典型零件加工工艺过程.ppt
- 格式:ppt
- 大小:3.28 MB
- 文档页数:102

第六章 典型零件加工工艺
生产实际中,零件的结构千差万别,但其基本几何构成不外是外圆、内孔、平面、螺纹、齿面、曲面等。很少有零件是由单一典型表面所构成,往往是由一些典型表面复合而成,其加工方法较单一典型表面加工复杂,是典型表面加工方法的综合应用。下面介绍轴类零件、箱体类和齿轮零件的典型加工工艺。
第一节 轴类零件的加工
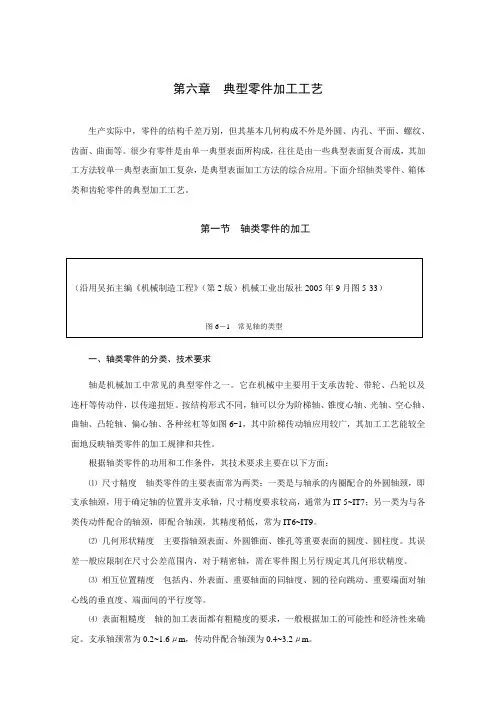
(沿用吴拓主编《机械制造工程》(第2版)机械工业出版社2005年9月图5-33)
图6-1 常见轴的类型
一、轴类零件的分类、技术要求
轴是机械加工中常见的典型零件之一。它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、各种丝杠等如图6-1,其中阶梯传动轴应用较广,其加工工艺能较全面地反映轴类零件的加工规律和共性。
根据轴类零件的功用和工作条件,其技术要求主要在以下方面:
⑴ 尺寸精度 轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT 5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。
⑵ 几何形状精度 主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。
⑶ 相互位置精度 包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
⑷ 表面粗糙度 轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定。支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。 ⑸ 其他 热处理、倒角、倒棱及外观修饰等要求。
二、轴类零件的材料、毛坯及热处理
1.轴类零件的材料
⑴ 轴类零件材料 常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65Mn,也可选用球墨铸铁;对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。
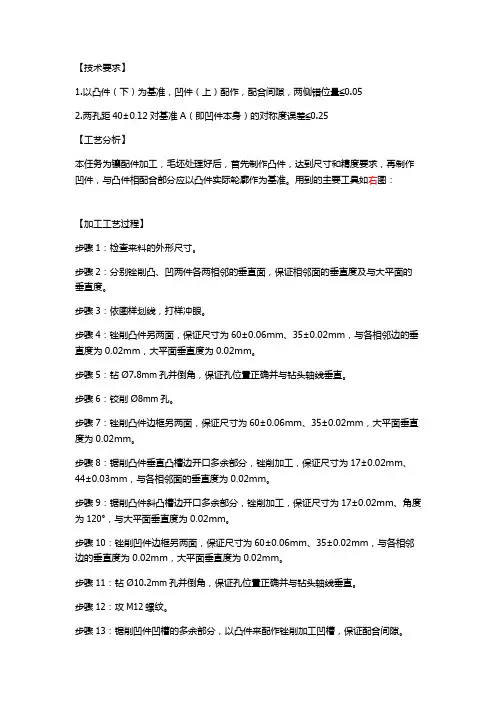
【技术要求】
1.以凸件(下)为基准,凹件(上)配作,配合间隙,两侧错位量≦0.05
2.两孔距40±0.12对基准A(即凹件本身)的对称度误差≦0.25
【工艺分析】
本任务为镶配件加工,毛坯处理好后,首先制作凸件,达到尺寸和精度要求,再制作凹件,与凸件相配合部分应以凸件实际轮廓作为基准。用到的主要工具如右图:
【加工工艺过程】
步骤1:检查来料的外形尺寸。
步骤2:分别锉削凸、凹两件各两相邻的垂直面,保证相邻面的垂直度及与大平面的垂直度。
步骤3:依图样划线,打样冲眼。
步骤4:锉削凸件另两面,保证尺寸为60±0.06mm、35±0.02mm,与各相邻边的垂直度为0.02mm,大平面垂直度为0.02mm。
步骤5:钻Ø7.8mm孔并倒角,保证孔位置正确并与钻头轴线垂直。
步骤6:铰削Ø8mm孔。
步骤7:锉削凸件边框另两面,保证尺寸为60±0.06mm、35±0.02mm,大平面垂直度为0.02mm。
步骤8:锯削凸件垂直凸槽边开口多余部分,锉削加工,保证尺寸为17±0.02mm、44±0.03mm,与各相邻面的垂直度为0.02mm。
步骤9:锯削凸件斜凸槽边开口多余部分,锉削加工,保证尺寸为17±0.02mm、角度为120°,与大平面垂直度为0.02mm。
步骤10:锉削凹件边框另两面,保证尺寸为60±0.06mm、35±0.02mm,与各相邻边的垂直度为0.02mm,大平面垂直度为0.02mm。
步骤11:钻Ø10.2mm孔并倒角,保证孔位置正确并与钻头轴线垂直。
步骤12:攻M12螺纹。
步骤13:锯削凹件凹槽的多余部分,以凸件来配作锉削加工凹槽,保证配合间隙。 步骤14:清理工件,打标记。
步骤15:打扫卫生,提交工件。

作业一
1. 什么是机械制造工艺过程?机械制造工艺过程主要包括哪些内容?
