BOSS柱设计尺寸规范
- 格式:pdf
- 大小:50.55 KB
- 文档页数:1

第 1 页 共 20 页 一、前言
规范,能避免低级错误,能提高工作效率!
之前习惯了用CAD来出工程图,首先要从creo里面导成2d,然后再标注。最痛苦的莫过于3d有什么改动时,需要重新导一遍,同时那些不同公差需要切换标注模式,总之这种方法很繁琐。
最近同事兆飞一直在纠正我的标注坏习惯,那些规范大学里面都学过,只是工作后养成一些不好的习惯,这次重新规范起来。
二、简介
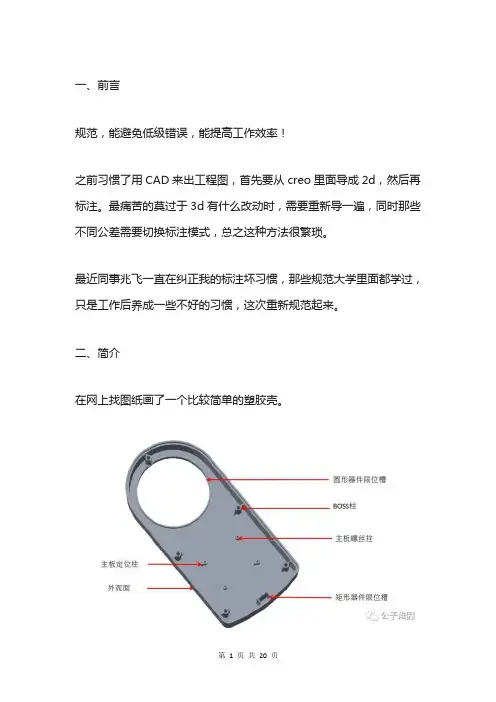
在网上找图纸画了一个比较简单的塑胶壳。
第 2 页 共 20 页 三、标注前的准备
1,重定向一个尽量能看清所有特征的视图,保存,可以命名为3D。
2,在creo里面新建一个绘图,然后选择图框并加载配置文件。(需要配置文件和图框的可以私信我。) 第 3 页 共 20 页
四、标注思路
一般我的标注思路是:外观---技术要求---外形尺寸---boss柱和定位柱---其他特征和装配。
工程图主要是表示清楚一个零件(组件)的尺寸公差、形位公差和表面粗糙度。而一般塑胶件基本上都是标尺寸公差、形位公差只标特征相对基准的位置,很少去标同轴度、平行度等,表面粗糙度会在技术要求里面说明。
1,外观
在“布局”里面点击“常规视图”然后选择3d,应用。 第 4 页 共 20 页
把比例设置为0.5,一般3d视角是平面视角的0.5倍。例如如果平面视图的比例是2:1,那么3d视角比例是1:1。3d视角和技术要求一般放在最右侧。 第 5 页 共 20 页
在草绘里面点击选择边,然后把标红的一圈选取出来。 第 6 页 共 20 页
利用“拐角”把选取出来的线条修整成封闭的曲线,然后点击“填充”。最后加上注释,命名为“A1” 第 7 页 共 20 页
2、技术要求
根据情况就可以修改[2]、[6]等。 第 8 页 共 20 页
3、外形尺寸
一般两个视图标注最大的长宽高即可,如果外形比较规则,可以添加一些细节的标注。 第 9 页 共 20 页

技术部文集-200801T
1 螺丝柱常见缺陷分析与解决方案
作者欧相麟
摘要:螺丝柱是塑胶产品中常用的结构,在成型过程中,常遇到开裂、滑牙、根
部断裂、缩水、发白和流痕等缺陷。本文主要从塑料材料、结构设计、模具设计
和成型工艺等方面分析缺陷产生的原因,并探讨其解决方案。
关键词:螺丝柱开裂滑牙根部断裂缩水发白流痕
螺丝柱,也称BOSS柱,是塑胶产品中常见的结构,也是成型中遇到问题最多的结构之
一。螺丝柱常见的成型缺陷主要有开裂、滑牙、根部断裂、缩水、发白、流痕等,严重影响
塑胶产品的外观和使用。本文将从塑料材料、结构设计、模具设计和成型工艺的角度出发,
分析这些缺陷产生的原因,并提出解决方案。
1.螺丝柱的结构设计
图1是螺丝柱的典型结构,对于很多人来说,最困惑的是螺丝柱的尺寸如何确定。螺丝柱的尺寸主要是由螺钉公称直径M和材料种类决定的。其中外径D=M×外径系数;内径d=M
×内径系数;螺纹深度H=M×螺纹深度系数。成型螺丝柱的材料不同,具体的尺寸系数也有
所不同,具体可参考图2。
图1 螺丝柱的尺寸图2 典型材料的螺丝柱尺寸系数
螺丝柱内径的入口处可设计一个凹台,凹台的作用是减小攻螺丝时的初始应力。凹台的
直径D1=M+约0.2mm;深度h=(0.3~0.5)×D1。有时为了设计简单化,将凹台改成倒角,
如图3,同样也可以起到减小初始应力的作用,倒角的大小一般为(1~1.5)×45°。
图3 螺丝柱内径入口处倒角图4 过渡圆角与应力集中系数的关系
在内径、外径和凹台的根部,应采用圆角过渡。因为注塑成型过程中,尖角处会产生很高的内应力。过渡圆角越大,产生的应力集中越小,如图4所示,当90°转角的过渡圆角小
技术部文集-200801T
2 于壁厚的25%时,该处就会有较高的应力集中;在允许的情况下,推荐过渡圆角的半径大于
壁厚的50%以上。
螺丝柱高度应尽可能矮。当螺丝柱高度大于其外径的两倍时,一般需要添加加强筋以增
加强度。螺丝柱不能太靠近外壁,否则会造成制件的壁厚不均,从而导致缩水。当靠近外壁时,可采用加强筋与外壁相连,如图5所示。

