Study of improvement of gap tolerance in laser MIG arc hybrid welding of aluminium alloy
- 格式:doc
- 大小:35.50 KB
- 文档页数:1

第35卷第2期2021年4月 江苏科技大学学报(自然科学版)JournalofJiangsuUniversityofScienceandTechnology(NaturalScienceEdition) Vol 35No 2Apr.2021 DOI:10.11917/j.issn.1673-4807.2021.02.004厚壁铝合金摇动电弧窄间隙GMAW焊缝气孔分布与成形陈琪昊,杨 帆,朱 杰,王加友(江苏科技大学材料科学与工程学院,镇江212100)摘 要:严重的气孔缺陷和不良的焊缝成形会影响厚壁铝合金窄间隙熔化极气体保护焊(narrowgap gasmetalarcwelding,NG GMAW)的焊接质量.文中针对摇动电弧NG GMAW焊缝气孔分布及成形进行研究,为实际焊接应用提供指导.研究了电弧摇动角度、摇动频率及侧壁停留时间对焊缝气孔分布及焊缝成形的影响规律,探讨了焊缝气孔分布与成形之间的关系,分析了电弧摇动对焊缝成形和气孔分布的影响机制.研究表明:电弧摇动对焊缝气孔分布及成形有直接的影响,焊缝气孔缺陷与焊缝成形之间存在明确联系,良好的焊缝成形对应着较低的气孔率.关键词:窄间隙熔化极气体保护焊;厚壁铝合金;气孔分布;焊缝成形中图分类号:TG444 文献标志码:A 文章编号:1673-4807(2021)02-024-06收稿日期:2019-10-29 修回日期:2020-04-28基金项目:江苏科技大学引进博士科研启动基金资助项目(1062931808)作者简介:陈琪昊(1988—),男,工学博士,讲师,研究方向为有色金属高效化焊接及质量控制.E mail:qhchen@just.edu.cn引文格式:陈琪昊,杨帆,朱杰,等.厚壁铝合金摇动电弧窄间隙GMAW焊缝气孔分布与成形[J].江苏科技大学学报(自然科学版),2021,35(2):24-29.DOI:10.11917/j.issn.1673-4807.2021.02.004.PoredistributionandformationinswingarcnarrowgapGMAWweldofthick walledaluminumalloyCHENQihao,YANGFan,ZHUJie,WANGJiayou(SchoolofMaterialsScienceandEngineering,JiangsuUniversityofScienceandTechnology,Zhenjiang212100,China)Abstract:Severeporeproblemandpoorweldformationaffecttheweldingqualityofnarrowgapgasmetalarcwelding(NG GMAW)ofthick walledaluminumalloy.Inthispaper,theporedistributionandweldformationinthenarrowgapweldingofshakingarcareinvestigatedtoprovidetheguidanceforpracticalweldingapplications.Theeffectsofswingangle,swingfrequencyandresidencetimeinthesidewallonthedistributionofweldporosi tyandweldformationareanalyzedindetail.Therelationshipbetweentheweldporosityandformationisdis cussed.Theinfluencemechanismofswingarconweldporosityandformationisanalyzed.Theresultsshowthatthearcswinghasadirecteffectonthedistributionofweldporosityandformation,andthereisaclearconnectionbetweentheweldporositydefectsandtheweldformation.Goodweldformationcorrespondstolowporosity.Keywords:NG GMAW,thick walledaluminumalloy,poredistribution,weldformation 铝合金具有密度低、耐腐蚀性好、强度高及可焊性好等优点,在船舶、航空航天及核工业等领域具有重要的工程应用价值[1].随着现代工业的发展,大型结构的焊接需求越来越多,厚壁铝合金的焊接问题愈发显得重要.传统的厚壁铝合金非窄间隙熔化极气体保护焊方法存在焊接热输入大、焊接效率低及接头软化等问题[2].窄间隙熔化极气体保护焊(NG GMAW)与非窄间隙焊接方法相比,具有热输入低、节约材料及焊接效率高等优点[3-5],是一种理想的厚壁铝合金焊接方法.对于窄间隙焊接特有的侧壁熔合不良问题,国内外学者先后提出电弧摇动(摇动电弧属于摆动电弧一种,摇动电弧摆动路线为弧形,为区别于电弧的横向直线摆动,在概念上称为摇动电弧)或旋转的焊接方法[6-7],有效地解决了此问题.受铝合金材料本身特性的影响,厚壁铝合金NG GMAW气孔问题一直未见较好的解决方案,焊缝气孔与成形是影响铝合金NG GMAW焊接质量的两个重要因素.焊缝气孔分布与焊缝成形之间是否存在一定的联系,从而可通过优化焊缝成形减小焊缝气孔缺陷.针对此问题,文中在摇动电弧NG GMAW基础上开展了焊缝气孔分布与焊缝成形关系的研究,为厚壁铝合金摇动电弧NG GMAW工艺优化提供指导.1 焊接设备及实验方法1 1 焊接设备焊接设备示意如图1,主要由焊接电源、送丝机、焊炬、保护气及工作台组成.