云南金安桥水电站机组蜗壳组焊技术
- 格式:pdf
- 大小:228.82 KB
- 文档页数:4
海南红岭水利枢纽工程机电设备安装肘管、锥管、蜗壳拼装焊接施工方案葛洲坝集团二公司海南红岭机电设备安装项目部二0一一年十二月一十五日编制:审核:批准:海南红岭水利枢纽工程机电设备安装肘管、锥管、蜗壳拼装焊接一、项目概述红岭水利枢纽工程水电站为渠首和坝后两座电站,坝后电站两台大机组(2×30MW)组成两机一变扩大单元接线,经一台S-75000/110主变压器升压至11110kV;坝后电站小机组(3.2MW)与渠首电站两台机组(2×6.3MW)组成三机一变单母线接线,经一台S-20000/110 主变压器升压至110kV。
其蜗壳为金属蜗11壳,尾水肘管及锥管均为金属构件,鉴于肘管、锥管和蜗壳安装时厂房桥机可能未形成,拟定起吊、安装采用25t汽车吊进行。
二、施工及验收的技术标准和规范本项目必须严格遵照下列现行规程、规范及技术标准进行安装施工(但不限于下列规程、规范和规定)(1)水轮机金属蜗壳安装焊接工艺导则 DL/T5070(2)水轮机基本技术条件 GB/T15468 (4)水轮机通流部件技术条件 GB/T10969 (5)起重机械安全规程 GB6067(6)焊接质量要求 GB/T124687.1~12467.4 (7)《钢焊缝手工超声波探伤方法和探伤结果分级》 GB/T11345-1989 (8)《无损检测焊缝磁粉检测》 JB/T6061-2007三、编制依据3.1 编制依据(1)业主提供的图纸和技术文件;(2)业主审批的施工组织设计;(3)与本工程有关的法律、法规;(4)与本工程安装施工有关的规程、规范和技术标准;(5)我公司在以往及在建同类水电站安装的经验。
3.2 编制原则(1)保证机电设备安装工程质量的原则;(2)保证安装施工工期的原则;(3)保证文明施工、安全生产的原则;(4)满足与土建协调施工的原则;(5)尽量最优化安装施工方案和应用新技术的原则;(6)遵循统筹兼顾,综合平衡,尽量做到平衡生产的原则;(7)尽量节省成本和提高工效的原则。
目录一、截流工程概述 (3)二、截流施工方法及进度计划 (3)1、施工特点难点 (3)2、施工方案 (3)3、施工进度安排 (4)三、截流施工准备工作情况 (5)1、截流组织机构 (6)2、截流模型试验(截流试验) (6)3、备料工作情况 (7)4、设备、工况及准备情况 (7)5、坝肩开挖工作 (8)6、水情测报、监测及通讯组织体系安排情况 (8)7、安全保证措施 (9)8、应急措施 (10)四、截流相关的工程完成(或移交使用)情况 (10)1、左右岸边坡开挖与支护 (10)2、交通工程(R2公路、R5公路、R9公路、R6公路、R12公路、R14公路等) (11)3、水下隐蔽工程 (11)4、水保工程(边坡开挖处理) (11)五、后续施工计划 (13)1、围堰工程施工 (13)2、主体工程施工 (14)3、导流工程施工 (14)六、安全度汛措施 (15)1、围堰工程施工 (15)2、超设计防洪水处置 (15)3、溃堰分析 (15)4、2006年及后续施工期的汛期安排 (15)七、截流工程质量保证措施及环保、安全文明施工措施 (16)1、质量保证措施 (16)2、环保措施 (17)3、安全文明施工措施 (19)八、截流工程施工大事记 (20)一、截流工程概述金安桥水电站位于云南省丽江市境内的金沙江中游河段上,是金沙江中游河段规划的第五级电站。
