数十秒的运行零速停止可A.720 A.72 过载( 连续最大负载) 以超额定值的转矩进行了连续运行DB 停止可A.730 A.73A.731DB 过载由于DB( 动态制动器) 动作,旋转能量超过了DB 电阻的容量DB 停止可A.740 A.74 冲击电阻过载主电路电源频繁地重复ON/OFF DB 停止可A.7A0 A.7A 散热片过热伺服单元的散热片过热零速停止可表10.1 显示与输出一览( 续)显示名称内容时的停止方法复位可否伺服(ALM) 输出A.810 A.81 编码器备份编码器的电源完全耗尽,位置数据被清除DB 停止否HA.820 A.82 编码器和数校验编码器存储器的和数校验结果异常DB 停止否A.830 A.83 编码器电池绝对值编码器备用电池电压下降DB 停止可A.840 A.84 编码器数据编码器的内部数据异常DB 停止否A.850 A.85 编码器过速电源ON 时,编码器高速旋转DB 停止否A.860 A.86 编码器过热编码器的内部温度过高DB 停止否A.870 A.87 全封闭序列器编码器和数检查编码器存储器的和数检查结果出错DB 停止否A.880 A.88 全封闭序列器编码器数据编码器的内部数据异常DB 停止否A.8A0 A.8A 全封闭序列器编码器标度异常线性编码器出现故障DB 停止可A.8A1 A.8A全封闭序列器编码器模块异常线性编码器或线性变换单元发生故障DB 停止可A.8A2 全封闭序列器编码器传感器异常( 增量型)线性编码器出现故障DB 停止可A.8A3 全封闭序列器编码器位置异常( 绝对值)编码器的前馈位置上发生异常DB 停止可A.b31 A.B3 电流检测异常1 U 相电流检测器异常DB 停止否A.b32 A.B3 电流检测异常2 V 相电流检测器异常DB 停止否A.b33 电流检测异常3 电流检测器异常DB 停止否A.b6A A.B6 MECHATROLINK通信ASIC异常1 MECHATROLINK 通信ASIC 异常DB 停止否A.b6b MECHATROLINK通信ASIC异常2 MECHATROLINK 通信ASIC 中发生了致命的错误DB 停止否A.bF0 A.BF 系统0 发生了伺服单元内部程序异常0 DB 停止否A.bF1 系统1 发生了伺服单元内部程序异常1 DB 停止否A.bF2 系统2 发生了伺服单元内部程序异常2 DB 停止否A.bF3 系统3 发生了伺服单元内部程序异常3 DB 停止否A.bF4 系统4 发生了伺服单元内部程序异常4 DB 停止否A.C10 A.C1 防止失控检测伺服电机发生失控DB 停止可A.C80 A.C8 编码器清除异常旋转圈数上限值设定异常绝对值编码器的多旋转量的清除或者设定不正确DB 停止否A.C90 A.C9 编码器通信异常无法进行编码器与伺服单元间的通信DB 停止否A.C91 编码器通信位置数据加速度异常编码器的位置数据的计算中发生了异常DB 停止否A.C92 A.C9 编码器通信定时器异常编码器和伺服单元间的通信用定时器发生了异常DB 停止否A.CA0 A.CA 编码器参数异常编码器的参数被破坏DB 停止否A.Cb0 A.CB 编码器回送校验异常与编码器的通信内容错误DB 停止否0 旋转圈数上限值不一致编码器与伺服单元的旋转圈数上限值不一致DB 停止否A.CF1 A.CF 全封闭串行变换单元通信异常( 接收失败)全封闭串行变换单元的通信异常DB 停止否A.CF2 全封闭串行变换单元通信异常( 定时器停止)全封闭串行变换单元的通信异常DB 停止否表10.1 显示与输出一览( 续)显示名称内容时的停止方法复位可否伺服(ALM) 输出A.d00 A.D0 位置偏差过大位置偏差超过了用户参数(Pn520) 的设定值DB 停止可HA.d01 A.D0 伺服ON 时位置偏差过大报伺服ON 时,积存的位置偏差超过了用户参数(Pn526) DB 停止可A.d02 A.D0 伺服ON 时速度限制所引起的位置偏差过大在位置偏差脉冲积存状态下伺服ON,则通过PN529 执行速度限制。
力士乐伺服参数设置2010年12月24日星期五上午08:33摘要:文中简述了力世乐ECODRIVE03 伺服驱动系统通过并行接口进行位置块(组)操作模式(position block mode)的控制原理,并例举了与伺服驱动相关的故障及其解决方法。
