冷轧无缝钢管
- 格式:ppt
- 大小:6.92 MB
- 文档页数:18

山东鑫轩无缝钢管厂亲情提供最新常用无缝钢管尺寸规格表大全
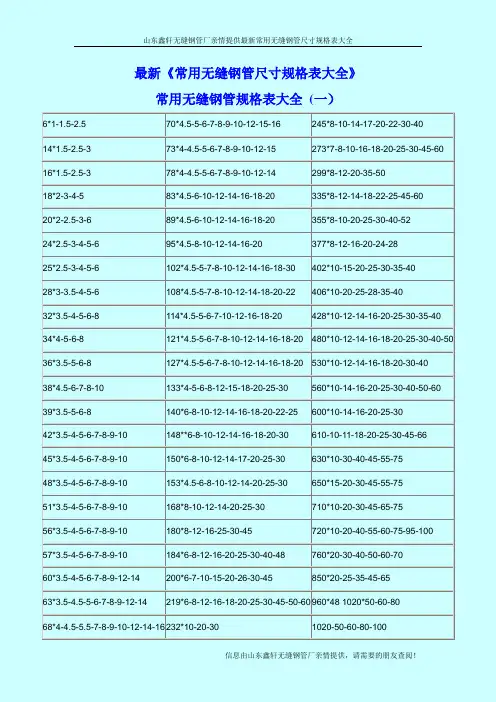
信息由山东鑫轩无缝钢管厂亲情提供,请需要的朋友查阅! 最新《常用无缝钢管尺寸规格表大全》
常用无缝钢管规格表大全 (一)
6*1-1.5-2.5 70*4.5-5-6-7-8-9-10-12-15-16 245*8-10-14-17-20-22-30-40
14*1.5-2.5-3 73*4-4.5-5-6-7-8-9-10-12-15 273*7-8-10-16-18-20-25-30-45-60
16*1.5-2.5-3 78*4-4.5-5-6-7-8-9-10-12-14 299*8-12-20-35-50
18*2-3-4-5 83*4.5-6-10-12-14-16-18-20 335*8-12-14-18-22-25-45-60
20*2-2.5-3-6 89*4.5-6-10-12-14-16-18-20 355*8-10-20-25-30-40-52
24*2.5-3-4-5-6 95*4.5-8-10-12-14-16-20 377*8-12-16-20-24-28
25*2.5-3-4-5-6 102*4.5-5-7-8-10-12-14-16-18-30 402*10-15-20-25-30-35-40
28*3-3.5-4-5-6 108*4.5-5-7-8-10-12-14-18-20-22 406*10-20-25-28-35-40
32*3.5-4-5-6-8 114*4.5-5-6-7-10-12-16-18-20 428*10-12-14-16-20-25-30-35-40
34*4-5-6-8 121*4.5-5-6-7-8-10-12-14-16-18-20 480*10-12-14-16-18-20-25-30-40-50
36*3.5-5-6-8 127*4.5-5-6-7-8-10-12-14-16-18-20 530*10-12-14-16-18-20-30-40