焊炬的构造是实现电弧摇动的关键,在焊炬内部,弯曲导电杆和空心轴电机相连,在空心轴电机的驱动下,弯曲导电杆带动电弧在窄间隙坡口内进行弧形摇动,电弧摇动轨迹如图2,电弧摇动可控参数为摇动频率、摇动角度及侧壁停留时间.1 2 实验方法对厚壁5083铝合金进行摇动电弧NG GMAW,焊丝选用ER5183.焊接过程中,电弧在窄间隙坡口内左右摇动,并在侧壁处进行短暂停留,以增加侧壁热输入,抑制侧壁未熔合缺陷的形成.图1 焊接设备示意Fig.1 Schematicofweldingequipment图2 电弧摇动轨迹示意Fig.2 Schematicofarcswingpath实验参数如表1,固定焊接参数,仅改变电弧摇动参数,分析电弧摇动作用下焊缝气孔分布与成型之间的关系.根据焊接经验,当摇动频率为1Hz、侧壁停留时间为100ms、摇动角度为30°的参数组配时,焊接质量较好.因此,电弧摇动参数围绕.焊接电流为350A、焊接速度为240mm/min、气流量为25L/min进行设定.实验过程中仅改变电弧摇动频率、摇动角度及侧壁停留时间.表1 焊接工艺参数Table1 Weldingexperimentparameters实验序号摇动频率/Hz侧壁停留时间/ms摇动角度/(°)11402521403031403240 5403051 54030624030711003081120309116030 焊接试板规格为200mm×150mm×30mm,采取U型坡口,坡口凹槽深度为25mm,坡口凹槽钝边厚度为10mm,坡口形式示意如图3.图3 试验焊件坡口形式Fig.3 Schematicofweldinggroovestructure对试样件进行单层摇动电弧GMA焊接,利用光学显微镜及Image ProPlus软件对横截面内气孔分布及焊缝成形进行统计分析.在分析数据时,考虑到焊缝截面形状变化的影响,在计算气孔率时以实际焊缝截面积为分母进行计算,利用Image ProPlus软件测量了不同焊接参数下的焊缝截面积Sw及焊缝截面上的气孔面积Sg,取气孔面积总和,气孔率为:η=∑SgSw气孔率从宏观上反应了焊缝截面整体气孔率大小,焊缝截面整体气孔率大小同焊缝性能具有直接的联系,因此,文中计算的焊缝截面气孔率具有一定的参考意义.2 实验结果与分析2 1 焊缝截面气孔分布规律固定其他参数,仅改变电弧摇动频率f,焊缝宏观气孔分布如图4,结果表明:当摇动频率f为52第2期 陈琪昊,等:厚壁铝合金摇动电弧窄间隙GMAW焊缝气孔分布与成形0 5、2 0Hz时,大气孔主要分布于焊缝上部;当摇动频率为1 0、1 5Hz时,气孔分布相对比较均匀,在焊缝上部没有产生大气孔聚集现象.从此可以看出,焊缝气孔分布对电弧摇动频率具有较强的敏感性.改变电弧摇动频率,可以直接改变焊缝截面气孔的分布.图4 摆动频率对气孔分布的影响Fig.4 Effectofswingfrequencyonporedistribution对不同摇动频率下的宏观气孔直径D分布及气孔率η(面积覆盖率)进行分析,结果如图5.图5 摇动频率对气孔尺寸分布及气孔率的影响Fig.5 Effectofswingfrequencyonporesizedistributionandporosity 统计结果表明,当摇动频率由0 5Hz增加到1 5Hz时,集中在焊缝上部分的大尺寸气孔数量n逐渐减少,分布在焊缝中的小尺寸气孔数量增多;当摇动频率由1 5Hz增加到2 0Hz时,位于焊缝上部的大尺寸气孔数量及焊缝内部的小尺寸气孔数量均逐渐增多.宏观气孔覆盖率随摇动频率增加呈现先下降后上升的趋势,当摇动频率为1 5Hz时,焊缝宏观气孔覆盖率最小.当摇动频率为2Hz时,焊缝宏观气孔覆盖率最大.电弧摇动对熔池流动具有搅拌作用,在一定程度内有助于熔池内气泡逸出,电弧摇动频率越大,搅拌作用越强,但是当摇动频率过大时,对熔池内气泡逸出起到了抑制作用.改变电弧摇动角度,电弧摇动角度θ分别为25°、30°及32°,焊缝宏观气孔分布如图6,结果表明,当摇动角度θ为25°及30°时,气孔分布比较均匀;当摇动角度为32°时,气孔分布发生了明显变化,焊缝宏观气孔尺寸较大.在焊缝上部区域,大气孔分布密度较大.图6 电弧摇动角度对气孔分布的影响Fig.6 Effectofarcswingangleonporedistribution不同电弧摇动角度下的焊缝宏观气孔尺寸分布及面积覆盖率如图7,当摇动角度为25°及30°时,小气孔数量较多.摇动角度为32°时,大尺寸气孔数量增多.当摇动角度从25°到32°时,宏观气孔覆盖率呈现先下降后上升的趋势,当摇动角度为30°时,焊缝宏观气孔覆盖率最小.改变电弧侧壁停留时间,侧壁停留时间t分别设为40、100、120、160ms.焊缝宏观气孔分布如图8,结果表明,随侧壁停留时间增加,焊缝宏观气孔尺寸逐渐增大,大尺寸气孔逐渐聚集于熔合区附近.62江苏科技大学学报(自然科学版)2021年图7 摇动角度对气孔尺寸分布及气孔率的影响Fig.7 Effectofswingangleonporesizedistributionandporosity图8 不同侧壁停留时间下焊缝气孔分布Fig.8 Effectofsidewalldwelltimeonporedistribution面积覆盖率随侧壁停留时间的增大先减小后增大,当侧壁停留时间为100ms时,焊缝宏观气孔覆盖率最低,为1 04%.当侧壁停留时间为160ms时,焊缝宏观气孔覆盖率最大,为2 28%.通过计算,得出不同侧壁停留时间下的焊缝宏观气孔尺寸分布及面积覆盖率,如图9.当侧壁停留时间为100ms时,焊缝中气孔数量最少,其中大部分为小尺寸气孔.当侧壁停留时间为40ms时,小尺寸气孔数量较多.当侧壁停留时间为120ms时,气孔数量增多.