IQC检验规程(修订版)-GB钢管(流体输送用不锈钢无缝钢管.
- 格式:doc
- 大小:87.00 KB
- 文档页数:3
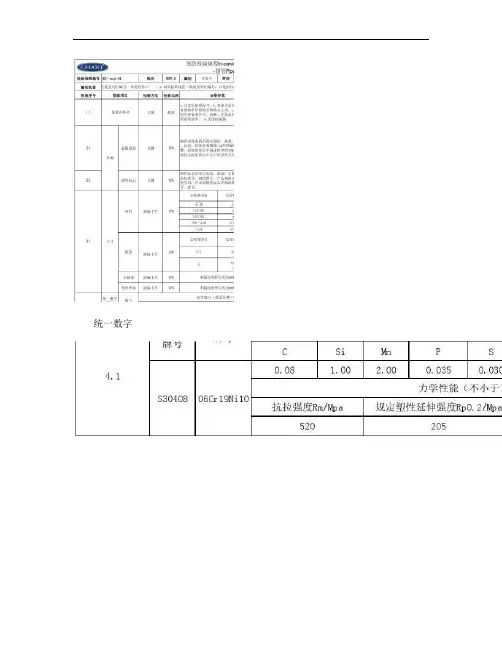

钢管质量标准表:标准代号内容项目SY/T5037-2000GB/T9711.1-1997(A级)API Spec 5L(42)适用范围燃气、水、煤气、空气、采暖、蒸气等普通流体输送管道用钢管石油天然气工业输送用钢管石油天然气工业输送用钢管钢种Q195、Q215、Q235 L175——L483 A、B、X42——X70 尺寸管体外径D<508 ±0.75%D D≥508 ±1.00%DD<508 ±0.75%D D≥508 ±1.00%DD<508 ±0.75%D 508≥D≥914 -0.25%D~+0.75%DD>914 -3.20~+6.35管端外径D<508 ±0.75%D ±2.5 取小值D≥508 ±1.00%D ±4.5 取小值D≤273.1 -0.40~+1.59 D>323.9 -0.79~+2.38D≤273.1 -0.40~+1.59 D>273.1 -0.79~+2.38偏差壁厚D<508 ±12.5%t -12.5%t~+15.0%t -12.5%t~+15.0%t D≥508 ±10.0%t L175~L245 -10.0%t~+17.5%t 不高于B级-12.5%t~+17.5%t L290~L555 -8.0%t~+19.5%t 不低于X42 -8.0%t ~+19.5%t 椭圆度管端100范围内±1%D D>508的钢管在距管端101.6范围内最大外径不得比公称外径大1%;最小外径不得比公称外径小1% D>508的钢管在距管端101.6范围内最大外径不得比公称外径大1%;最小外径不得比公称外径小1% 弯曲度(直度)不得超过钢管总长的0.2% 不得超过钢管总长的0.2% 不得超过钢管总长的0.2% 管端坡口坡口角30°--35°钝边 1.6±0.8 坡口角30°--35°钝边 1.59±0.79 坡口角30°--35°钝边1.59±0.79 切斜D<813 , ≤1.6 D≥813 , ≤3.0<1.59 <1.59 错边t≤12.7 0.35t且不得大于3.0 ≤1.59 ≤1.59 t>12.7 0.25t 0.1251与3.18的取最小值0.1251与3.18的取最小值焊缝余高t≤13…<3.2 t>13 <4.8t≤12.7…<3.18 t>12.7 <4.76t≤12.7…<3.18 t>12.7 <4.76化学分析每熔炼批取1个试样每熔炼批取2个试样每熔炼批取2个试样拉伸试样每检验批取一个焊接接头试样母材:每熔炼批取1个试样螺旋焊缝:每熔炼批取1个试样对头焊缝:不多于50根取一个试样母材:每熔炼批取1个试样螺旋焊缝:每熔炼批取1个试样对头焊缝:不多于50根取一个试样导向弯曲试验不做每检验批取一个正弯试样和一个反弯试样,对头焊缝不多于50根取一个正弯试样和一个反弯试样每检验批取一个正弯试样和一个反弯试样,对头焊缝不多于50根取一个正弯试样和一个反弯试样断裂韧性试验不做合同要求时,夏比冲击每熔炼批取3个; D≥508时,落锤冲击每熔炼批取2个合同要求时,夏比冲击每熔炼批取3个; D≥508时,落锤冲击每熔炼批取2个无损检验补焊焊缝,对头焊缝,环向焊缝应进行X射线或超声波检验;螺旋焊缝抽查20%的钢管,用于可燃气体输送管的螺旋焊缝应100%的检验100X检验或100%超声波检测,加对头焊缝、丁字焊缝和管端203mm X射线检验100X检验或100%超声波检测,加对头焊缝、丁字焊缝和管端203mm X射线检验D:钢管公称外径,mm t:钢管公称壁厚,mm [σ]静水压试验的试验应力,MPa;L:单根钢管长度P:静水压试验压力,Pa锅炉用无缝管的化学成分及机械性能:化学成份标准牌号化学成分C Si Mn P、S Cr MoDIN17175 St35.8 ≤0.17 0.10~0.35 0.40~0.80 ≤0.030 / /St45.8/Ⅲ ≤0.21 0.1~0.35 0.40~1.20 ≤0.030 / /15Mo3 0.12~0.20 0.1~0.35 0.40~0.80 ≤0.030 / 0.25~0.3513CrMo44 0.10~0.18 0.1~0.35 0.40~0.70 ≤0.030 0.70~1.10 0.45~0.6510CrMo910 0.08~0.15 ≤0.50 0.40 0.70 ≤0.030 2.00~2.50 0.90~1.20机械性能标准牌号抗拉强度(MPa) 屈服强度(MPa) 伸长率(%)DIN17175 St35.8 360~480 ≥235 ≥25St45.8/Ⅲ 410~530 ≥255 ≥2115Mo3 450~600 ≥270 ≥2013CrMo44 440~590 ≥290 ≥200CrMo910 450~600 ≥280 ≥18无缝钢管的执行标准:1.结构用无缝钢管(GB/T8162-1999)是用于一般结构和机械结构的无缝钢管。

压力管道检验通用规程编制日期审查日期批准日期1总则1.1本守则适用于GB50235-97、GB50236-98标准规定的碳钢、不锈钢管道检验。
1.2依据:《压力管道安全管理与监察规定》《工业金属管道工程施工及验收规范》(GB50235-97)《现场设备、工业金属管道焊接工程施工及验收规范》(GB50236-98)《低中压锅炉用无缝钢管》(GB3087-82)《输送流体用无缝钢管》(GB/T8163-99)《钢管的验收、包装、标志和质量证明书》(2102-88)《碳钢焊条》(GB/T5117-1995)《不锈钢焊条》(GB/T983-1995)《化工设备、管道防腐蚀工程施工及验收规范》(HGJ229-83)2 压力管道安装的检验分为二类2.1材料质量检验;2.2压力管道安装质量检验;3 材料质量检验3.1管道、管道组成件及管道支承件的检验3.1.1管材、管件必须有制造厂的合格证明书,否则要补作所缺项目的检验,其指标要符合现行国家和部颁技术标准。
3.1.2管材、管件在入库及使用前应按要求核对其规格、材质、型号。
3.1.3管材、管件在使用前应进行外观检查,要求其表面○1无裂纹、缩孔、夹渣、折叠、重皮等缺陷;○2锈蚀或凹陷不超过壁厚负偏差、螺纹密封面良好,精度及粗糙度达到设计要求或制造标准;合金钢管及管件应有材质标记。
3.1.4合金钢管及管件在使用前均应用光谱分析或其它方法进行复查,并作标记。
3.1.5设计文件要求进行低温冲击韧性试验的材料,供货方应提供低温冲击韧性试验结果的文件,其指标不能低于设计文件的规定。
3.1.6设计文件要求进行晶间腐蚀试验的不锈钢管子及管件,供货方应提供晶间腐蚀试验结果的文件,其指标不能低于设计文件的要求。
3.2无缝钢管检验根据公司的具体情况,如一般使用20#(GB3087、GB8163)无缝钢管。
3.2.1检查质量证明书、标识,质量证明书应由供方技术部门盖章,并应有如下内容:○1供方名称或标记;○2需方名称、发货日期、合同号;○3产品标准号;○4钢的牌号;○5炉号、批号、交货状态、重量(或根数)和件数;○6品种名称、规格和质量等级;○7产品标准规定的各项检验结果;○8技术监督部门的印记,外径≥38mm的钢管的端部还应有标记,标记内容应包括钢的牌号、产品的规格、标准号、供方商标或印记。