- 1 - 名词解释无缝钢管
1。无缝钢管:冷拔或冷轧后不经加热的钢管。它不用焊接,断面为圆形,可以是有缝的也可以是无缝的,直径范围从Φ1mm~Φ700mm,厚度范围从Φ3mm~Φ250mm,一般制造机械结构、各种连接件和零部件,如杠杆轴、变速轴、齿轮、联轴节、曲轴等。
2。无缝钢管牌号及化学成分表示方法符号表示方法名称数字化学成分(%)号钢的牌号中化学元素的名称符号及其平均含量(质量分数)。用途:制造各种无缝管。 3。无缝管(热轧管、冷拔管、精密钢管):圆形钢管、异形钢管、不锈钢钢管、其他结构用无缝钢管。 4。无缝钢管制造工艺:热轧、热挤压、热扩钢管;其中,扩径是整个工艺过程中最重要的工序,在保证不同钢管性能的基础上,扩径越大,则钢管的尺寸精度越高,内外表面光洁度越好,相应的,钢管承受压力、弯曲、扭转等各项指标就会下降; 5。无缝钢管外径允许偏差值的表示方法
13。无缝钢管弯曲度允许值:无缝钢管制造时,纵向弯曲度应不大于钢管外径的1%,横向弯曲度应不大于钢管外径的0.5%。 14。无缝钢管椭圆度允许值:无缝钢管制造时,椭圆度应不大于钢管外径的1%。 15。无缝钢管端面应与钢管轴线垂直,其夹角不得大于1°。 16。无缝钢管表面缺陷允许存在部位:钢管内外表面及接头部位,但表面不得有裂缝、折叠、分层、搭焊、锈蚀等缺陷。
14。无缝钢管机械性能:无缝钢管拉伸试验,试样在拉伸过程中,当应力超过屈服点后,还能继续伸长时的应力,称为“极限抗拉强度”, - 2 - 用n表示,单位为N/mm2(MPa)。常温下无缝钢管屈服点表示方法,规定塑性条件下的许用应力; 16。无缝钢管表面缺陷允许存在部位:钢管内外表面及接头部位,但表面不得有裂缝、折叠、分层、搭焊、锈蚀等缺陷。
17。直缝电焊钢管管壁较薄,对口时易造成裂纹,故需经常进行检查。若在使用中发现钢管出现了折叠、裂纹、分层等缺陷时,应及时地逐根检查、排除。若发现钢管口部有渗漏时,应立即停止焊接,并及时地涂刷防腐漆。总之,直缝电焊钢管只有合理地选择材料,按照相应的要求进行科学地设计, [gPARAGRAPH3]设计合理、制作工艺适宜,直缝电焊钢管才能经久耐用,才能发挥效益。

无缝钢管生产工艺流程
无缝钢管是一种没有焊接接头的钢管,它具有较高的强度和抗压能力,广泛应用于石油、化工、天然气、航空航天等领域。下面将介绍一下无缝钢管的生产工艺流程。
无缝钢管的生产工艺主要包括三个部分:钢坯的制备、热轧和冷加工。
首先,钢坯的制备是生产无缝钢管的关键步骤之一。钢坯(一般为圆坯)可以通过两种方法制备:一是采用连铸技术,通过液态钢的连续铸造获得钢坯;二是采用轧制方法,通过将坯料轧制成所需直径的钢坯。
其次,热轧是无缝钢管的主要生产工艺。将钢坯加热到适当的温度,然后经过一连串的轧制和拉拔过程,最终成形为外径、壁厚与长度符合要求的无缝钢管。热轧过程中,首先采用粗轧将钢坯进行初轧成形,然后通过中轧和精轧过程进行进一步的轧制。轧制过程中,会采用不同直径的轧辊进行多道次的轧制,使钢的外径和壁厚逐渐减小,达到所需尺寸。最后,使用拉拔机将热轧后的钢管进行拉拔,使其尺寸更加精确。
最后,冷加工是对热轧钢管的进一步加工和改善。冷加工是通过轧制和拉拔等工艺对热轧钢管进行调整和改善。首先,使用冷轧机将钢管进行冷轧,使其尺寸更加精确,并提高表面光洁度。然后,通过冷拉机对冷轧钢管进行拉拔,改善内外径的精度和表面质量。
总之,无缝钢管的生产工艺流程包括钢坯的制备、热轧和冷加工三个步骤。每个步骤都是必不可少的,它们相互配合,共同完成对钢坯的加工和成形,最终得到优质的无缝钢管。这一工艺流程是现代工业生产中不可缺少的一环,为各行各业的发展提供了坚实的支撑。
1 无缝钢管的分类 执行标准 制作工艺
冷拔或冷轧精密无缝钢管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。
高精度冷拔精密钢管是一种新型高技术节能产品。,高精度冷拔精密钢管的推广应用对节约钢材,提高加工工效,节约能源 所谓高精度冷拔无缝钢管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精 该技术所生产的高精度冷拔无缝钢管的主要技术指标已达到或部分超过国家标准GB8713--88和国际标准ISO4394/I-1980(E) 的要求。详见下表: 主要技术指标与标准对照表选用精密无缝钢管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量
无缝钢管的分类:无缝钢管分热轧和冷轧、冷拔无缝钢管三类。热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。
冷轧无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于 32mm,壁厚-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高,而冷拔无缝钢管
一般用无缝钢管:是用10#、20#、30#、35#、45#等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45#、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
低中压锅炉用无缝钢管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝钢管。主要用10、20号优质碳素结构钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。