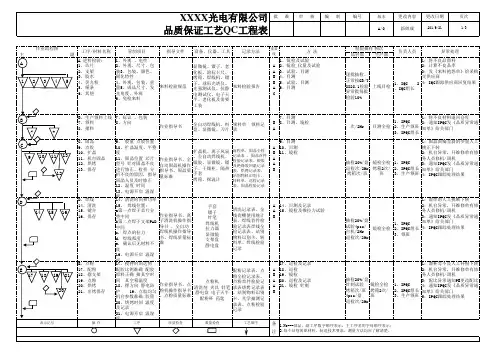
QC工程表
- 格式:xls
- 大小:334.50 KB
- 文档页数:3
序号生产搬运储存检查产品件名、件号工程名称使用设备担当频度方法记录担当频率方法记录
10-1BRKT(B)进料检验料厚3.2±0.14品管每批/一次千分尺进料检验表材质JSH270C/EQUIV品管每批/一次材质证明书进料检验表材料外观无表面刮伤,生锈品管每批/一次目视进料检验表10-2下料200T材料厚度3.2+/-0.14制造5PCS/4H卡尺首件表送料步距班长孔径∮11+0.5制造5PCS/4H卡尺首件表模高班长孔位120+/-0.2制造5PCS/4H卡尺首件表宽度33.6+/-0.4制造5PCS/4H卡尺首件表10-3折弯成型60T外观无拉毛,多料,变形等制造全数目视首件表模高班长角度95±1°品管5PCS/4H角度规首件表高度105.2±-0.5制造5PCS/4H卡尺首件表品管5PCS/4H高度规首件表半成品检验10-4螺母进料检验螺纹规格M10品管5PCS/4H螺纹规进料检验表
10-5BRKT(B-2)螺母点焊点焊机D外观螺母内无焊渣,点焊处无间隙制造全数目视首件表电流19.5A班长1次/4H目视自主检查表扭力强度37.3 kg.m以上品管1PCS/4H扭力扳手首件表电压29V班长1次/4H目视自主检查表
抗压强度603N品管1PCS/2天材料试验机首件表气压0.36~0.37kg.cm2班长1次/4H目视自主检查表
孔位120±0.4制造5PCS/4H卡尺首件表通电时间15s班长1次/4H目视自主检查表
平面度0.2以下频道3班长1次/4H目视自主检查表
20-1BRKT(C/D)进料检验料厚3.2±-0.14品管每批/一次千分尺进料检验表班长材质JSH270C/EQUIV品管每批/一次材质证明书进料检验表材料外观无表面刮伤,生锈品管每批/一次目视进料检验表20-2下料200T外观无毛刺,少料,废料压伤等制造全数目视首件表模高班长材料厚度3.2±-0.14制造5PCS/4H卡尺首件表送料步距班长20-3BRKT(C)成型200T外观无拉毛,,废料压伤等制造全数目视首件表模高班长成型宽度33.6+0.5制造5PCS/4H卡尺首件表角度95±1°品管5PCS/4H角度规首件表BRKT(D)外观无拉毛,,废料压伤等制造5PCS/4H目视首件表角度112±1°品管5PCS/4H角度规首件表宽度40±0.3制造5PCS/4H卡尺首件表
20-4BRKT(C)切断外观无拉毛,废料压伤,接刀口平整等制造全数目视首件表模高长度122.1±0.5制造5PCS/4H卡尺首件表
BRKT(D)侧冲外观无拉毛,废料压伤,接刀口平整等制造全数目视首件表孔位15±0.2制造5PCS/4H卡尺首件表孔径11+0.5制造5PCS/4H卡尺首件表平面度0.2以下品管5PCS/4H高度规首件表
20-5BRKT(D-2)螺母点焊点焊机D外观螺母内无焊渣,点焊处无间隙制造全数目视首件表电流16A班长1次/4H目视自主检查表
扭力强度37.3 kg.m以上品管1PCS/4H扭力扳手首件表电压25V班长1次/4H目视自主检查表
抗压强度603N品管2PCS/每批材料试验机首件表气压0.36~0.37kg.cm2班长1次/4H目视自主检查表
孔位15±0.2制造5PCS/4H卡尺首件表通电时间15s班长1次/4H目视自主检查表
频道10班长1次/4H目视自主检查表
30-1BRKT(A)进料检验料厚2.9±0.14品管每批/一次千分尺进料检验表材质JSH270C/EQUIV品管每批/一次材质证明书进料检验表材料外观无表面刮伤,生锈品管每批/一次目视进料检验表30-2下料200T外观无毛刺,生锈,刮伤等制造5PCS/4H卡尺首件表模高班长流程图
等级处理工程品质特性制造条件管理
处理备注QC工程表
确认确认
管理项目规格管理项目规格
C
C
C
序号生产搬运储存检查产品件名、件号工程名称使用设备担当频度方法记录担当频率方法记录流程图
等级处理工程品质特性制造条件管理
处理备注QC工程表
确认确认
管理项目规格管理项目规格
料厚2.9±0.15制造5PCS/5H卡尺首件表送料步距开口宽度4.4±0.2制造5PCS/4H卡尺首件表班长开口深度3±0.2制造5PCS/4H卡尺首件表下料长度261.8±0.2制造5PCS/4H卡尺首件表下料宽度50±0.2制造5PCS/4H卡尺首件表
30-3成型(-)200T外观无毛刺,毛刺方向与卷圆方向相反制造全数目视首件表模高
30-4成型(二)200T外观卷圆口无错位现象,毛刺方向与卷圆方向相反制造全数目视首件表模高
