金刚石的钎焊工艺
- 格式:pdf
- 大小:154.77 KB
- 文档页数:3
金刚石串珠绳串珠不同制备方法简介摘要:在串珠锯切割系统中,作为切割刀具的串珠绳在实际切割中起着主导作用。
从最早出现的、用于试验切割石材、使用孕镶金刚石串珠的串珠绳开始,对串珠绳的改进就从未停止过。
而作为切削石材过程中实际承受切削力的金刚石串珠,人们对它的制备工艺的研究更是从未间断。
目前,金刚石串珠制备工艺主要有,电镀法、浸渍法、烧结法和钎焊法。
每种方法各有其特点和使用的范围,目前广泛应用的串珠制备方法主要是电镀法和烧结法。
本文从基本原理,各自特点,适用范围等方面简要比较了金刚石串珠不同制备方法。
关键字:金刚石串珠;制备方法;电镀;浸渍;烧结;钎焊一、金刚石串珠绳锯的应用和现状金刚石串珠绳锯具有各种不同的应用范围,主要可分成在石材行业(大理石、花岗岩)和建筑工程中的应用。
[1]金刚石串珠绳锯在石材行业的应用主要有石材开采、荒料整形、板材切割和异型制品加工。
金刚石串珠绳锯用于石材开采包括大理石、花岗岩等全部石材的开采。
具有成材率高、加工质量好、不易损坏荒料等优点,且开采过程中少有污染,是目前矿山开采必不可少的工具。
金刚石串珠绳锯具有能加工常规工具难以加工的不规则石料的特点,因此大量应用于石材整形加工中。
该技术与框架锯、金刚石圆锯片相比,具有较高的切割效率和较大的切割面积,而且噪声小。
板材切割是金刚石串珠绳锯的另一应用,单根串珠绳锯最常用于切割很厚的板材或小批量不同厚度的大板材。
多绳串珠锯切割板材具有框架锯无法比拟的优势。
串珠绳锯加工异型石材是目前技术含量最高的数控石材加工技术之一。
[2]金刚石串珠绳锯从其诞生到现在的大规模应用只经历了几十年的时间,但它却以顽强的生命力渗透于各行各业,发挥出其独特的优越性。
虽然国内外有相当数量的学者就其相关技术进行了实验性或工程上的研究,但是规模不大,深度不够,尚未形成系统性。
随着金刚石串珠绳锯技术的应用日益推广,其存在的为题也相继暴露,如断绳频繁、胎体与基体剥离、串珠固定效果差、串珠胎体性能与切割对象不匹配。
激光钎焊金刚石残余应力
激光钎焊是一种高能量密度的钎焊方法,可以用于金刚石的连接和修复。
在激光钎焊过程中,激光束被聚焦在金刚石接合处,通过局部加热使金刚石表面溶化,并与焊料相互融合,形成连接。
然而,激光钎焊金刚石可能会引起一定的残余应力。
主要原因包括以下几个方面:
1. 温度梯度引起的热应力:激光钎焊过程中,金刚石表面被高能量的激光束加热,形成高温区域,而其周围则呈现低温或室温状态。
这种温度梯度会导致金刚石表面的热膨胀不均匀,从而引起热应力。
2. 相变引起的体积变化:金刚石的熔点较高,激光加热时局部区域会出现液态金刚石,然后迅速冷却凝固成固态金刚石。
这种相变过程会引起金刚石结构的体积变化,从而产生残余应力。
3. 焊缝形成引起的收缩应力:激光钎焊过程中,焊接材料与金刚石表面相互融合形成焊缝,而焊缝的形成会产生焊接材料的收缩。
这种收缩会导致金刚石接合处产生残余应力。
残余应力对金刚石的性能和稳定性有一定影响。
若残余应力过大,可能导致金刚石出现开裂、断裂等问题。
因此,在激光钎焊金刚石过程中,需要进行合理的控制和管理,以降低残余应力的产生,从而提高金刚石的质量和使用寿命。
钎焊金刚石工具技术摘要:钎焊金刚石工具,金刚石出刃可以是金刚石高度的2/3 ,所以钎焊金刚石工具磨削效率高,且有利于冲刷磨屑,表面磨粒不易因堵塞而失去磨削能力。
与单层电镀金刚石工具相比,钎焊单层金刚石工具由于金刚石出刃高,容屑空间大,金刚石与基体之间的结合强度高而成为近年来超硬材料工具的热门研究领域。
本文分别从钎料选择、钎焊设备、钎焊工艺和金刚石有序排布四个方面来论述钎焊金刚石工具技术,并对该技术的前景进行了展望。