当侧壁停留时间为160ms时,焊缝截面中的气孔数量进一步增多,小尺寸气孔数量依旧占据总气孔数量的大部分.在侧壁停留时间由100ms增加到160ms时,大尺寸气孔数量不断减少.图9 侧壁停留时间对气孔尺寸分布及气孔率的影响Fig.9 Effectofsidewalldwelltimeonporesizedistributionandporosity2 2 焊缝成形规律不同电弧摇动频率下的焊缝宏观成形情况也可通过图4进行分析,发现当电弧摇动频率为1Hz时,焊缝成形质量较好,左右对称良好.当电弧摇动频率为2Hz时,焊缝成形质量较差,出现了明显的非对称特征.通过软件对焊缝截面尺寸d进行测量,得到不同摇动频率f下的焊缝截面凸起高度和侧壁熔深,如图10.随电弧摇动频率的增大,侧壁熔深及凸起高度均先减小后增大.当摇动频率为1 0Hz时,焊缝截面凸起高度最小,侧壁熔深在两侧壁处宽度相72第2期 陈琪昊,等:厚壁铝合金摇动电弧窄间隙GMAW焊缝气孔分布与成形对均匀,焊缝成形良好;当摇动频率为0 5Hz的时候,侧壁熔深达到最大,但是焊缝成形不均匀,焊缝凸起高度较大.图10 摇动频率对侧壁熔深及凸起高度的影响Fig.10 Effectofswingfrequencyonsidewallpenetrationandhillheight摇动角度影响电弧的横向摇动宽度,对熔池金属的铺展有一定影响,从而影响到焊缝的侧壁熔深,因此,需要对摇动角度的影响规律进行研究.在这组试验当中,保持保护气体流速、焊接电流、焊接速度、摆动频率和侧壁停留时间试验工艺参数不变.摇动角度为导电嘴从坡口中心到侧壁之间的角度,不同摇动角度下的焊缝截面形貌如图6.发现当摇动角度为30°时,焊缝截面中部凸起高度最小,焊缝成形均匀,对称性较好.通过测量得出不同摇动角度下的焊缝截面凸起高度值和侧壁熔深值,如图11.焊缝截面凸起高度及侧壁熔深同样随摇动角度θ的增大先减小后增大.当摇动角度为30°的时候,焊缝截面凸起高度最小,截面凸起高度为0 91mm,侧壁熔深在两侧壁处宽度相对均匀,焊缝成形美观;而当摇动角度为32°的时候,侧壁熔深最大,侧壁熔深为3 31mm,但是焊缝成形不均匀,焊缝凸起高度达到最大.图11 电弧摇动角度对侧壁熔深及凸起高度的影响Fig.11 Effectofswingangleonsidewallpenetrationandhillheight改变侧壁停留时间,分别为40、100、120、160ms,不同侧壁停留时间下的焊缝宏观成形如图8.当侧壁停留时间为40ms时,焊缝凸起高度较小,侧壁熔合较均匀,焊缝成形较好.不同侧壁停留时间下的焊缝截面凸起高度值和侧壁熔深值如图12.图12 电弧侧壁停留时间对侧壁熔深及凸起高度的影响Fig.12 Effectofsidewalldwelltimeonsidewallpenetrationandhillheight焊缝截面凸起高度值和侧壁熔深值随侧壁停留时间的增大先增大后减小.当侧壁停留时间为100ms时,焊缝截面凸起高度最大,为2 4mm,侧壁熔深为2 75mm,侧壁熔深较小,焊缝凸起高度最大,焊缝成形差.侧壁停留时间为40ms时焊缝成形质量较好.当侧壁停留时间为120ms时,焊缝截面凸起高度为1 93mm,侧壁熔深最大,为3 01mm,焊缝右侧严重下凹,进行下一道焊缝焊接时可能会出现咬边的现象,焊缝成形较差.当侧壁停留时间为160ms的时候,侧壁熔深最小,焊缝截面分布不均匀,呈现左高右低的现象.2 3 焊缝气孔分布与焊缝成形之间的对应关系(1)摇动角度的影响摇动角度增大会使侧壁熔深增大,气孔率先减小后增大.摇动角度增大,能量密度分布发生变化,电弧接触到侧壁的面积增大,焊缝中心热量向侧壁扩散,导致侧壁金属熔化量增多.熔池金属在表面张力及电磁力的作用下开始向侧壁铺展,在熔池流动的作用下,侧壁附近的气泡更容易从熔池内逸出,熔池冷却凝固后,焊缝表面凸起高度降低,侧壁熔深增加.摇动角度继续增加,当电弧在侧壁停留时更加偏离焊缝中心,使焊缝中心的热输入量减小,熔滴滴入后不能在熔池内快速平铺,导致熔池中心液面较高,阻碍气泡逸出,气泡上浮时长大合并,过多大尺寸气泡滞留在焊缝中,熔池凝固后,焊缝气孔率随之上升,焊缝凸起高度增大,侧壁熔深增大.(2)摇动频率的影响摇动频率增大会使侧壁熔深、凸起高度及气孔率先减小后增大.当摇动频率变大,焊丝摇至侧壁的次数增多,对侧壁的热输入量增加.当摇动频率在一定范围内增加时,焊缝凸起高度下降.高的摇动频率通过影响熔滴冲击位置影响熔池流动形式,进而会影响熔池内气泡的溢出[8],气孔率下降.随着摇动频率继续增加,当频率过大时,电弧82江苏科技大学学报(自然科学版)2021年及焊丝摇动频率过大,导致电弧及熔滴过渡不稳定,热输入不均匀,导致焊缝中部熔池金属未来得及铺展就已凝固,焊缝凸起高度变大.熔池流动性变差,不利于气泡逸出,造成大量气泡滞留在焊缝中形成气孔.气泡在上浮中气泡长大合并,在焊缝上部分形成大量大尺寸气孔.(3)侧壁停留时间的影响侧壁停留时间增加会使侧壁熔深及凸起高度先增大后减小,气孔率先减小后增大.侧壁停留时间增加,电弧在侧壁的作用时间增加,侧壁受到的热量增加,侧壁金属熔化量增加,侧壁熔深增加;同时,焊丝在焊缝中间部分停留的时间就减少,导致焊缝中间部分热输入量小,焊缝中间金属熔化量少,导致焊缝凸起高度增大.当侧壁停留时间的较大时,焊缝截面形状发生改变,熔池金属主要集中填充于侧壁附近,受侧壁附近晶粒结晶的阻碍[9],气泡没有足够时间上浮逸出焊缝表面,滞留在焊缝中形成气孔,导致气孔率逐渐增大.当侧壁停留时间超过一定值时,侧壁熔深及凸起高度减小,可能是坡口两侧不对称加热导致的平均效应.3 结论(1)电弧摇动焊接时下,焊缝气孔率和焊缝成形具有一定的联系,良好的焊缝成形对应着较低的气孔率.(2)摇动频率增大,侧壁熔深、焊缝凸起高度及气孔率先减小后增大;摇动角度增大,侧壁熔深增大,焊缝凸起高度及气孔率先减小后增大;侧壁停留时间增大,侧壁熔深及焊缝凸起高度先增大后减小,气孔率先减小后增大.