数控机床控制中西门子、法那科伺服驱动系统应用较为普遍,而力世乐ECODRIVE03 伺服系统亦广泛地应用于机械制造、印刷造纸业、食品包装及集装总装等领域。
拥有FWA-ECODR3-SMT-02VS-MS 等系列硬件的ECODRIVE03 伺服系统通过串行、模拟、并行接口,及对系统标准参数(S 型参数)生产参数(P 型参数)的设置,可完成扭矩控制、速度控制、位置控制、插补控制、点动、位置块(组)及步进电机等模式的操作。
且系统带有测量、驱动、暂停、模拟输入/输出、数字输入/输出等多种基本功能并拥有完备的诊断功能。
下面介绍力世乐伺服系统的位置块(组)操作模式的控制原理。
1 位置块(组)操作模式的控制原理1.1 概述位置块(组)操作模式的控制原理位置块(组)操作模式是伺服系统以设定的速度、加速度等参数驱动电机运行到已在程序中预设的目标值的位置控制。
系统根据所处理的不同工艺过程(加工区域)最多可以设置64 个位置块(组)。
应用位置块(组)操作模式时,首先要对操作首要模式参数S-0-0032 进行设置,如设置为0000 0000 0011 х011 时,是通过编码器1 接口进行位置控制。
其中第3 位,bit3=0时代表位移滞后控制,bit3=1 时为无滞后控制;同时要将第二操作模式1 设置为点动模式,即设置参数S-0-0033 为1100 0000 0001 1011。
系统中与之相关的参数为:P-0-4006:加工块的目标位置值P-0-4007:加工块的速度值P-0-4008:加工块的加速度值P-0-4009:加工块的加加速度极值。
当设定为“0”时,极限值不起作用。
nsk 伺服驱动器故障明细表:1.参数ID无效.2.参数不可读[变量不能在该时刻读取] 3.对只读参数写访问4.对只读参数读访问5.参数数值无效,变量格式.6.参数数值无效,变量格式.7.参数数值无效,变量格式.8.数据块读访问已经初始化9.数据块写访问已经初始化10.数据块读访问未初始化11.数据块写访问未初始化12数据块读访问仍激活.13数据块写访问仍激活.14读响应超时.15写响应超时.16数据块数据段在读已经在最后.17数据块数据段在写已经在最后18数据块数据段未在最后.19数据段未在写数据块的最后.20数据块读后检验和无效.21数据块写后检验和无效.22参数ID在数据块中无效.[读数据块]23参数ID在数据块中无效[写数据块]24在启动状态不允许下载系统模块.25只在下载后立即烧结系统模块.26在启动状态不允许改变启动状态请求.27启动操作不可能[操作系统不在FPROM存储器中]28在此驱动状态不允许写参数.29在此驱动状态不允许写参数.30因为硬件故障不能读参数.31因为硬件故障不能写参数.32命令参数无效.40参数数值大于最大值. 41参数数值大于最大值. 42参数数值大于最大值. 43参数1数值大于最大值. 44参数1数值大于最大值. 45参数1数值大于最大值. 46参数2数值大于最大值. 47参数2数值大于最大值. 48参数2数值大于最大值. 49参数3数值大于最大值. 50参数3数值大于最大值. 51参数3数值大于最大值. 52参数数值小于最小值.53参数数值小于最小值. 54参数数值小于最小值. 55参数1数值小于最小值. 56参数1数值小于最小值. 57参数1数值小于最小值. 58参数2数值小于最小值 59参数2数值小于最小值. 60参数2数值小于最小值. 61参数3数值小于最小值. 62参数3数值小于最小值. 63参数3数值小于最小值. 64硬件ID在BAR模块中无效. 65硬件版本在BAR模块中无效. 66硬件ID的操作系统不兼容现在的总线网络. 1001数值先进先出溢出. 1002参数超出有效范围.1003在回路控制激活时不允许写参数. 1004激活信号控制网络超时.1005在动作激活时不允许写参数.1006用于触发事件[数字量输入+边沿]1007主站用于网络耦合未激活-编码器错误. 1009内存分配错误.1010先进先出功能溢出. 1011快停输入激活.1012循环网络通讯切断.1013用于网络通讯的站点不可行. 1014AC112命令接口占用.2001上载跟踪曲线数据不允许,记录激活. 2002无跟踪曲线数据可上载.2003跟踪曲线启动不允许:记录激活.2004跟踪曲线启动不允许:未定义跟踪数据. 2005无效的参数ID用于跟踪测试数据. 2006初试跟踪参数不允许:记录激活. 4002在仿真命令无效的动作代码. 4004在控制器命令无效动作的代码 4005使能控制器无效,驱动器错误. 4007跟随误差超限停止. 4008正限位开关到达. 4009负限位开关到达.4010使能控制器无效,两限位关闭 4011关闭控制器无效:运动激活.4012使能控制器无效:初始参数丢失或无效. 4014双编码器控制:位置偏差超限停止. 5001目标位置大于正向软限位. 5002目标位置小于负向软限位. 5003正向软限位到达.。