关键词:金刚石钎焊技术;钎料;钎焊专用设备;钎焊工艺;金刚石有序排布1.概述电镀金刚石工具中, 金刚石仅能用镍金属作机械包镶, 故易于脱落, 且金刚石无序排列, 凸出低、容屑空间小; 在孕镶烧结金刚石工具中, 金刚石无序排列, 出刃自锐问题难于解决, 金刚石与粉料也很难实现冶金结合。
这两种工艺都不能充分有效地利用金刚石的锯切性能。
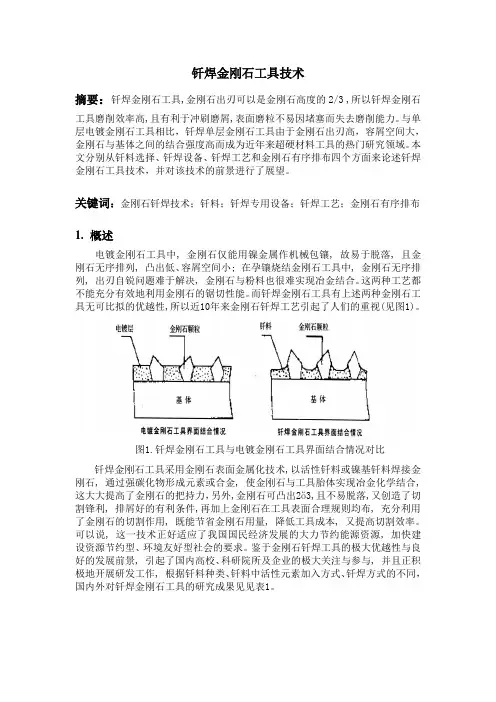
而钎焊金刚石工具有上述两种金刚石工具无可比拟的优越性,所以近10年来金刚石钎焊工艺引起了人们的重视(见图1)。
图1.钎焊金刚石工具与电镀金刚石工具界面结合情况对比钎焊金刚石工具采用金刚石表面金属化技术,以活性钎料或镍基钎料焊接金刚石, 通过强碳化物形成元素或合金, 使金刚石与工具胎体实现冶金化学结合, 这大大提高了金刚石的把持力,另外,金刚石可凸出2ö3,且不易脱落,又创造了切割锋利, 排屑好的有利条件,再加上金刚石在工具表面合理规则均布, 充分利用了金刚石的切割作用, 既能节省金刚石用量, 降低工具成本, 又提高切割效率。
可以说, 这一技术正好适应了我国国民经济发展的大力节约能源资源, 加快建设资源节约型、环境友好型社会的要求。
鉴于金刚石钎焊工具的极大优越性与良好的发展前景, 引起了国内高校、科研院所及企业的极大关注与参与, 并且正积极地开展研发工作, 根据钎料种类、钎料中活性元素加入方式、钎焊方式的不同,国内外对钎焊金刚石工具的研究成果见见表1。
M ac hine BuildingA uto mation,Jun 2009,38(3):87~89基金项目:国家自然科学基金资助项目(编号:50875128);航空科学基金资助项目(编号:2006ZE52052)。
作者简介:张发垒(1984— ),男,山东济宁人,南京航空航天大学硕士研究生,主要从事高效精密加工技术研究。
钎焊金刚石线锯的制作工艺张发垒,肖冰(南京航空航天大学机电学院,江苏南京210016)摘 要:传统金刚石线锯是在细金属丝的表面通过电沉积镍或热固化树脂来固定一层金刚石磨料,用于材料的精密切割。
由于磨料只是被机械地包埋镶嵌在镀层或树脂结合剂中,磨料易脱落,线锯寿命短。
为解决此问题,提出了利用气体保护感应加热钎焊工艺制作金刚石线锯,提高金刚石磨料的结合强度。
进行了气体保护装置的研制和钎焊工艺的研究,成功试制出钎焊金刚石线锯,对钎焊机理进行了探讨。
关键词:金刚石;线锯;感应加热;钎焊工艺中图分类号:TG439.1 文献标识码:B 文章编号:167125276(2009)0320087203M anufactur i n g Techn i que of Brazed D i a m ond W i re SawZHANG Fa 2lei,X I A O B ing(Co ll ege o f M e chan i ca l and E l e c tri ca l Eng i nee ri ng,N a n ji ng U n i ve rs ity o fAe r o na u ti c s a nd A s tr o na u ti c s,N an ji ng 210016,C h i na )Abstract:The trad iti o na l d i am o nd w ire saw is m anufa c tu re d by e l e c tr op l a ti ng a l a ye r m e ta l depo s it o n m e ta lw ire o r by the r m o cu ri ngpo l ym e r re s i n a s a