雕刻机控制系统操作步骤
- 格式:pdf
- 大小:4.44 MB
- 文档页数:24

数控雕刻机木工操作方法
数控雕刻机是一种高精度的自动化设备,可以在木材上进行各种复杂的雕刻和切割操作。
以下是数控雕刻机木工操作的基本步骤:
1. 设定参数:首先需要根据雕刻设计的要求,设定雕刻机的参数,包括雕刻刀具种类、切削速度、切削深度等。
2. 准备木材:将待雕刻的木材固定在雕刻机工作台上,确保木材牢固而稳定。
3. 导入图像或设计文件:将雕刻图像或设计文件导入雕刻机的控制系统,确保雕刻机可以正确地按照设计进行操作。
4. 检查刀具:确认刀具的选择和夹持是否正确,并检查刀具的磨损情况。
如有需要,可以更换刀具或进行磨削。
5. 雕刻路径设定:根据设计要求,确定雕刻路径和刀具移动轨迹。
可以使用雕刻机的控制软件或系统进行路径设定和图形编辑。
6. 开始雕刻:通过操作电脑或控制面板,启动雕刻机的工作,让刀具按照设定的路径进行雕刻。
7. 监控和调整:在雕刻过程中,需要不断监控雕刻机的运行情况,观察刀具和
木材的状况。
如果发现不正常的情况,需要及时停止雕刻,进行调整或修正。
8. 后处理:待雕刻完成后,需要将木材从工作台上取下,进行必要的后处理,如清理木屑、修整边缘和表面等。
需要注意的是,在操作数控雕刻机时,要注意安全。
切勿将手或其他身体部位靠近刀具和运动部件,并遵循雕刻机的操作规程和安全操作指南。

1 雕刻机操作步骤1.1 开机在开机之前,首先确定机床与计算机所有连接正常,然后打开机床电源和计算机电源。
在系统启动完毕后,进入Ncstudio TM数控系统。
1.2 机械复位(可选)只有在有回机械原点功能的机床上,且需要时才涉及这节内容。
如果机床支持回机械原点操作,选择“回机械原点”菜单。
机床将自动回到机械原点,并且校正系统坐标系统。
在某些情形下,如上次正常停机后,重新开机并继续上次的操作,用户不必执行机械复位操作。
因为,Ncstudio TM系统在正常退出时,保存当前坐标信息。
另外,如果用户确认当前位置正确,也可以不执行此操作。
1.3 载入加工程序在加工之前,用户一般要载入需要加工的程序,否则,一些与自动加工有关的功能是无效的。
选择“打开(F)|打开(O)…”菜单,將弹出Windows标准的文件操作对话框,可以从中选择要打开文件所在的驱动器、路径以及文件名。
单击“打开”按钮后,加工程序就载入系统。
此时,用户可按F2键,切换到“加工程序”窗口,查看当前加工程序。
1.4 手动操作显示手动操作界面选择“查看(V)|显示手动界面(M)”菜单项,参数显示窗口将显示一个手动操作界面,通过这个界面,您可以对机床进行手动操作。
手动移动通过计算机数字小键盘上的相应键可对机床进行手动移动。
此时小键盘上的NUMLOCK灯应亮。
相应键为:6 ———X轴正方向4 ———X轴负方向8 ———Y轴正方向2 ———Y轴负方向9 ———Z轴正方向1 ———Z轴负方向这些键与CTRL结合后可实现机床的手动高速移动。
增加/减少深度使用小键盘上的+/-键配合数字键可以快速增加或较少深度。
1.5 确定工件原点在加工程序中的X、Y、Z三坐标的原点就是工件原点。
在加工之前,我们需要把该位置同实际位置联系起来。
步骤是:把机床X、Y手动走到工件上的希望的原点位置,选择“把当前点设为工件原点”菜单,或者在坐标窗口把当前位置的坐标值清零,这样在执行加工程序时就以当前位置为起点进行加工。