40-1MRSS进料检验规格∮36±0.3*25±0.3品管每批/5PCS卡尺进料检验表材质JSH270C/EQUIV品管每批/一次材质证明书进料检验表材料外观无表面刮伤,生锈品管每批/一次目视进料检验表40-2材料清点外观样品制造每批/5PCS目视材料清点
40-3BRKT(A)卷圆烧焊ROBORT烧焊机外观无焊渣,气孔,接口处无间隙制造全数目视首件表电流135±5A班长1次/4H目视自主检查表
烧焊尺寸1个(15+2.0*5+1.0)制造5PCS/4H卡尺首件表电压18.5±2V班长1次/4H目视自主检查表
孔径∮81±0.2(X+Y)/2制造5PCS/4H卡尺首件表焊接速度80±10mm/min班长1次/4H目视自主检查表
真圆度0.6以下制造5PCS/4H卡尺首件表收弧时间0.3s班长1次/4H目视自主检查表
40-4BRKT(2)BRKT-B(2)+BRKT-C烧焊ROBORT烧焊机外观无焊渣,气孔,接口处无间隙,螺母内无焊渣等制造全数目视首件表电流135±5A班长1次/4H目视自主检查表
烧焊尺寸2个(25+2.0*5+1.0)制造5PCS/4H卡尺首件表电压18.5±2V班长1次/4H目视自主检查表
2个(15+2.0*5+1.0)制造5PCS/4H卡尺首件表焊接速度80±10mm/min班长1次/4H目视自主检查表
2个(20+2.0*5+1.0)制造5PCS/4H卡尺首件表收弧时间0.3s班长1次/4H目视自主检查表
40-5BRKT(1)BRKT(B+C)+BRKT(A)+BRKT(D)烧焊ROBORT烧焊机外观无焊渣,气孔,接口处无间隙,螺母内无焊渣等制造全数目视首件表电流135±5A班长1次/4H目视自主检查表
烧焊尺寸2个(30+2.0*5+1.0)制造5PCS/4H卡尺首件表电压18.5±2V班长1次/4H目视自主检查表
3个(20+2.0*5+1.0)制造5PCS/4H卡尺首件表焊接速度80±10mm/min班长1次/4H目视自主检查表
收弧时间0.3s班长1次/4H目视自主检查表
40-6BRKTBRKT(1)+MRSS烧焊ROBORT烧焊机外观无焊渣,气孔,接口处无间隙,螺母内无焊渣等制造全数目视首件表电流135±5A班长1次/4H目视自主检查表
烧焊尺寸2个(25+2.0*5+1.0)制造5PCS/4H卡尺首件表电压18.5±2V班长1次/4H目视自主检查表
孔径∮81±0.2(X+Y)/2制造5PCS/4H卡尺首件表焊接速度80±10mm/min班长1次/4H目视自主检查表
真圆度0.6以下制造5PCS/4H卡尺首件表收弧时间0.3s班长1次/4H目视自主检查表
孔位120±0.4制造5PCS/4H卡尺/量具首件表145.4±0.4制造5PCS/4H量具首件表140±0.4制造5PCS/4H量具首件表平面断差7.5±0.3制造5PCS/4H量具首件表开口角度3.1±1°制造5PCS/4H量具首件表角度21.9±2°制造5PCS/4H量具首件表圆宽度25±0.2制造5PCS/4H卡尺首件表平行度0.3以下品管5PCS/4H高度规首件表切片试验0.3以上品管1PCS/每批投影仪切片试验报告书抗拉强度以母材先断裂为标准品管1PCS/每批材料试验机材料试验报告书C
C
C
C
C
C
序号生产搬运储存检查产品件名、件号工程名称使用设备担当频度方法记录担当频率方法记录流程图
等级处理工程品质特性制造条件管理
处理备注QC工程表
确认确认
管理项目规格管理项目规格
50-1RR MT BRKT委外ED外观无刮伤,划上,色差,ED层无脱落等供应商全数目视检验报告膜层厚度9-15um供应商每批/5PCS膜厚仪检验报告盐雾试验240小时供应商半年/1PCS盐雾试验机盐雾试验报告
50-2进料检验外观无刮伤,划上,色差,ED层无脱落等品管每批/15PCS目视检验报告膜层厚度9-15um品管每批/5PCS膜厚仪检验报告孔径∮81±0.2 (X+Y)/2品管每批/3PCS卡尺首件表真圆度0.6以下品管每批/3PCS卡尺首件表真圆度0.6以下制造每批/5PCS卡尺出货检验报告孔位120±0.4制造每批/5PCS卡尺/量具出货检验报告145.4±0.4制造每批/5PCS量具出货检验报告
60-1出货检验140±0.4制造每批/5PCS量具出货检验报告
平面断差7.5±0.3制造每批/5PCS量具出货检验报告开口角度3.1±1°制造每批/5PCS量具出货检验报告角度21.9±2°制造每批/5PCS量具出货检验报告圆宽度25±0.2制造每批/5PCS卡尺出货检验报告平行度0.3以下品管每批/5PCS高度规出货检验报告抗拉强度以母材先断裂为标准品管1PCS/每月材料试验机材料试验报告书C