G B T低压流体输送用焊接钢管公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]低压流体输送用镀锌焊接钢管GB/T 3091-2001前言本标准非等效采用ISO 559:1991《下水道用碳素钢钢管》。
本标准在合并GB/T 3091—1993《低压流体输送用镀锌焊接钢管》、GB/T 3092—1993《低压流体输送用焊接钢管》和GB/T14980—1994《低压流体输送用大直径电焊钢管》等三项标准的基础上,增加了直缝埋弧焊钢管内容(主要由广州番禺珠江钢管有限公司提出)。
本标准与ISO 559:1991在外径系列、外径和壁厚的允许偏差等技术内容上存在差异。
本标准此次修订时以下主要技术内容进行了修改:——修改了外径和壁厚系列,扩大了外径的范围;——修改了通常长度范围,取消了电阻焊对接钢管;——修改了理论重量公式的系数;——增加了新的牌号;——修改了原GB/T 14980—1994 标准中的协议条款焊缝内毛刺的剩余高度;对埋弧焊钢管的焊缝余高和错边也做了相应规定。
——取消了原GB/T3092—1993标准中的炉焊制造方法,增加了直缝埋弧焊制造工艺。
自本标准实施之日起,代替GB/T3091—1993《低压流体输送用镀锌焊接钢管》、GB/T3092—1993《低压流体输送用焊接钢管》和GB/T14980—1994《低压流体输送用大直径电焊钢管》。
本标准的附录A和附录B都是标准的附录。
本标准由国家冶金工业局提出。
本标准由全国钢标准化技术委员会归口。
本标准起草单位:凌钢集团锦西钢管有限责任公司、广州番禺珠江钢管有限公司、上海钢管股份有限公司、山西太钢集团临汾钢铁有限公司焊管厂。
本标准主要起草人:齐惠娟、王龙、佟连勋、李军强、赵善元、蔡亚平、刘文亮。
1 范围本标准规定了低压流体输送用直缝焊接钢管的尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志及质量证明书。
本标准适用于水、污水、燃气、空气、采暖蒸汽等低压流体输送用和其他结构用的直缝焊接钢管。

不锈钢管技术规程第一部分: 引言不锈钢管是一种重要的管道材料,广泛应用于石油化工、食品加工、医药、航空航天等领域。
本技术规程旨在对不锈钢管的原材料、生产工艺、质量控制等方面进行规范,以确保不锈钢管的质量和安全性。
第二部分: 原材料1. 不锈钢管的原材料应采用符合国家标准的不锈钢板卷或管坯,材质应符合设计要求,并且应具有良好的耐腐蚀性能和机械性能。
2. 原材料应进行批号管控,并配有合格证明,确保原材料的溯源和质量可追溯。
第三部分: 生产工艺1. 不锈钢管的生产工艺应符合国家标准,并且应采用先进的生产设备和工艺流程,确保管材的成型精度和表面质量。
2. 在生产过程中,应严格控制管材的化学成分、力学性能,以及尺寸偏差和表面缺陷,确保产品的稳定性和可靠性。
第四部分: 质量控制1. 对不锈钢管产品的质量控制应包括原材料检验、生产过程控制和成品检验等环节,确保产品符合国家标准和客户要求。
2. 对于重要用途的不锈钢管,应进行非破坏性检测和压力试验,以验证产品的可靠性和安全性。
第五部分: 包装与运输1. 不锈钢管的包装应符合国家标准和客户要求,确保产品在运输过程中不受损坏。
2. 在运输过程中,应采取适当的保护措施,避免产品受到挤压、震动和腐蚀等影响。
第六部分: 使用与维护1. 在不锈钢管的使用过程中,应遵循相关的安装和使用规范,确保产品能够发挥最佳的性能和寿命。
2. 不锈钢管的维护应定期进行,特别是在腐蚀性环境中的使用场合,要加强防腐保护和定期清洗。
结论不锈钢管作为重要的管道材料,其质量和安全性对于生产和工程项目具有重要意义。
本技术规程对不锈钢管的原材料、生产工艺、质量控制、包装与运输、使用与维护等方面进行了规范,希望对不锈钢管的生产和应用提供参考。