汽油脱硫
- 格式:doc
- 大小:656.00 KB
- 文档页数:5
浅谈MTBE产品脱硫技术蒋毅赵金涛气分MTBE车间1 前言2014年1月1日车用汽油开始执行国Ⅳ排放标准,硫含量要求小于50PPm,自今年7月开始,北京执行京(国)Ⅴ排放标准,要求硫含量进一步降低到10PPm以下。
作为汽油的调和组分,MTBE 的加入量一般在5%~15%之间,按现阶段装置MTBE产品硫含量来看,将严重影响汽油调和及产品升级。
因此,MTBE产品中硫含量过高是制约我厂汽油产品调和的一个主要因素。
为解决这一问题,综合实际情况,对MTBE实施降硫技术改造显得尤为必要。
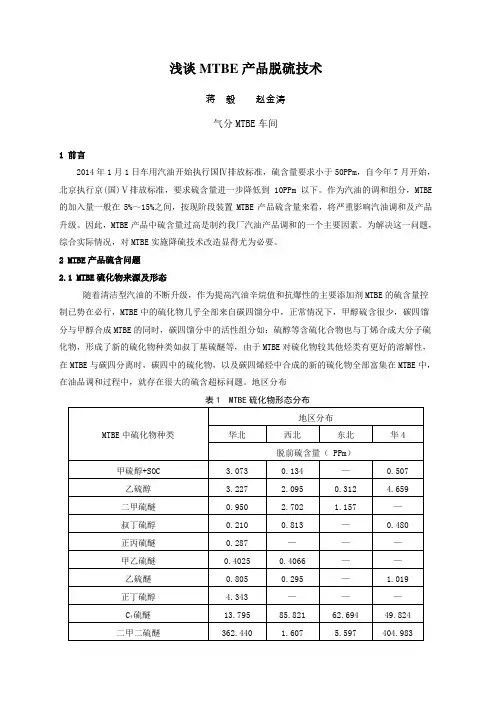
2 MTBE产品硫含问题2.1 MTBE硫化物来源及形态随着清洁型汽油的不断升级,作为提高汽油辛烷值和抗爆性的主要添加剂MTBE的硫含量控制已势在必行,MTBE中的硫化物几乎全部来自碳四馏分中,正常情况下,甲醇硫含很少,碳四馏分与甲醇合成MTBE的同时,碳四馏分中的活性组分如:硫醇等含硫化合物也与丁烯合成大分子硫化物,形成了新的硫化物种类如叔丁基硫醚等,由于MTBE对硫化物较其他烃类有更好的溶解性,在MTBE与碳四分离时,碳四中的硫化物,以及碳四烯烃中合成的新的硫化物全部富集在MTBE中,在油品调和过程中,就存在很大的硫含超标问题。
地区分布表1 MTBE硫化物形态分布综合以上分析,可以看到MTBE中的硫化物基本分为三大类,即硫醚、硫醇和噻吩类。
目前,玉门炼厂化验分析中心不具备对液态烃及MTBE产品中硫组分及结构进行分析测定,不利于液态烃及MTBE后续降硫方法的制定。
因此需要委托有资质的科研单位及有分析能力的厂家对液态烃及MTBE产品中的硫组分进行一个全面的分析,了解硫化物的实际组分及结构,为制定MTBE降硫方案提供可靠的依据。
2.2 MTBE装置原料及产品现状液态烃原料经过脱硫后送至气分装置,气分装置分馏出的碳四碳五作为MTBE装置原料用来生产MTBE,由于硫在碳四碳五原料中富集,所以MTBE产品中硫含量比较高,总硫在150~300μg/g 之间,将严重影响汽油调和及质量升级,影响装置乃至全厂经济效益。
汽油调和工艺技术汽油调和工艺技术指的是将不同成分的石油产品经过合理的混合、脱硫、脱氮和脱臭等工艺处理,以提高汽油的质量和性能。
通过汽油调和工艺技术的应用,可以获得更高的燃烧效率和更低的尾气排放,提高石油产品的附加值。
汽油是一种由多种石油馏份组成的混合物,其中主要成分是烷烃类化合物,如烷烃、芳烃和环烷烃等。
不同的石油原料和提炼工艺会生成不同种类和质量的汽油,而汽车的发动机又对汽油的品质要求较高。
因此,汽油调和工艺技术在石油炼制和石油产品加工中扮演着重要的角色。
汽油调和工艺技术的关键是确定混合比例和成分配比。
一般来说,汽油调和工艺技术有两种方法,一种是根据添加剂的功能进行调和,另一种是根据成分的物理和化学性质进行调和。
添加剂可以分为增加辛烷值、清洁发动机和改善燃烧性能等多种类型。
通过添加适当的添加剂,可以改善汽油的抗爆震能力和清洁性能,提高发动机的性能和使用寿命。