电站总装机容量4×600MW,枢纽主要有挡水大坝(坝高160m)、右岸溢流表孔及消力池、右岸泄洪(冲沙)底孔、左岸冲沙底孔、坝后厂房及交通洞等。
截流时的分水建筑物由布置在右岸1#、2#导流隧洞组成,隧洞断面为城门洞型,断面尺寸为16.0m×19.0m。
1#导流洞进口底板高程1289.90m,出口高程1287.182m;2#导流洞进口底板高程为1295.00m,出口高程为1291.394m。
根据金安桥水电站总进度计划和相关水文资料,截流时只有1#导流隧洞进行分流。

大型水轮机蜗壳快速安装技术赵七美【摘要】Taking the on-site installation of spiral case of turbine in Ahai Hydropower Station as an example, the installation requirements and experiences are summed up herein from the aspects of mounting, welding, TOFD testing, construction progress control and quality control. The actual detections show that the mounting and welding qualities of four completed spiral cases are excellent.%根据阿海电站水轮机蜗壳现场安装中的关键工序和控制重点,整理、总结出大型机组蜗壳挂装、焊接、TOFD无损检测、施工进度及质量等方面的控制要求和施工经验.实际检测表明,已完成的4台水轮机蜗壳挂装和焊接质量全部达到优良标准.【期刊名称】《水力发电》【年(卷),期】2012(038)011【总页数】3页(P81-83)【关键词】蜗壳;挂装;焊接;后热消氢;TOFD检测;阿海水电站【作者】赵七美【作者单位】中国水电十四局阿海电站机电安装项目部,云南丽江674122【正文语种】中文【中图分类】TK730.312(274)1 工程概况阿海水电站厂房为地上厂房,电站共装设5台套单机额定容量为400 MW的机组,单节蜗壳外形尺寸大,质量大,挂装、焊接工艺要求高。
由于是地上厂房,蜗壳安装具有以下的特点:①蜗壳安装期间主厂房桥机不能行走至各机组段,只能采用大坝缆机进行管节吊装,吊装和协调难度大。
②蜗壳安装全部为露天施工,因外形尺寸巨大,防风防雨难度极大。
Water Conservancy & Hydropower︱164︱2017年1期浅谈提高龙开口电站2#机组蜗壳焊接焊缝探伤一次性合格率措施范孝华 陈景明 李文斌华能雅鲁藏布江水电投资开发有限公司工程部,四川 成都 610200摘要:龙开口电站是华能集团在金沙江上的唯一一座电站,是华能集团的“窗口工程”,华能龙开口水电有限公司提出了创建国家优质工程金奖的目标,蜗壳焊接作为机电安装的重要部分,受到极大的关注,必须按照“外美内实”的要求控制蜗壳焊接质量,打造龙开口电站机电安装“精品工程”的质量目标。
关键词:蜗壳;焊接;探伤;质量控制中图分类号:TV547.3 文献标识码:B 文章编号:1006-8465(2017)01-0164-02龙开口水电站机组引水压力钢管道内径10m,采用单元供水的方式由单条压力钢管引水通过蜗壳导流后进入转轮。