汽 车 仪 表 板 设 计 方 法
仪 表 板 是 汽 车 内 饰 中 结 构 最 为 复 杂 , 零 部 件 数 量 最 多 的 总
成 零 件。 仪 表 板 的 外 观 质 量 和 风 格 决 定 了 客 户 对 整 车 内 饰 的
评 价, 它 包 括 了 许 多 功 能 性 的 零 件, 如 组 合 仪 表、 音 响 娱 乐 系
统、 各 种 电 器 开 关、 空 调 控 制 器 等 等 零 件, 同 时 在 仪 表 板 设 计
上 还 涉 及 到 许 多 安 全 法 规 的 要 求, 如 驾 驶 员 可 视 区 域 的 要 求、
头 部 撞 击 的 要 求、 膝 部 撞 击 的 要 求 等。 所 以 仪 表 板 的 设 计 有
着 较 高 的 设 计 难 度。
1、 仪 表 板 零 件 简 介
仪 表 板 总 成 是 汽 车 座 舱 系 统(COCKPIT) 的 重 要 组 成 部
分, 它 包 含 的 零 部 件 种 类 和 数 量 要 看 座 舱 系 统 的 具 体 结 构
和 对 它 如 何 划 分, 一 般 而 言, 仪 表 板 总 成 由 以 下 几 部 分 组 成:
1. 仪 表 板 本 体, 它 是 座 舱 系 统 的 载 体 和 框 架. 从 触 感 上 可
分 为 硬 塑 仪 表 板 和 软 化 仪 表 板. 硬 塑 仪 表 板 一 般 用 于 低
价 的 家 庭 用 车, 如CORSA 仪 表 板 和 秦 川 仪 表 板。 为 了 提
高 仪 表 板 的 外 观 质 量 ( 大 型 注 塑 件 上 易 产 生 注 塑 缺
陷)和 触 感, 常 常 在 仪 表 板 的 表 面 喷 涂 软 触 漆。 另 一 类
是 软 化 的 仪 表 板, 可 以 通 过 发 泡 材 料 在 表 皮 和 骨 架 之
间 发 泡, 或 是 将 带 有 泡 沫 背 基 的 表 皮 复 合 到 仪 表 板 骨

模具设计标准
塑胶模具设计准则
1.浇注
二板模灌嘴的规格选用Φ12,Φ16,Φ20。
三板模灌嘴的规格选用Φ16,Φ20。
灌嘴出采购图,不出加工图。
灌嘴紧配上固定板5mm深,母模板深度为10mm。
灌嘴上的弧形面为SR21,弧面的深度为3mm。进胶口径为Φ4,大口与流道直径相同。
碗型灌咀内径需大于84MM以上,以防止射嘴发热圈损坏.,并取消定位环部分。
如果是斜灌嘴,上固定与母模板用销钉做定位,灌嘴孔加工以销孔碰数。
梯形流道:规格有8*6,6*4,5*3,4*3,斜度为5度,盡量設置在公模仁上。
侧进或搭接式进胶:浇口大端尽量平流道底部(斜度足够大)
潜进胶:LED固定座,按键类小产品做成两段式圆形潜进胶,挡板及以上用方形潜胶口(两段式)
小段尽量短,断差0.5mm。
牛角式进胶:牛角进胶口尽量做大,弧度做大(0.4圆间隙),进点尽量靠近产品内侧面。
牛角拆入子加工,采用两半式的;为方便拆装,从入子表面锁螺丝,过孔攻牙。如入子足够大,可一侧锁螺丝,另一入子挂台。
流道不能超过牛角(潛進膠)顶端。
多穴产品多采用潜进胶或牛角时,间距要排开,考虑使用圆形流道,防止流道断裂。
点浇口在产品表面或PL面,直径须小于Φ3,2段斜度相接;
点浇口如在母模仁底面,相交接处小端取Φ3;
拉料针倒扣斜度为40度,拉料针头部插入流道3mm。 三板模灌嘴倒扣全周,正面設計塑膠料厚2mm,以減少冷卻時間
二板模主流道,三板模分流道入水正下方必須設置頂針(拉料頭)
二.冷却
模仁上水路为Φ6和Φ8的水牙为PT1/8,Φ10的水牙为PT1/4,模板上水牙为PT1/4,做Φ30*25的水路沉头孔。
常用防水圈规格为Φ14,Φ16,Φ18 ,Φ20,厚度3.0mm,防水圈槽的深度为2.3mm,薄铁须保留。6*8.5*16- Φ14*3,8*10.5*18- Φ16*3,10*12.5*20- Φ18*3
水路尽量从非操作侧进出,数量尽量取偶数。