11雕刻(炽星1212)操作规程炽星1212为2D 3D 切割等雕刻设备!控制软件为Ncstudio V5.4.49操作方法1开循环水制冷泵。
(它是用来冷却机头的!在工作时机头会热!循环泵会用水槽的水来冷却!水槽内水应该变热更换!)2 开雕刻机(炽星1212)电源开关(一般雕刻机上都有应急开关为旋转按压弹力开关!它的用途也是断电的!)3 然后电脑开机打开控制软件为Ncstudio V5.4.49~1在打Ncstudio V5.4.49 会有每日提示看后关闭即可!~2进入操作面板本面板分为四块!每道蓝条都划分一个工作区!我从上说起第一个工作区是Ncstudio广告雕刻机控制系统。
下面有.文件.编辑.查看.操作.机床.窗口.帮助.下面是控制区按键!其主要用!设置原点(Shift+F6)回工件原点(F7)仿真(F8)开始(F9)暂停(F10)停止(F11)断点继续(Shift+F9)复位(F12)第二个工作区是数控状态。
预测执行时间控制进给速度(毫米/分钟)滑动模块0~120%控制主轴转速滑动模块6000 15000 24000 模块控制调节转速。
还有控制开关第三个工作区为视图区工作轨迹是看视图的小键盘快捷键控制正视图5仰视图2俯视图8左视图4右视图6 放大+ 缩小-工作日志是便于查看的工作文件运行的程序管理也是便于查看调整的系统参数调整工作速度和运行状态!加工参数自动参数空程速度最大5500毫米/分钟加工速度最大4500毫米/分钟厂商参数密码Ncstudio炽星1212厂商参数工作台行程起点机械坐标X方向0 毫米Y方向0 毫米Z方向-80 毫米终点机械坐标X方向1300 毫米Y方向1200毫米Z方向0 毫米对刀块对刀块的厚度为10毫米电机参数X轴0.00625 毫米/脉冲Y轴0.00625 毫米/脉冲Z轴0.003125 毫米/脉冲起跳速度为:300毫米/分钟Z轴最大速度为:800毫米/分钟加速度设定单轴加速度为400毫米/秒2次方设定弯道加速度为1000毫米/秒2次方主轴参数主轴参数最高转速24000转/分钟主轴启动(停止)时间:5000毫秒编程编号I/O状态观察用第四个工作区自动手动手动用小键盘快捷键Z轴+ 9 Z轴- 1 Y轴+ 8 Y轴- 2 X轴- 4 X轴+ 6 鼠标控制运行距离,分别有,动点,0.01mm, 0.05mm, 0.1mm, 0.5mm, 1mm, 5mm, 10mm.供选择自动有卸载打开并装载!4进入第四工作区自动手动进入自动鼠标右键打开并装载在路径中找到NC雕刻文件载入5换刀存NC文件时的,刀型,刀宽,刀长,刃长。
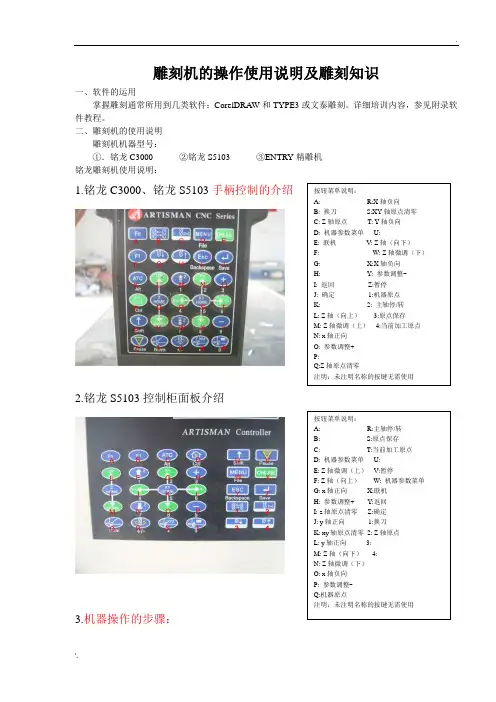
雕刻机的操作使用说明及雕刻知识一、软件的运用掌握雕刻通常所用到几类软件:CorelDRAW 和TYPE3或文泰雕刻。
详细培训内容,参见附录软件教程。
二、雕刻机的使用说明雕刻机机器型号:①.铭龙C3000 ②铭龙S5103 ③ENTRY精雕机铭龙雕刻机使用说明:1.铭龙C3000、铭龙S5103手柄控制的介绍2.铭龙S5103控制柜面板介绍3.机器操作的步骤:按钮菜单说明:A: R:X轴负向B: 换刀S:XY轴原点清零C: Z轴原点T: Y轴负向D: 机器参数菜单U:E: 联机V: Z轴(向下)F: W: Z轴微调(下)G: X:X轴负向H: Y: 参数调整-I: 返回Z:暂停J: 确定1:机器原点K: 2: 主轴停/转L: Z轴(向上)3:原点保存M: Z轴微调(上)4:当前加工原点N: x轴正向O: 参数调整+P:Q:Z轴原点清零注明:未注明名称的按键无需使用按钮菜单说明:A: R:主轴停/转B: S:原点保存C: T:当前加工原点D: 机器参数菜单U:E: Z轴微调(上)V:暂停F: Z轴(向上)W: 机器参数菜单G: x轴正向X:联机H: 参数调整+ Y:返回I: z轴原点清零Z:确定J: y轴正向1:换刀K: xy轴原点清零2: Z轴原点L: y轴正向3:M: Z轴(向下)4:N: Z轴微调(下)O: x轴负向P: 参数调整-Q:机器原点注明:未注明名称的按键无需使用①.打开电源总开关(变频器+机器),打开雕刻机控制机箱上面的电源开关。
机器自动回到机械原点。
按手柄上的X、Y正负向控制X、Y轴移动。
②.放上需要切割或雕刻的板材,摆好合适的位置并用夹具固定确保雕刻时板材不会移动。
主轴装上所用的雕刻刀具,移动X\Y轴定义原点,确定好原点,按XY清零。
然后移动Z轴定义Z轴原点,同样确认好原点按Z轴清零。
③.原点定义完毕后,按ONLINE联机键,进行雕刻机跟电脑的链接。
然后回到电脑上把做好的雕刻路径,导入机器控制软件里面,调整设置好参数,点击连接设备——开始加工,设备开始运行。