单台蜗壳由36节组成,钢板厚度为δ30~δ50mm 的B610CF 高强钢材料。
蜗壳所有的环缝和凑合节的纵缝全部在现场手工焊接完成。
蜗壳的焊接顺序为:管节之间的环缝焊接→凑合节纵缝焊接 →凑合节环缝焊接→蝶形边焊接→蜗壳与钢管间凑合节纵缝、环缝。
1 蜗壳焊接本身质量要求根据龙开口蜗壳焊接要求,蜗壳所有焊缝必须进行焊缝外观检查,和焊缝无损探伤检查,且探伤标准为一次探伤合格率为95%以上。
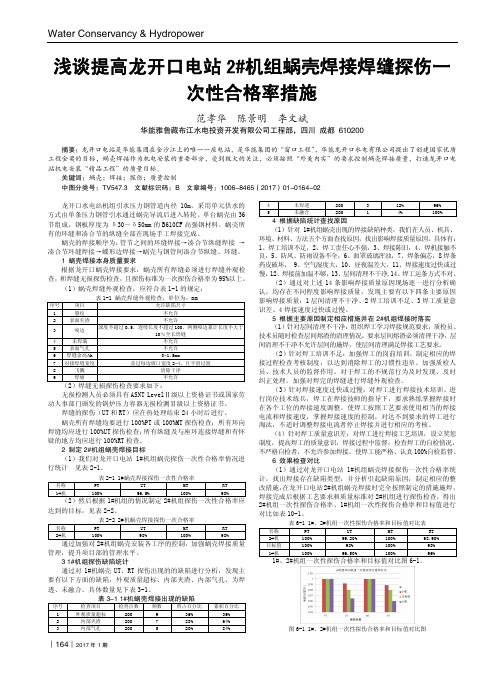
(1)蜗壳焊缝外观检查,应符合表1-1的规定: 表1-1 蜗壳焊缝外观检查,单位为:mm序号 项目 允许缺陷尺寸 1 裂纹 不允许 2 表面夹渣不允许3 咬边深度不超过0.5,连续长度不超过100,两侧咬边累计长度不大于10%全长焊缝4 未焊满 不允许5 表面气孔 不允许6 焊缝余高∆h 0~1.5mm7 对接焊缝宽度 盖过每边坡口宽度2~4,且平滑过渡8 飞溅 清除干净 9焊瘤 不允许 (2)焊缝无损探伤检查要求如下:无损检测人员必须具有ASNT LevelⅡ级以上资格证书或国家劳动人事部门颁发的锅炉压力容器无损检测Ⅱ级以上资格证书。
金沙江龙开口水电站机电设备安装工程(合同编号:LKK/C4)水轮机蜗壳安装施工方案中国葛洲坝集团机电建设有限公司西南机电安装处龙开口机电安装项目部2011年1 月 11 日批准:审查:校核:编制:目录一概述 (1)1.1 工程范围 (1)1.2 蜗壳简介及主要工程量 (1)1.2.1 蜗壳简介 (1)1.2.2 蜗壳工程量 (1)1.3 蜗壳安装主要质量要求 (2)1.3.1 编制依据 (2)1.3.2 蜗壳安装主要质量要求 (3)1.3.3 蜗壳各断面控制尺寸参数 (3)二施工准备及布置 (4)2.1 施工准备 (4)2.2 施工布置 (5)三施工工艺及主要技术措施 (7)3.1 施工工艺流程 (7)3.1.1 蜗壳安装工艺流程 (7)3.1.2 蜗壳挂装流程 (7)3.2 蜗壳运输与吊装 (8)3.3 蜗壳挂装 (9)3.3.1 蜗壳定位节挂装 (9)3.3.2 蜗壳其它管节挂装 (10)3.3.3 蜗壳挂装一般技术要求 (10)3.3.4 蜗壳凑合节挂装 (11)3.4 蜗壳焊接 (12)3.4.1 蜗壳焊接顺序 (12)3.4.2 对施工现场的要求 (12)3.4.3 焊接材料要求 (12)3.4.4 蜗壳焊接一般要求 (12)3.4.5 蜗壳焊接方法 (14)3.4.6 蜗壳焊缝检查 (15)3.5 蜗壳附件安装 (16)四工期计划及资源配置 (17)4.1 工期计划 (17)4.2 人力资源配置 (17)4.3 设备及主要工器具配置 (17)五施工质量控制措施 (18)六安全文明施工控制措施 (19)6.1 施工安全控制措施 (19)6.2 现场文明施工管理 (20)七附件 (21)一概述1.1 工程范围龙开口水电站5台机蜗壳为钢板焊接结构,蜗壳瓦片在工地现场拼装,以整体管节的形式交货。
我方负责交货之后的运输、吊装、焊接和防腐工作。
1.2 蜗壳简介及主要工程量1.2.1 蜗壳简介龙开口水电站机组引水压力钢管道内径10m,采用单元供水的方式由单条压力钢管引水通过蜗壳导流后进入转轮。