P168-图3-103+车螺纹轴《机械加工工艺过程卡片》.doc
- 格式:doc
- 大小:57.50 KB
- 文档页数:1
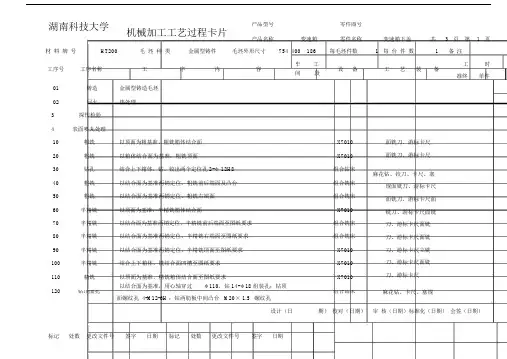
机械加工工艺过程卡
黄石理工学院
校办机械厂 产品型号 P168 零(部)件型号 图3-103 共 1 页
产品名称 零(部)件名称 螺纹轴 第 1 页
材料牌号 45 毛坯种类 圆钢 毛坯外形尺寸 Φ47×121 本批毛坯件数 10
工序号 工序名称 工 序 内 容 车间 设 备 工艺装备 工 时
准终 单件
1 车 夹外圆,伸出卡盘50,车端面,钻中心孔A2.5/5 金工车间 CA6140型
卧式车床 A型中心钻 30 20
2 车 一夹一顶,夹持长度15, 粗车Φ42、Φ35、M27×2各档外圆,留2mm余量,长度留0.5mm余量 同上 同上 后顶尖 20 30
3 车 车M27×2外圆至Φ26.8,保证28mm长度尺寸 同上 同上 20 40
4 车 切槽6×2至要求尺寸,注意保证长度尺寸,倒角2×45° 同上 同上 切槽刀 20 20
5 车 粗、精车M27×2三角螺纹至要求尺寸,(低速,乳化液冷却) 同上 同上 三角螺纹车刀 30 20
6 车 调头,夹Φ35外圆, 车端面,总度车对,钻孔 同上 同上 麻花钻头 20 10
7 车 粗车Φ36,留2mm余量,长度尺寸留1mm余量 同上 同上 20 10
8 车 粗、精车内孔Φ22至要求尺寸, 注意保证长度22mm,孔口倒角1×60°,去毛剌 同上 同上 30 20
9 车 另端面钻中心孔A2.5/5,两端顶尖顶住,半精车、精车Φ36,注意保证长度尺寸 同上 同上 前、后顶尖 20 20
4 车 切槽宽10mm,Φ22车至要求尺寸,倒角,去毛剌 同上 同上 切槽刀 20 20
9 车 调头,两端顶尖顶住,半精车、精车Φ42、Φ35至要求尺寸,注意保证长度尺寸17mm 同上 同上 20 20
8 车 粗、精车锥度至尺寸, 保证8mm尺寸,倒角,去毛剌 同上 同上 30 20
10 检验
编制(日期) 黄渭滨 2009.08 审核(日期) 会签(日期) 定额(日期) 批准(日期)