当摇动频率为1Hz、摇动角度为30°且侧壁停留时间为40ms时,焊缝气孔率低且成形较好.(3)电弧摇动主要通过焊接热输入、电弧及熔滴过渡的稳定性的变化影响熔池流动以及气泡的逸出,最终影响焊缝成形及气孔分布.参考文献(References)[1] 吴圣川,唐涛,李正.高强铝合金焊接的研究进展[J].现代焊接,2011(2):5-8.WUShengchuan,TANGTao,LIZheng.Progressofthestudyontheweldingofhigh intensityaluminumalloy[J].ModernWeldingTechnology,2011(2):5-8.(inChinese)[2] 张中元,聂帅强,王龙,等.窄间隙埋弧焊在厚钢板拼接焊中的工艺研究[J].新技术新工艺,2019(9):31-33.DOI:10.16635/j.cnki.1003-5311.2019.09.008.ZHANGZhongyuan,NIEShuaiqiang,WANGLong,etal.Researchonnarrow gapsubmergedarcweldinginprocessofthicksteelplatesplicing[J].NewTechnology&NewProcess,2019(9):31-33.DOI:10.16635/j.cnki.1003-5311.2019.09.008.(inChinese)[3] JapanWeldingSociety.Narrowgapwelding[M].To kyo:KurokiPress,1986.[4] 张富巨,罗传红.窄间隙焊及其新进展[J].焊接技术,2000,29(6):33-36.ZHANGFuju,LUOChuanhong.Narrowgapweldinganditsnewdevelopment[J].WeldingTechnology,2000,29(6):33-36.(inChinese)[5] 姚舜,钱伟方,秦笑梅.窄间隙熔化极气体保护焊技术研究[J].焊接技术,2002,31(12):43-45.DOI:10.3969/j.issn.1002-025X.2002.z1.017.YAOShun,QIANWeifang,QINXiaomei.Studyongasshieldedweldingofnarrowgapmeltingelectrode[J].WeldingTechnology,2002,31(12):43-45.DOI:10.3969/j.issn.1002-025X.2002.z1.017.(inChinese)[6] 黎文航,王加友,杨峰,等.窄间隙焊缝跟踪旋转电弧电流平均值传感法比较研究[J].江苏科技大学学报(自然科学版),2009,23(3):209-212.DOI:10.3969/j.issn.1673-4807.2009.03.006.LIWenhang,WANGJiayou,YANGFeng,etal.Researchonarcsensingmethodofveragecurrentfornarrowgaprotatingmethod[J].JournalofJiangsuUniversityofScienceandTechnology(NaturalScienceEdition),2009,23(3):209-212.DOI:10.3969/j.issn.1673-4807.2009.03.006.(inChinese)[7] 徐望辉,林三宝,杨春利,等.摆动电弧窄间隙立向上GMAW焊缝成形[J].焊接学报,2015,36(4):56-60.XUWanghui,LINSanbao,YANGChunli,etal.WeldbeadformationinoscillatingarcnarrowgapverticalupGMAWprocess[J].TransactionsofTheChinaWeldingInstitution,2015,36(4):56-60.(inChinese)[8] ZHUCX,CHEONJ,TANGXH,etal.Effectofswingarconmoltenpoolbehaviorsinnarrow gapGMAWof5083Al alloy[J].JournalofMaterProcessTechnology,2018(259):243-258.DOI:10.1016/j.jmatprotec.2018.04.026.[9] ZHUCX,TANGXH,HEY,etal.CharacteristicsandformationmechanismofsidewallporesinNGGMAWof5083Al alloy[J].JournalofMaterProcessTechnology,2016(238):274-283.DOI:10.1016/j.jmatprotec.2018.04.026.(责任编辑:贡洪殿)92第2期 陈琪昊,等:厚壁铝合金摇动电弧窄间隙GMAW焊缝气孔分布与成形。

作者简介:张方元(1987-),男,吉林长春人,本科,主要从事铝合金及其加工工艺研究。
收稿日期:2023-05-08搅拌摩擦焊搭接hook 缺陷研究现状张方元,侯方军,唐强,何海(中铝特种铝材(重庆)有限公司,重庆401326)摘要:搅拌摩擦焊搭接hook 缺陷是材料焊接过程中由于材料受热及物理畸变变形形成的固有物理缺陷,在焊接构件使用过程中对构件静态及动态性能影响大。
本文从hook 缺陷表现形貌及形成原因出发,综述了新型连接技术搅拌摩擦焊在搭接接头中缺陷成型机理,分析了搅拌摩擦焊焊接材料搭接焊接时材料的配置位置、焊接刀具形貌及长度以及焊接工艺参数等对hook 缺陷形貌及尺寸的影响,结合国内外研究现状简述了hook 缺陷对焊接接头静态力学性能及动态裂纹敏感性的影响程度,并就目前影响因素情况对后期该缺陷改进提出了相关建议。