汽油调和工艺技术还包括脱硫、脱氮和脱臭等工艺处理。
脱硫是指通过加入适量的脱硫剂,使汽油中的硫化物转化为易挥发的硫化氢气体,以减少尾气中的硫含量。
脱氮是指通过合适的工艺将汽油中的氮化合物转化为氨气,以降低汽车尾气中的氮氧化物排放。
脱臭则是指对汽油中的挥发性有机物进行处理,减少异味和有害物质的产生,提高汽车的环保性能。
汽油调和工艺技术的发展离不开先进的炼油设备和仪器。
随着科学技术的进步,石油炼制过程中的催化裂化、精制和重整等技术得到了长足的发展,为汽油调和工艺技术的应用提供了强大的支撑。
此外,先进的分析仪器和监测设备的使用,也使得汽油调和工艺技术更加精确和高效。
总之,汽油调和工艺技术在改善汽车发动机性能、降低尾气排放、提高环境保护等方面起到了积极的作用。
随着社会的进步和科技的发展,汽油调和工艺技术还将继续完善和创新,为人们的出行提供更加高效、环保的能源选择。
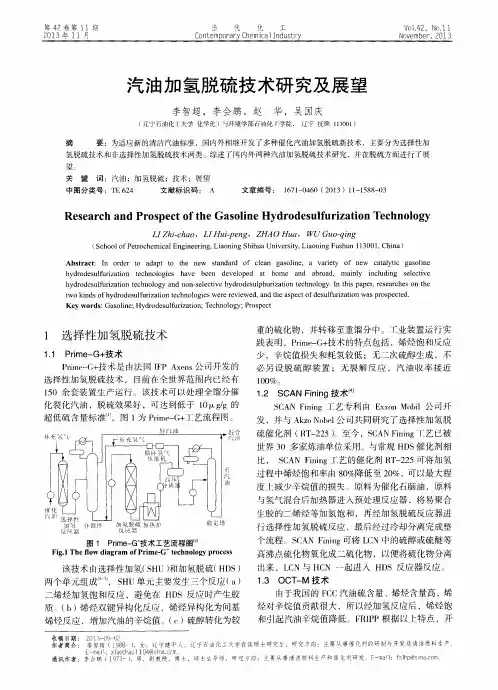
汽油加氢技术主要是加氢脱硫对于汽油加氢脱硫按照原料是否加氢前切割,可以分为全馏分汽油加氢脱硫和切割馏分汽油加氢脱硫现在的汽油加氢技术很多。
如法国ifp、美国uop等都有这方面的专利技术。
其原理就是加氢脱硫而尽量不饱和烯烃,以减少辛烷值的损失。
国内石化研究院有一种技术是先将烯烃芳构化,然后再进行加氢脱硫。
目前比较牛逼的技术:国外就是prime-g+,szorb;国内就是抚研院的oct-m,石科院的rsds;prime-g+:首先进行加氢预处理,解决二烯烃问题,再切割轻重两部分,轻馏分去无碱脱臭,重馏分加氢脱硫,再轻重调合。
(原料适应性较好,流程复杂,投资高)cdtech:一种组合技术,贵金属类催化剂,不适合我国情况。
s-zorb:沸腾床吸附脱硫,辛烷值损失最小,原料适应性强,要求规模大,投资最大。
oct-m:无预处理,直接切割轻重两部分,轻馏分去无碱脱臭,重馏分加氢脱硫,再轻重调合。
(工艺简单)rsds:无预处理,直接切割轻重两部分,轻馏分进行碱液抽提(有环保压力),重馏分加氢脱硫,再轻重调合催化剂上活性金属基本上是:co、mo、ni发生的反应为(以噻吩硫为例):噻吩在催化剂活性金属的催化下,与氢发生反应,生成烃类和硫化氢技术的关键控制指标:辛烷值损失与硫脱除率1.国外工艺技术概况国外f汽油脱硫、降烯烃的主要工艺技术有以下几种:isal(加氢脱硫/辛烷值恢复技术)、octgain(加氢脱硫/辛烷值恢复技术)、scanfining(选择性加氢脱硫工艺)、prime-g和prime-g+(选择性加氢脱硫工艺)、cdhydrocdhds(催化蒸馏加氢脱硫工艺)和s-zorb工艺等。
上述几种工艺技术可以分为固定床加氢技术(含催化蒸馏技术)和吸附脱硫技术,固定床加氢技术又分为单段和两段工艺。
单段f汽油选择性加氢脱硫工艺有scanfining和prime-g。
该工艺技术脱硫率80%~90%,烯烃饱和率10%~20%,(r+m)/2损失0.8~1.4个单位,液收基本不受损失。
汽油脱硫
汽油脱硫的意义
汽车排放污染已成为日趋严重的社会问题,为了达到环保要求,要大幅度降低汽油的硫含量。