bondi ng m a te ri a l .B e ca u se the di am ond a bra s i ve is em be dde d m e cha n i ca ll y i n the i n ni cke l coa ti ng o r i n the re s i n com b i ne d l a ye r,the ir gri nd i ng m a te ri a l ea s il y fa lls off fr om the fre t saw a nd the li fe of the w ire saw is sho rt .I n o rde r t o i m p r o ve the bo nd i ng s treng th,w e succe s sfull y m a nufac ture the w ire saw by us i ng ga s sh i e l de d braze w e l d i ng,a nd the n succe s sfu ll y m a ke re 2se a rch on d i am o nd b ra ze w e l d i ng m echa nism.Key words:d i amo nd;w ire saw;i nduc ti o n he a ti ng;b ra z i ng techno l o gy0 引言金刚石线锯是在细金属线的表面通过电沉积镍或热固化树脂来固定一层金刚石磨料,可以精密成形切割硅片、石材、陶瓷、光学玻璃等硬脆材料,也可应用于铝合金等金属材料的切割加工。
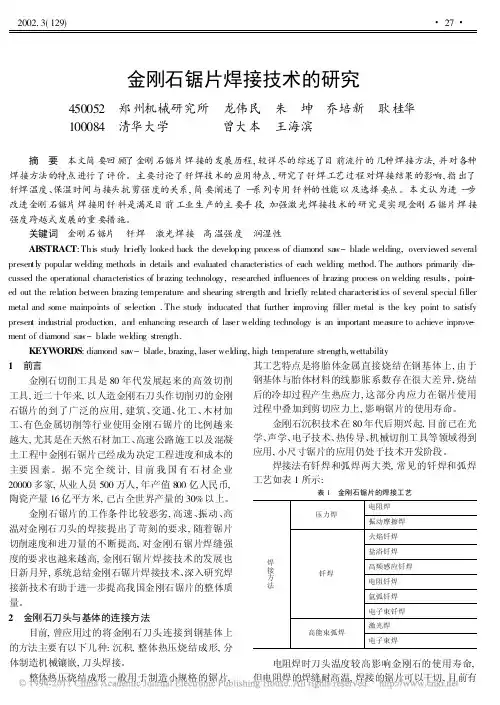
金刚石刀具银钎焊方法麻东升;阎兵;韩敬华【摘要】为了更好地实现金刚石刀头与刀具基体的连接,并保证一定的结合强度,采用银钎焊方法.银钎料的元素成分和含量、钎焊剂类型和作用、加热设备及感应器形状的选择和温度控制、焊缝尺寸大小和装配间隙、钎焊前的预处理等是获得优质钎焊接头的关键因素.通过对获得的银钎焊接头进行试验分析和公式应力计算及无损检测等金刚石刀具银钎焊方法的可靠性评估,结果达到并满足了金刚石刀具的切削强度要求.有效预防或避免了钎焊接头的缺陷产生,从而获得了优质的钎焊接头,保证并延长金刚石刀具的使用寿命.【期刊名称】《承德石油高等专科学校学报》【年(卷),期】2014(016)001【总页数】5页(P25-29)【关键词】金刚石刀具;银钎焊方法;钎焊工艺【作者】麻东升;阎兵;韩敬华【作者单位】天津职业技术师范大学机械工程学院,天津300000;天津职业技术师范大学机械工程学院,天津300000;天津职业技术师范大学机械工程学院,天津300000【正文语种】中文【中图分类】TG44金刚石物理性能稳定、晶粒组织致密,属于超高硬度材料、耐磨损、切削性能好,是制作刀具最为理想的材料。
目前国内生产金刚石刀具的方法有锡钎焊、银钎焊和铜钎焊。
铜钎焊接头处的强度很高,钎焊料在市场上很容易获得,钎焊在900~1 100℃高温下进行,会使金刚石金相组织发生变化,降低了金刚石刀具的切削性能和自锐性;银钎焊的加热温度(600~700℃)相对很低,钎焊接头处抵抗冲击力的能力较高,但银钎料在市场上的价格较高,钎料的品种较少,造成金刚石刀具的生产成本升高;锡钎焊所需的温度(200℃)最低,而钎焊接头处的所能承受冲击强度无法满足金属切削加工的要求,目前很少采用[1]。
本文主要研究金刚石刀具钎焊中对银钎料、钎焊剂、加热设备的合理选择、钎焊工艺过程控制,以及钎焊接头处所承受应力、强度的计算等,可以有效预防或避免钎焊接头处缺陷的产生,有利于获得优质的钎焊接头,延长金刚石刀具的使用寿命。