2. 什么是工序、工步?什么是工位、安装、走刀?
3. 什么是生产纲领,如何确定企业的生产纲领?
4. 什么是生产类型?如何划分生产类型?各生产类型各有什么工艺特点?
5. 工艺规程的作用有哪些?
6. 零件的结构工艺性分析:请指出下图零件结构不合理的原因并进行改正。
(b)
(c) (d)
(e) (f)
作业二
1. 什么是加工余量、工序余量和总余量?
2. 影响加工余量的因素有哪些?
3. 确定加工余量的方法有哪些?
4. 在镗床上镗削某主轴箱孔(参见下图)。镗孔分半精镗和精镗两个工序。已知半精镗工序的基本尺寸D1=Φ179.4,能达到9级精度(IT9),公差1.0T;精镗工序的基本尺寸为D2,精镗公称余量Z2=0.6,能达到6级精度(IT6),公差04.0T。
(1)按“入体原则”分别确定该主轴箱孔的半精镗和精镗工序的尺寸及偏差。
(2)试确定精镗工序的最大余量和最小余量是多少?
5. 有一小轴,毛坯为热轧棒料,大量生产的工艺路线为粗车—半精车—淬火—粗磨—精磨,外圆设计尺寸为 0013.030,已知各工序的加工余量和经济精度,试确定各工序尺寸及其偏差、毛坯尺寸及粗车余量,并填入下表(余量为双边余量)。
单位(mm)
工序名称 工序余量 经济精度 工序尺寸及偏差
精磨 0.1 0.013(IT6)
粗磨 0.4 0.033 (IT8)
半精车 1.1 0.084(IT10)
粗车 0.21(IT12)
毛坯尺寸 4(总余量) 1
6. 某一箱体(材料为HT200)的主轴孔设计尺寸为Φ120H7(+0.035)。大量生产的工艺路线为粗镗—半精镗—精镗—精密镗,已知各工序的加工余量和经济精度,试确定各工序尺寸及其偏差、毛坯尺寸及粗车余量,填入下表(余量为双边余量)。
模块二 典型零件的机械加工
项目二 阶梯轴零件加工
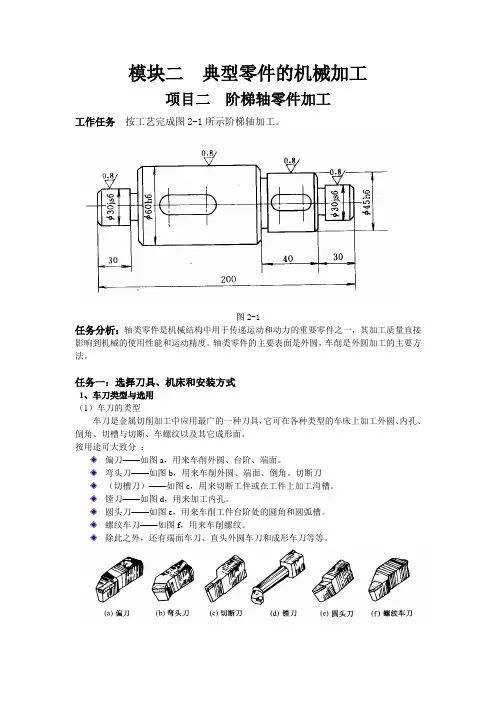
工作任务 按工艺完成图2-1所示阶梯轴加工。
图2-1
任务分析:轴类零件是机械结构中用于传递运动和动力的重要零件之一,其加工质量直接影响到机械的使用性能和运动精度。轴类零件的主要表面是外圆,车削是外圆加工的主要方法。
任务一:选择刀具、机床和安装方式
1、车刀类型与选用
(1)车刀的类型
车刀是金属切削加工中应用最广的一种刀具,它可在各种类型的车床上加工外圆、内孔、倒角、切槽与切断、车螺纹以及其它成形面。
按用途可大致分 :
偏刀——如图a,用来车削外圆、台阶、端面。
弯头刀——如图b,用来车削外圆、端面、倒角。切断刀
(切槽刀)——如图c,用来切断工件或在工件上加工沟槽。
镗刀——如图d,用来加工内孔。
圆头刀——如图e,用来车削工件台阶处的圆角和圆弧槽。
螺纹车刀——如图f,用来车削螺纹。
除此之外,还有端面车刀、直头外圆车刀和成形车刀等等。
按材料分:
整体式高速钢车刀 硬质合金焊接式车刀
可转位车刀
(2)车刀几何角度的标注和工作角度
主偏角Кr。
副偏角Кr′。
前角γ0。
后角α0。
刃倾角λs。
副后角α0′。
(3)车刀的安装要求
1)车刀刀尖应与工件中心等高
2)刀杆偏斜对工作主、副偏角的影响。刀杆偏斜会使车刀的工作主偏角增大,工作副偏角减小。
3)车刀装夹在刀架上伸出部分应尽量短以增强其刚性
(4)车刀的材料及选用
1)高速钢:
是含有W、Mo、Cr、V等合金元素较多的合金工具钢
高速钢分类
普通高速钢
高性能高速钢
粉末冶金高速钢
涂层高速钢。
2)硬质合金
由硬度和熔点很高的碳化物(硬质相,如WC、TiC、TaC、NbC等)和金属(粘结相,如Co、Ni、Mo等)通过粉末冶金工艺制成的。