根据我国的实际情况,要在全国范围内完全实现汽油硫含量不大于150ppm的欧III标准还是要付出很大的努力[1]。
因此,开发经济有效的汽油深度脱硫技术具有极其重要的现实意义。
燃油加氢脱硫(HDS)催化剂已逐步取代FCC催化剂成为石化工业中用量最大的催化剂。
但该技术需耗费大量的氢气,易引起辛烷值的降低,且在高温高压下进行,设备投资和操作费用非常昂贵,尤其对燃料油中含有的大分子稠环噻吩类硫化物衍生物的脱除非常困难[2]。
正因为如此,吸附脱硫方式的应用越来越引起人们的关注。
汽油脱硫的方法
汽油脱硫的技术有很多种,采用哪种技术脱硫取决于汽油中的硫
的形态,以及硫含量的要求。
对于硫含量超标不多的且是以硫醇硫为
主的汽油一般采用碱洗(脱臭)的方法即可解决,但碱洗法会产生碱渣造成后续的处理的问题。
目前工业装置汽油脱硫技术主要是以汽油选择性加氢脱硫和S-zorp 两大技术为主。
选择性加氢脱硫技术是在较低的压力和温度下对高硫汽油进行加氢脱硫,可以将硫含量在1000ppm左右的汽油中的硫含量降低到10ppm以下,R损失在0.6各单位左右。
S-zorp汽油脱硫技术是中石化引进的国外汽油脱硫技术。
其核心技术是采用了加氢+吸附的专用催化剂和连续再生的技术。
可以可以将硫含量在600ppm左右的汽油中的硫含量降低到10ppm以下,R损失在1各单位左右。
从石脑油沸程烃物流中除去硫的方法,所述方法包含的步骤有:(a)将含有烯烃,二烯烃,硫醇及噻吩的石脑油沸程烃物流与有效量的氢气加入到第一蒸馏塔反应器中,进入加料区;(b)沸腾含有硫醇,二烯烃和大部分所述烯烃的所述石脑油沸程烃物流馏分向上进入第一蒸馏反应区,所述反应区含有第Ⅷ族金属加氢催化剂,以使部分所述硫醇与部分二烯烃进行反应形成硫化物和具有低硫醇含量的塔顶馏出物产品,所述催化剂制备成某种形态使其能在反应条件下用作催化蒸馏结构;(c)将所述硫化物,噻吩以及重硫醇与高沸点馏分一起作为塔底馏出物,从所述第一蒸馏塔反应器中除去;(d)将所述塔底馏出物和氢气加入到具有第二蒸馏反应区的第二蒸馏塔反应器中,所述反应区含有加氢脱硫催化剂,以使部分所述硫化物,噻吩及重硫醇与所述氢气反应生成H↓[2]S,所述催
化剂制备成某形态使其在反应条件下用作催化蒸馏结构;(e)从所述第二蒸馏塔反应器的塔顶馏出物中以气体形式除去H↓[2]S;以及(f)从所述第二蒸馏塔反应器中回收石脑油产品。
催化裂化汽油脱硫主要分为催化裂化原料脱硫、催化裂化过程脱硫以及催化裂化汽油脱硫。
在不同阶段,可采用不同的物理、化学方法进行脱硫处理。
催化加氢、催化氧化、分馏、碱液处理、再裂化重汽油等方法是目前降低催化裂化汽油中硫含量的一些常用的技术。
对催化裂化原料进行加氢预处理,可大大降低催化裂化汽油中的硫含量对催化裂化原料进行加氢处理所需要的投资为其他方法的4~5倍,且难以满足硫含量小于30μg·g-1的要求催化裂化过程中降低汽油中的硫含量。
催化裂化过程脱硫需要选用具有较高氢转移活性的催化剂,并且改变反应条件改变催化裂化反应条件、调整现有工艺并不是一个很令人满意的解决办法,因为改变现有工艺不仅需要较大的投资,而且结果也未必乐观。