关键词:搅拌摩擦焊;搭接接头;hook ;新连接技术中图分类号:TG453+.9文献标识码:A文章编号:1005-4898(2023)06-0003-04doi:10.3969/j.issn.1005-4898.2023.06.010前言搅拌摩擦焊是一种革命性的固态焊接新型连接工艺技术,该技术由英国焊接研究所(TWI )于1991年发明。
与传统焊接工艺相比,搅拌摩擦焊在焊接过程中产生的热量更少,加热温度更低(焊接温度低于熔化温度),大大降低了残余应力,因此广泛应用于化工、核能、航空航天、交通运输、发电和电子工业等领域。
搅拌摩擦焊搭接焊缝因对原材料尺寸公差要求低,可更好代替铆接工艺,常用于材料熔点相差大、线膨胀系数不同、导热率及比热容不同、焊接接头组织不同等异种合金连接[1-2]。
在搅拌摩擦焊搭接过程中,金属间存在物理界面,焊接过程中金属由于受热在焊缝边缘会产生畸变,形成向上或者向下的物理变形-“hook ”。
根据ISO 25239标准中的搭接焊接工艺特性,该变形定义为需要设计限定的焊接缺陷,随着搅拌摩擦焊技术应用的推广,hook 缺陷研究逐渐进入国内外研究者视野。
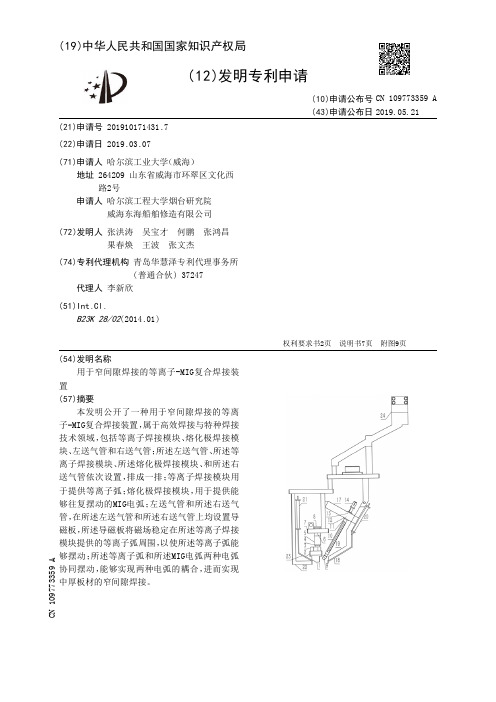
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910171431.7(22)申请日 2019.03.07(71)申请人 哈尔滨工业大学(威海)地址 264209 山东省威海市环翠区文化西路2号申请人 哈尔滨工程大学烟台研究院 威海东海船舶修造有限公司(72)发明人 张洪涛 吴宝才 何鹏 张鸿昌 果春焕 王波 张文杰 (74)专利代理机构 青岛华慧泽专利代理事务所(普通合伙) 37247代理人 李新欣(51)Int.Cl.B23K 28/02(2014.01)(54)发明名称用于窄间隙焊接的等离子-MIG复合焊接装置(57)摘要本发明公开了一种用于窄间隙焊接的等离子-MIG复合焊接装置,属于高效焊接与特种焊接技术领域,包括等离子焊接模块、熔化极焊接模块、左送气管和右送气管;所述左送气管、所述等离子焊接模块、所述熔化极焊接模块、和所述右送气管依次设置,排成一排;等离子焊接模块用于提供等离子弧;熔化极焊接模块,用于提供能够往复摆动的MIG电弧;左送气管和所述右送气管,在所述左送气管和所述右送气管上均设置导磁板,所述导磁板将磁场稳定在所述等离子焊接模块提供的等离子弧周围,以使所述等离子弧能够摆动;所述等离子弧和所述MIG电弧两种电弧协同摆动,能够实现两种电弧的耦合,进而实现中厚板材的窄间隙焊接。
权利要求书2页 说明书7页 附图9页CN 109773359 A 2019.05.21C N 109773359A1.用于窄间隙焊接的等离子-MIG复合焊接装置,其特征在于:包括依次设置、排成一排的左送气管、等离子焊接模块、熔化极焊接模块、和右送气管;所述等离子焊接模块,用于提供等离子弧;所述熔化极焊接模块,用于提供能够往复摆动的MIG电弧;所述左送气管和所述右送气管上均设有用于将磁场稳定在所述等离子焊接模块提供的等离子弧周围、以使所述等离子弧能够摆动的固定导磁板和线圈;所述等离子弧和所述MIG电弧两种电弧协同摆动,并耦合。

American Welding Society & Moody International 1 of 15 Module008 第八单元第八单元 焊 接接 金金 相相 学学 目 录 介绍 …………………………………………………………………………………………..2 基本金属结构 ……………………………………………………………………………………3 焊接的冶金考虑 …………………………………………………………………………………9 普通材料的焊接金相学 …………………………………………………………………………12 总结 ………………………………………………………………………………………………13 主要术语及其定义 ………………………………………………………………………………14 American Welding Society & Moody International
2 of 15 Module008 第八单元 焊接金相学 介绍 冶金是一门有关金属内部结构以及这些结构与金属所展现的性能之间关系的科学。涉及到焊接冶金,它所关注的是当接头是由焊接来完成时, 发生在金属内部的各种变化,特别是那些影响机械性能的变化。 对于焊接检验师来讲对焊接冶金基础知识的了解是非常有帮助的。当然,这不等于焊接检验师要负责母材及焊缝金属合金以及他们的热处理有关的规范及技术条件。然而,了解焊接冶金基础不仅对焊接检验师有帮助,而且也经常是检验工作的要求。其中之一的原因是因为由于焊接引起的冶金转变,会影响诸如强度、硬度、延展性、韧性、疲劳强度以及耐磨等机械性能。 这些性能受到各种冶金因素的影响。它包括合金的添加、热处理以及机械处理。焊接检验师了解这些特性,对于生产过程中为何要采用某种制造方法有一个良好的感知。某种制造要求诸如预热、后热、层温控制、热输入控制、锤击、热应力释放以及其它的热处理都会引起冶金变化,进而影响机械性能。所以,本章将主要描述铁基焊接冶金的几个方面,并着重在控制冶金变化所需的制造方法。 由于焊接冶金涉及诸多方面,本章的讨论不可覆盖所有方面,所以我们将限于那些发生于焊接过程中的较重要的方面,这些变化可以概述并分为两个种类。 第一类,包括那些由于金属从室温加热到较高温度后冷却至较低温而引起的变化。第二类是温度变化率对金属性能的影响。最主要的是冷却速率,既从高温冷却至室温的快慢。 我们的讨论将从金属被均匀加热和冷却开始,然而,应该注意到由于焊接的局部加热,将呈现各种不同的问题,这种不均匀加热/冷却将需进一步考虑。

