关键、特殊工序控制
- 格式:ppt
- 大小:807.00 KB
- 文档页数:14
关键工序、特殊工序质量控制措施一、对关键工序、特殊工序的定义;1.1原材料入库验收,机械性能测试,定义为关键工序。
1.2焊接、热处理入库验收、定义为特殊工序。
二、对关键工序、特殊工序的过程质量控制。
2.1对关键工序的质量控制主要以“人员、机械、过程、方法”要素进行。
任何环节出了差错势必使产品质量达不到相应的要求。
故在关键过程控制中,对生产活动的几大要素的质量环节予以明确落实。
2.2人的因素;生产活动中人的因素是关键,无论是基层员工还是管理层,其素质责任心的好坏将直接影响到产品输出质量。
因此对于人的因素质量保证措施是,要有计划的进行培训。
特殊工序操作人员要持证上岗。
对一些重要的岗位必须持续培训,并且每年要进行年终考核,以达到更高的要求。
安全带质量检验人员必须经过技术培训并按岗位要求进行资格认可.。
2.3机械设备因素;合理高效的工装夹具,完好的设备是更好的完成产品过程的有力条件,故必须保证机械处于最佳状态,要有计划的进行保养、维修。
2.4过程;在生产过程中对一些因素加以控制,依据产品特性的要求,对流程进行分析并确定特殊过程的范围,按《作业指导书》及《检验规范》的规定要求实施确认,规定工艺参数控制要求,对过程参数实施连续的监控。
当材料、过程参数改变、设备更新等情况下,应对过程再次确认。
2.5方法在特殊工序过程中,必须制定合理的工艺流程,先进高效的加工方法,才能更好更快的完成生产任务。
只有建立良好的实施和监管体系,才能按设计要求完成产品的加工过程。
三、原材料入库验收3.1原材料是产品的基本单位,故材料的优劣将直接影响到产品的质量。
所以材料入库前必须进行如下项目的检验。
3.2金属材料表面不允许有裂纹、气泡、结疤、折叠和夹杂。
钢板不得有分层。
如还需要后期处理,加工后的表面不应有上述缺陷。
并应保证尺寸在公差范围内。
且平滑过渡无棱角。
3.3织带类材料外观不允许有破边,带子无破边、断线、织疵、混纱、散丝、面料歪斜等有害缺陷。
1 目的对生产过程中影响产品质量重要特性的工序进行确认及其工装进行验证,使其处于受控状态,防止发生质量问题。
2范围适用于关键、特殊工序生产过程控制。
3 职责3.1技术部根据质量重要程度确定关键、特殊工序质量控制点。
3.2质量部、检验员按工艺文件对关键、特殊工序的过程工艺参数进行监督、检查。
3.3工程部对关键、特殊工序进行重点监控。
3.4关键、特殊工序的操作工直接负责工艺参数监控。
4 关键、特殊工序控制点的设置4.1管道脱脂、管道焊接、气密性检测为特殊工序。
4.2设备检验、管道吹扫、阀门安装关键工序。
5 关键、特殊工序控制点管理5.1管道脱脂、管道焊接、气密性检测、管道吹扫等工序都涉及到生产设备和工装的不稳定,直接影响到各关键、特殊工序控制点的控制情况,继而造成产品质量的失控。
因此,对关键、特殊工序控制点管理:5.1.1设置关键、特殊工序控制点的运行记录,由专人操作使用并作记录,同时对设备、工装的管理按照相应的程序、管理制度及作业指导书文件执行。
5.1.2对设备检验、管道吹扫、阀门安装等工序设置了完工检验记录,检验员进行抽检和记录抽检结果。
对管道脱脂、管道焊接、气密性检测等专门做了再确认过程,以保证产品的品质。
5.2检验关键、特殊工序由工序检验员专门对该工序抽检并记录抽检结果。