因此,若要有效地在催化裂化过程中降低硫含量,必须开发新型催化裂化脱硫材料。
催化裂化汽油作为成品汽油的主要调和组分,直接对其进行脱硫的方法很多,如:有酸碱精制方法、抽提脱臭和氧化脱臭脱臭方法、加氢精制的方法、生物催化脱硫方法及吸附脱硫的方法等。
酸碱精制:这种传统精制方法工艺简单、设备投资和费用低,目前仍在使用,由于其酸碱渣难以处理,而且油品损失大而受到限制。
抽提脱臭和氧化脱臭脱臭方法:虽然应用的比较广泛,但都存在着共同弱点,即脱臭过程中总要消耗碱并有一定量的碱液排出。
近几年来研究出来的无碱液脱臭工艺克服了以上的弱点,但只是将硫醇转化为危害较小的二硫化合物,没有从根本上脱除硫化合物。
加氢精制方法:产品的特点质量好,包括安定性好、无腐蚀性,以及液体收率高等,都是由加氢精制反应所决定的。
但是,当采用常规技术进行转化时,轻汽油馏分中的烯烃很容易饱和,使汽油辛烷值降低。
选择性加氢技术中重馏分加氢催化剂的性能是关键,它必须具有高的加氢脱硫活性,高的加氢脱硫烯烃加氢
选择性和低的芳烃饱和性能。
新开发的SCANfining技术、Prime-G技术和催化蒸馏脱硫,脱硫率不少于95%,辛烷值损失少、氢耗低。
但选择性脱硫仍不可避免地有辛烷值损失,而且随着脱硫深度的提高,辛烷值损失也越大。
另外加氢脱S会和烯烃进一步反应生成硫醇,产品中硫醇含量一般为15~30μ硫产生的H
2
g/g。
全加氢脱硫的OCTGAIN技术可使炼油厂有弹性地调节产物的辛烷值,同时保持95%以上的脱硫率,但液收仍有损失。
ISAL工艺提高了选择性脱硫能力及抗氮性能,使分子量烷烃增加,辛烷值增加,降低了加工深度,减少了转化为气体+液收提高;但提高了操作的苛刻度。
的量,使C
5
生物催化脱硫方法:由于微生物不影响催化裂化汽油中的烯烃、芳烃含量,因而对汽油的辛烷值没有影响。
将催化加氢脱硫法与生物催化脱硫的方法相结合,用催化加氢法脱除石油中大部分硫,再将其中难于用加氢法脱除的稠杂环硫化合物用生物催化法处理,是一种很有前途的石油深度脱硫方法。
但它是一个发展中的技术。
采用生物催化脱硫工艺,有望在4~6年内实现工业化,生产硫含量低于50μg/g的汽油。
吸附脱硫方法:很多吸附剂都具有从汽油中脱除含硫、氧或氮的极性有机化合物的能力,特别是各种分子筛和氧化物固溶液等能选择性地吸附一系列含硫化合物,如硫醇、噻吩等。
由此而发展起来的吸附法脱除催化裂化汽油中的含硫化合物是新出现的一项技术。
在吸附过程中,硫几乎可以全部从催化裂化汽油中除去,而汽油产率降低很少,辛烷值几乎没有损失。
目前该方法正在开发之中,一旦成功,吸附脱硫法将是一项非常吸引人的脱硫技术。
当不要求硫含量很低时,可以采用选择性加氢脱硫、催化裂化原料加氢处理或在催化裂化过程中采用直接脱硫技术;当要求硫含量降低到很低时,可选择全加氢脱硫技术。
目前研究较多的解决方法是加氢精制。
加氢精制虽然可以解决这一问题,但辛烷值下降是其难以避免的缺陷,尤其我国生产高辛烷值调和组分的能力还不足,开发脱硫、保辛烷值的汽油精制技术十分必要和迫切。
吸附脱硫是满足此要求的脱硫方法之一。
本实验项目预采用吸附法脱硫。