镁-铝异种合金搅拌摩擦焊的研究现状及展望篇一咱今天就唠唠这镁-铝异种合金搅拌摩擦焊,这玩意儿听起来挺高大上,其实就像是给两种不太对付的金属“拉郎配”,想让它们紧紧抱在一起,为咱工业界出份力。
我记得有一次去参观一个小型的金属加工坊,那老板正为接一批镁合金和铝合金混合部件的活儿发愁呢。
他拿着两块金属片直挠头,跟我念叨:“这俩货,一个软乎乎像个面团,一个硬邦邦像块石头,咋把它们焊得牢实呢?”这就说到点子上了,镁合金和铝合金的物理化学性质差异大,就像两个性格迥异的人,熔点、硬度、热膨胀系数都不一样,要让它们完美结合,可不容易。
目前这搅拌摩擦焊的研究啊,已经有了些成果。
科研人员就像一群智慧的“红娘”,在努力寻找让镁和铝“情投意合”的方法。
从工艺参数来看,搅拌头的形状、旋转速度、焊接速度这些都得拿捏得死死的。
比如说,用个特定形状的搅拌头,像个特制的小勺子,高速旋转着在金属接缝处搅和,产生的摩擦热就能让材料软化,在压力作用下融合在一起。
有研究团队通过大量实验发现,当搅拌头旋转速度在一定范围内,焊接速度也配合得恰到好处时,镁-铝焊接接头的强度能有明显提升,这就好比找到了两个人相处的最佳模式,不温不火,感情才能长久。
不过这过程中也有不少难题。
焊接过程中的温度控制就是个大问题,温度高了,镁合金容易烧损,铝合金也可能出现过热组织,就像炒菜火大了,菜就糊了。
而且焊接后的接头性能稳定性也有待提高,有时候刚开始测试强度还行,过段时间就不行了,就像人刚谈恋爱时山盟海誓,没多久就闹矛盾。
展望未来呢,我觉得一方面要在新材料的研发上使劲儿。
比如说研发一种新的中间层材料,放在镁和铝之间,就像给两个不太熟的人找个共同的好朋友,让它们更好地融合。
另一方面,智能化焊接也是个方向。
想象一下,有个智能系统能实时监测焊接过程中的温度、压力、金属流动情况,然后自动调整参数,就像有个经验丰富的老工匠在旁边把关,那这焊接质量肯定蹭蹭往上涨。
这镁-铝异种合金搅拌摩擦焊啊,虽然现在还有些小脾气,但只要科研人员继续琢磨,未来肯定能在航空航天、汽车制造等领域大放异彩,成为金属连接界的“明星组合”。
《装备维修技术》2021年第8期—49—5083铝板MIG 焊接工艺参数研究李 芳 贺地求(中南大学,湖南 长沙 410000)1 绪论(一)铝合金特点[1] 铝合金在工业中应用非常广泛,其特点如下: 1)铝合金密度低,热处理后,其强度、模量接近超高强度钢。
2)铝合金微观组织稳定,具有较强的抗腐蚀能力。
3)铝合金易于成型,可以制作出多种截面的型材。
(二)铝合金的焊接特性[2,3] 1)铝合金焊接前应清除氧化膜,并且应防止焊接过程中新氧化膜的产生。
3)铝合金熔焊非常容易产生气孔。
4)铝合金的线膨胀系数较大,焊接高温会产生较大的热应力,导致热裂纹或变形。
5)铝合金的比热容大、焊件热传导大、热辐射大、热对流大、因此需要的热输入量也较大。
6)大量热输入会使焊缝晶粒长大,导致接头的塑性、强度变差。
(三)铝合金常用焊接方法 1)铝合金MIG 焊焊接MIG 焊是使用熔化电极,以外加气体作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法。
曲凌云[4]研究了6082铝合金单脉冲和双脉冲MIG 焊接工艺,得到了焊接系数达到母材70%的焊接接头。
2)铝合金搅拌摩擦焊焊接搅拌摩擦焊是一种固相连接技术,可以焊接同种或者异种金属材料,对于一些难焊接高强度的铝合金等具有独特的优势。
搅拌摩擦焊的加工温度一般比工件材料的熔点低,不需要其他的焊材,不会导致因为焊接材料熔化带来的一些缺陷或者新的杂质,对环境较为友好。
2 试验方案2.1 试验材料试验焊接母材为300mm x 250mmx 10mm 铝合金5083。
焊接材料化学成分见表1。
对母材开V 型坡口处理。
焊接方式MIG 焊接,采用对接焊。
焊气体使用纯度≥99.999%的高纯氩,该氩气需满足GB/T4842-2006。
根据ISO18273选用AL03-5087焊材,焊材牌号为ER5087,直径为1.2mm,化学成分见表1。
表1 5083铝合金及ER5087的主要化学成分( 质量分数%)名称 Si Fe Mg Cu Cr Mn Ti Al 5083铝板 0.121 0.225 4.14 0.017 0.093 0.91 0.034 余量 AL03-5087 ≤0.25 ≤0.40 4.3-5.2 ≤0.05 ≤0.25 0.6-1.0 0.05-0.25 余量2.2 试验设备 MIG 焊接设备为Fronius TPS5000。
镁铝异种金属搅拌摩擦中间层辅助焊接头组织、力学性能及腐蚀行为研究镁铝异种金属搅拌摩擦中间层辅助焊接头组织、力学性能及腐蚀行为研究摘要:镁合金和铝合金分别具有良好的特性和应用前景。
然而,由于两种金属的物理和化学性质差异较大,镁铝异种金属的焊接是一项具有挑战性的任务。
近年来,搅拌摩擦焊被广泛应用于镁铝异种金属焊接中。
本研究旨在探究镁铝异种金属搅拌摩擦中间层辅助焊接头的组织结构、力学性能以及腐蚀行为。
1. 引言镁合金和铝合金都具有良好的机械和物理性能,广泛用于航空、汽车和电子等领域。
镁合金具有低密度、高比强度等优势,而铝合金则具有良好的可塑性和耐腐蚀性。
2. 研究方法本研究采用搅拌摩擦焊技术,制备了镁铝异种金属焊接头。
在焊接过程中,添加了搅拌摩擦中间层以提高接头的焊接质量。
通过金相显微镜、扫描电子显微镜等手段对焊接头的组织结构进行观察和分析。
力学性能测试包括剪切强度和拉伸强度的测量。
腐蚀行为测试使用恒电位极化和电化学阻抗谱分析。
3. 结果与讨论(1)组织结构:通过金相显微镜观察发现,中间层的添加对接头的组织结构有明显影响。
中间层能够有效地嵌入镁合金和铝合金之间,并形成连续的界面。
搅拌摩擦过程中,发生了金属扩散和再结晶等现象,形成了细小的晶粒和均匀的组织结构。
(2)力学性能:通过剪切强度和拉伸强度的测试,研究了焊接头的力学性能。
结果显示,中间层的添加显著提高了接头的强度。