5.3各工序进行过程检验结果统计分析,将统计结果汇报给质检部,全面关注质量控制点的动态,一旦出现质量事故,及时采取纠正措施进行补救,对潜在不合格因素,制订预防措施,将潜在不合格消灭在萌芽状态,保证产品质量。
5.4关键、特殊工序的操作人员要求5.4.1关键、特殊工序的操作工由技术部、工程部和质量部负责培训,考核合格后上岗。
5.4.2关键、特殊工序的操作工应有高度的责任心和本项工作的熟练操作技能。
5.4.3关键、特殊工序的操作人员应相对稳定。
5.5关键、特殊工序的工装设备及计量器具要求5.5.1关键、特殊工序经技术部确认后,对工装设备作重点管理。
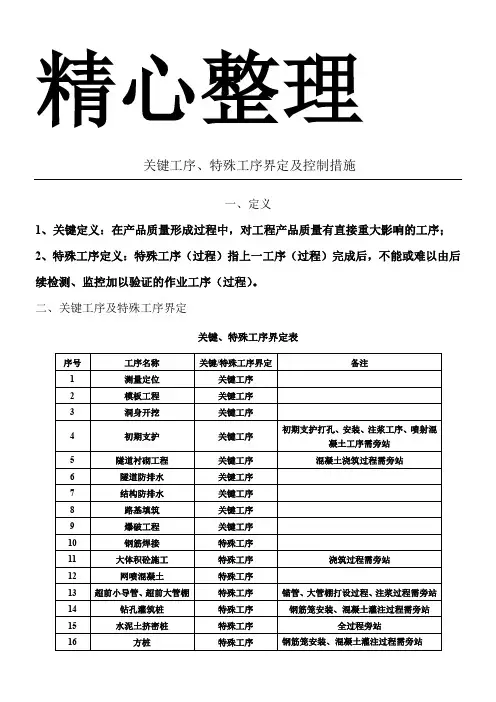
关键工序、特殊工序界定及控制措施
1
2
2、特殊工序施工时,工程部编制改特殊工序的《作业指导书》、下发至架子队,架子队可根据实际情况进行补充。
《作业指导书》对施工方法、质量要求、验证方式、验证人员等作出明确规定,工程部对操作人员进行详细技术交底。
《作业指导书》经技术负责人批准后方可实施。
3、对特殊工序配备的施工机械设备,施工前由物机部人员进行验证,确认其是否符合《作业指导书》要求的施工能力。
4、配备与规定质量要求相符的检验、测量、试验设备,由工区试验室、安质部人员进行验证。
5
6。

特殊过程重难点工序及关键工序质量控制点辩识表主体工程正文:特殊过程是指在生产、制造过程中,由于材料、工艺、环境等因素的影响,对某些工序的性质、精度、稳定性等方面提出了更高的要求。
特殊过程重难点工序及关键工序质量控制点辩识表是保证特殊过程顺利进行的重要环节。
一、特殊过程重难点工序及关键工序质量控制点辩识表主体工程1.特殊过程重难点工序:(1)材料准备:材料准备是生产前的一项重要准备工作。
其质量控制点主要包括材料质量检查、材料检验、材料收发存管理等。
(2)工艺设计:工艺设计是特殊过程生产的重要环节。
其质量控制点主要包括工艺参数确定、工艺流程设计、设备选型、工具准备等。
(3)制造过程:制造过程是特殊过程生产的关键步骤。
其质量控制点主要包括生产操作控制、生产流程监控、质量检查等。
(4)质量控制:质量控制是保证特殊过程质量的根本措施。
其质量控制点主要包括质量检验、质量检查、质量监控等。
2.关键工序:(1)设计阶段:设计阶段是特殊过程生产的重要环节。
其质量控制点主要包括设计参数确定、设计方案审核、设计图纸管理等。
(2)工艺准备阶段:工艺准备阶段是特殊过程生产前的一项重要准备工作。
其质量控制点主要包括工艺参数确定、工艺流程设计、设备选型、工具准备等。
(3)制造过程:制造过程是特殊过程生产的关键步骤。
其质量控制点主要包括生产操作控制、生产流程监控、质量检查等。
(4)质量控制:质量控制是保证特殊过程质量的根本措施。
其质量控制点主要包括质量检验、质量检查、质量监控等。
二、质量控制的方法与措施1.质量控制的方法:(1)建立质量管理制度:制定相应的质量管理制度,明确各部门的质量控制职责,并严格执行。
(2)实施质量监控:建立质量监控体系,对生产过程中的质量控制情况进行记录、分析、调整,并保证质量目标的实现。
(3)实施质量检查:对特殊过程的关键工序进行质量检查,及时发现并解决问题,保证特殊过程的质量。
(4)实施质量检验:对产品进行随机抽样检验,及时发现并解决问题,保证产品的质量。