伺服驱动器故障代码安川伺服驱动器维修经验总结1、示波器检查驱动器的电流监控输出端时,发现它全为噪声,无法读出;故障原因:电流监控输出端没有与交流电源相隔离(变压器)。
处理方法:可以用直流电压表检测观察。
2、电机在一个方向上比另一个方向跑得快;(1)故障原因:无刷电机的相位搞错。
处理方法:检测或查出正确的相位。
(2)故障原因:在不用于测试时,测试/偏差开关打在测试位置。
处理方法:将测试/偏差开关打在偏差位置。
(3)故障原因:偏差电位器位置不正确。
处理方法:重新设定。
3、电机失速;(1)故障原因:速度反馈的极性搞错。
处理方法:可以尝试以下方法。
a. 如果可能,将位置反馈极性开关打到另一位置。
(某些驱动器上可以)b. 如使用测速机,将驱动器上的TACH+和TACH-对调接入。
c. 如使用编码器,将驱动器上的ENC A和ENC B对调接入。
d. 如在HALL速度模式下,将驱动器上的HALL-1和HALL-3对调,再将Motor-A和Motor-B对调接好。
(2)故障原因:编码器速度反馈时,编码器电源失电。
处理方法:检查连接5V编码器电源。
确保该电源能提供足够的电流。
如使用外部电源,确保该电压是对驱动器信号地的。
4、LED灯是绿的,但是电机不动;(1)故障原因:一个或多个方向的电机禁止动作。
处理方法:检查+INHIBIT 和–INHIBIT 端口。
(2)故障原因:命令信号不是对驱动器信号地的。
处理方法:将命令信号地和驱动器信号地相连。
5、上电后,驱动器的LED灯不亮;故障原因:供电电压太低,小于最小电压值要求。
处理方法:检查并提高供电电压。
6、当电机转动时,LED灯闪烁;(1)故障原因:HALL相位错误。
处理方法:检查电机相位设定开关(60°/120°)是否正确。
多数无刷电机都是120°相差。
(2)故障原因:HALL传感器故障处理方法:当电机转动时检测Hall A,Hall B,Hall C的电压。
伺服电机常见故障代码分析及处理方法一、故障代码:E-01,E-02故障意义:上电时参数初始化不正确。
产生原因:参数设置不正确。
解决方法:重新上电,如果仍然报故障,则需要强制参数初始化,若反复多次都无法解决,则需要更换伺服控制器。
二、故障代码:E-03,E-04故障意义:E-03电压过高(交流电压超过285V,整流后直流403V)。
E-04电压过低(交流电压低于185V,整流后直流263V)。
产生原因:电压输入过高,过低或、母线校准不正确。
解决方法:查看DP-06,显示值是否在263-403范围内,否则一般维修驱动板上的母线采样电阻1M欧姆。
三、故障代码E-05,E-06,E-07故障意义:电机过载。
产生原因:E-06:3倍过载或机械堵转,持续;5s。
E-07:2倍过载,持续:120S。
解决方法:机械负载过重,检查机械是否卡住。
四、故障代码:E-08故障意义:马达转速过高。
产生原因:由于电机短时间失控导致速度大于设定速度,一般由于设置参数错误,或者编码器信号异常导致。
解决方法:一般断电后重新上电可以解决,或者重新插拔电机编码器,使得接触良好。
五、故障代码:E-9,E-10故障意义:制动电阻导通时间过长。
产生原因:母线电压假性过高,或者进线交流电大于250v。
解决方法:如果是母线电压引起的,先按E-4维修母线电压,或者把参数PR-15值改大(初始值350,启动电压点),若无法解决再将参数PR-16增大至80,如果仍无法解决需要更换伺服控制器。
六、故障代码E-11故障意义:瞬间电流过冲。
产生原因:机械运转不稳定,瞬间负载过大,导致电流过冲。
或者伺服器本身模块损坏造成E-11。
解决方法:排除机器故障,重新调整速度环,电流环参数,重新上电运行。
上电仍报警E-11.则更换伺服器。
七、故障代码:E-12故障意义:软起动电路故障。
产生原因:电压过低。
解决方法:维修方法同E-3,如果模块高压侧短路也会引起报警,此时PTC电阻应该严重发热,应先维修模块。