这是因为中间层的存在能够改善接头的界面结合情况,增加了界面的界面能。
(3)腐蚀行为:使用恒电位极化和电化学阻抗谱分析方法对焊接头进行了腐蚀行为测试。
结果表明,中间层的添加能够有效地减小接头的腐蚀速率。
这是因为中间层中的某些元素形成了一层相对稳定的氧化膜,阻止了腐蚀介质的进一步渗透。
4. 结论本研究通过镁铝异种金属搅拌摩擦中间层辅助焊接头的实验研究,发现中间层的添加对接头的组织结构、力学性能以及腐蚀行为有显著影响。
中间层能够有效地提高接头的强度,减小接头的腐蚀速率。
第45卷 第3期2021年5月激 光 技 术LASERTECHNOLOGYVol.45,No.3May,2021 文章编号:1001 3806(2021)03 0292 06基于改进TLD算法的激光视觉传感型焊缝跟踪杜健准1,高向东1,黎扬进1,肖小亭1,孙友松1,卢新钊2(1.广东工业大学广东省焊接工程技术研究中心,广州510006;2.广东精泰人防工程有限公司,肇庆526238)摘要:为了解决基于线激光视觉传感的焊缝中心位置定位精度不高的问题,采用了一种基于改进跟踪 学习 检测(TLD)算法的焊缝跟踪方法。
由激光视觉传感器实时获取焊缝图像,采用将跟踪器与检测器结合的TLD算法实时跟踪焊缝特征点,同时通过在线学习机制更新分类器参量。
在此基础上对激光条纹图像截取感兴趣区域,大幅减少检测器的搜索区域;根据激光条纹光强分布特性,结合纠偏方向选取跟踪器有效特征点,以此提高算法效率,对不锈钢板V型焊缝和搭接焊缝进行跟踪试验。
结果表明,跟踪与检测可实现共同定位焊缝中心位置,其融合的焊缝跟踪方法能够准确地提取焊缝特征点,两种焊缝跟踪平均绝对误差分别为0.062mm和0.052mm。
此方法为提高焊缝跟踪精度提供了依据。
关键词:图像处理;焊缝跟踪;跟踪 学习 检测算法;激光视觉中图分类号:TN249;TG409 文献标志码:A doi:10 7510/jgjs issn 1001 3806 2021 03 004AlaservisionsensingmethodforseamtrackingbasedonanimprovedTLDalgorithmDUJianzhun1,GAOXiangdong1,LIYangjin1,XIAOXiaoting1,SUNYousong1,LUXinzhao2(1.GuangdongProvincialWeldingEngineeringTechnologyResearchCenter,GuangdongUniversityofTechnology,Guangzhou510006,China;2.GuangdongJingtaiCivilAirDefenseProjectsCo.Ltd.,Zhaoqing526238,China)Abstract:Inordertosolvetheproblemoflowpositioningaccuracyoftheweldseamcenterbasedonlinelaservisionsensing,aseamtrackingmethodbasedonanimprovedtracking learning detection(TLD)algorithmwasadopted.Theweldimageswereacquiredinrealtimeduringtheweldseamtracking.TheTLDalgorithmcombiningthetracker(tracking)andthedetector(detection)wasadoptedtotrackweldfeaturepointsinrealtimeandtheonlinelearningmechanism(learning)wasadoptedtoupdatetheclassifierparameters,soastoimprovetheaccuracyofseamtracking.Onthisbasis,theregionofinterest(ROI)wasinterceptedfromthelaserstripeimages,whichgreatlyreducedthedetector’ssearcharea.Theeffectivefeaturepointsofthetrackerwereselectedtoimprovetheefficiencyofthealgorithmaccordingtothecharacteristicsofthelightintensitydistributionofthelaserstripeincombinationwiththerectifyingdirection.TheV shapedweldandthelappedweldofthestainlesssteelplateweretracked.Theresultsindicatethatthelocationoftheseamcentercanbeachievedbytrackinganddetectingandthefusionweldtrackingmethodcanaccuratelyextractweldfeaturepoints.Themeanabsolutetrackingerrorsofbothweldseamswere0.062mmand0.052mm.Thismethodprovidesthebasisforimprovingtheaccuracyofweldseamtracking.Keywords:imageprocessing;seamtracking;TLDalgorithm;laservision 基金项目:国家自然科学基金资助项目(51675104);广州市科技计划资助项目(202002020068);广东省教育厅创新团队资助项目(2017KCXTD010)作者简介:杜健准(1994 ),男,硕士研究生,主要从事焊接自动化方面的研究。
Study of improvement of gap tolerance in laser MIG arc hybrid welding of
aluminium alloy
Jing-bo Wang1; Nishimura, H.1; Fujii, K.1; Katayama, S.2; Mizutani, M.2 Source: Welding International, v 23, n 10, 723-33, Oct. 2009; ISSN: 0950-7116; DOI:
10.1080/09507110902836879; Publisher: Woodhead Publishing Ltd., UK
Author affiliation:
1
Panasonic Welding Syst. Co. Ltd., Osaka, Japan
2
Joining & Welding Res. Inst., Osaka Univ., Osaka, Japan
Abstract: Hybrid welding combining YAG laser or fibre laser with MIG arc was carried out on aluminium alloy, and the effects of setup conditions of a laser
beam and a wire, and the laser beam parameters on wire melting phenomena and gap tolerance in butt joint were investigated. It was found that, in order to
obtain a deeper penetration, the laser beam should be separated from the wire with a distance at which there was no direct interaction between a laser beam
and a droplet during its transfer. On the contrary, in order to get a wider gap tolerance for a butt joint, for example, it was better for the laser beam to be set to
cross with a wire over 2 mm so that the laser beam could directly irradiate on the wire surface to melt it. As a result, the arc current could be decreased so
efficiently that the molten pool size formed by MIG is decreased and the gap tolerance increased. In the case of the utilization of a fibre laser, it was found that
the wire melting phenomena were affected by the laser beam parameters such as the beam diameter and the defocused conditions when welding was not
done at a focal position. It was clarified that even at the same laser beam diameter on the work surface, the wire melting phenomena could be different under
the different defocused conditions. In the defocused conditions where the focal position was over the work surface, the molten droplet on the wire tip
evaporated more easily than the case where the focal position was within the work surface. From the viewpoint of laser absorption by the wire or the molten
droplet, according to an arc phenomenon approach, it was found that about 10% of laser energy was absorbed during hybrid welding when the laser beam
was directly irradiated on the wire surface.
(35 refs.)
Inspec controlled terms: absorption - aluminium alloys - arc welding - butt welding - laser beam welding
Uncontrolled terms: gap tolerance - laser MIG arc hybrid welding - aluminium alloy - YAG laser - fibre laser -
wire
melting phenomena - laser beam - butt joint - laser absorption - AlJkJk