金属表面处理剂概要
- 格式:doc
- 大小:243.50 KB
- 文档页数:16
化学危险品安全技术说明书(HYYS-ZY-072)乙醇(无水)C2H5OH 46.1Ethanol absolute1.别名无水酒精,绝对酒精,Alcohol absolute,Alcohol anhydrous, Ethyl alcohol,Ethylhydroxide, Crain alcohol, Spirit of wine2.危规分类及编号易燃液体。
GB3。
2类32061,UN No。
1170;IMDG CODE 3219、3337—1页,3.2类。
3.规格工业级,含量≥99。
5%;试剂级(GB678—78)含量≥优级纯、分析纯99.5%,化学纯99.0%。
4.用途溶剂、清洗剂、分析试剂。
5.物化性质无色有酒味的澄清液体。
相对密度0。
7893.熔点-117。
3℃。
沸点78.5℃。
折射率1。
3611。
临界温度243。
1℃,临界压力6。
39×106Pa (20C)。
蒸气相对密度1.6。
极易从空气吸收水分。
能与水、醚、苯类和其他有机溶剂混溶.6.危险特征易燃。
闪点13℃。
自燃点363℃。
蒸气能与空气形成爆炸性混合物,爆炸极限3.3%~19%。
遇高热、明火有引起着火、爆炸危险。
燃烧时发出蓝色火焰,在火场中受热的容器有爆裂危险。
微毒.小鼠经口LD50:8。
5g/kg;小鼠皮下LD50:3.2g/kg;小鼠静脉LD50:2.0~2.8g/kg;大鼠经口LD50:10.8g/kg;大鼠皮下LD50:5~6g/kg;大鼠静脉LD50:1。
8~4。
2g/kg;狗经口LD50:5.5~6.6g/kg。
本品为麻醉剂,开始时导致中枢神经系统兴奋,继而使之麻痹。
长期受较大剂量作用时,可使神经系统、肝脏、心血管系统、消化器官等发生严重器质性疾病。
对眼睛黏膜有轻微刺激作用.乙醇可使皮肤发干,也有发生破裂现象.7.应急措施消防方法:用二氧化碳、雾状水、干粉、1211或抗醇泡沫灭火;用水冷却火场中的容器;驱散蒸气,赶走逸出液体,使稀释成不燃性混合物,并保护施救、堵漏人员。
化学危险品安全技术说明书(HYYS-ZY-072)乙醇(无水)C2H5OH 46.1Ethanol absolute1.别名无水酒精,绝对酒精,Alcohol absolute, Alcohol anhydrous, Ethyl alcohol, Ethylhydroxide, Crain alcohol, Spirit of wine2.危规分类及编号易燃液体。
GB3.2类32061,UN No.1170;IMDG CODE 3219、3337-1页,3.2类。
3.规格工业级,含量≥99.5%;试剂级(GB678—78)含量≥优级纯、分析纯99.5%,化学纯99.0%。
4.用途溶剂、清洗剂、分析试剂。
5.物化性质无色有酒味的澄清液体。
相对密度0.7893。
熔点—117.3℃。
沸点78.5℃。
折射率1.3611。
临界温度243.1℃,临界压力6.39×106Pa(20C)。
蒸气相对密度1.6。
极易从空气吸收水分。
能与水、醚、苯类和其他有机溶剂混溶。
6.危险特征易燃。
闪点13℃。
自燃点363℃。
蒸气能与空气形成爆炸性混合物,爆炸极限3.3%~19%。
遇高热、明火有引起着火、爆炸危险。
燃烧时发出蓝色火焰,在火场中受热的容器有爆裂危险。
微毒。
小鼠经口LD50:8.5g/kg;小鼠皮下LD50:3.2g/kg;小鼠静脉LD50:2.0~2.8g/kg;大鼠经口LD50:10.8g/kg;大鼠皮下LD50:5~6g/kg;大鼠静脉LD50:1.8~4.2g/kg;狗经口LD50:5.5~6.6g/kg。
本品为麻醉剂,开始时导致中枢神经系统兴奋,继而使之麻痹。
长期受较大剂量作用时,可使神经系统、肝脏、心血管系统、消化器官等发生严重器质性疾病。
对眼睛黏膜有轻微刺激作用。
乙醇可使皮肤发干,也有发生破裂现象。
7.应急措施消防方法:用二氧化碳、雾状水、干粉、1211或抗醇泡沫灭火;用水冷却火场中的容器;驱散蒸气,赶走逸出液体,使稀释成不燃性混合物,并保护施救、堵漏人员。

各类材质与橡胶黏合表面处理方法基材粘接面处理基材粘接面的处理是影响粘接质量的重要步骤之一。
为确保优质粘接及长期耐环境性能,基材面不得含有机或无机污染物。
有机材料包含油脂、污垢、油类,可用有机溶剂或碱液清除。
通常的无机污染物包含铁锈、水垢和氧化层,这些可通过打磨或化学(学或二者结合)清除。
表面处理的种类粘接前的基材表面处理方法有很多。
一般可分为两类:机械或化学。
无论你选择哪种方法,良好的表面处理基本上包括:1.清除所有表面污染物和分解物。
2.防止重复污染。
3.在所有处理步骤中仔细操作。
机械处理是用物理方式清除表面污染物,增大表面积和基材面。
此类处理方法包括:喷砂——研磨颗粒(细砂、粗砂或金属氧化物)借助高速空气流朝处理面喷射。
喷砂对清除无机污染物和在金属表面发现的其他腐蚀性物质尤为有效。
喷砂效果取决于喷射持续时间、砂粒的形状和尺寸、喷射速度、基材本身的硬度、多孔性和其他表面性质。
打磨——用钢丝刷或砂纸或砂垫研磨基材表面。
小心防止研磨材料受污染,并在使用后清除粉尘和颗粒。
机加工——如果完全清除油脂,则机加工的表面可能适于粘接。
但若仍有残余油脂杂质,将影响粘接。
另一方面,化学处理方法是利用有机和无机化学品来溶解、松动或消除表面污染。
作业方法包括:蒸汽/溶剂脱脂——利用有机溶剂蒸汽或碱液清洗除去有机污染物或油污。
由于脱脂不能清除残垢或腐蚀物,最好并用金属表面喷砂方法清除。
阳极化处理——氧化铝通过硫酸电解方式沉积在粘接表面形成不封闭薄膜。
钝化锌系磷化处理碱洗铬酸处理化学刻蚀脱脂剂特别注解:虽然三氯乙烯、四氯乙烯仍可用为脱脂溶剂使用,但由于环境和人体健康相关的原因,很多公司已不再使用,并因此已开发出许多不污染环境,能够与粘接系统配用的其他产品,此类产品具有足够的表面清洗效率。
常用的非氯化溶剂脱脂剂包括:水性碱液清洗可用于溶剂型或水剂型胶粘剂不污染环境的石油基溶剂。
通用表面处理以下三步工序是首选机械法表面处理工艺。
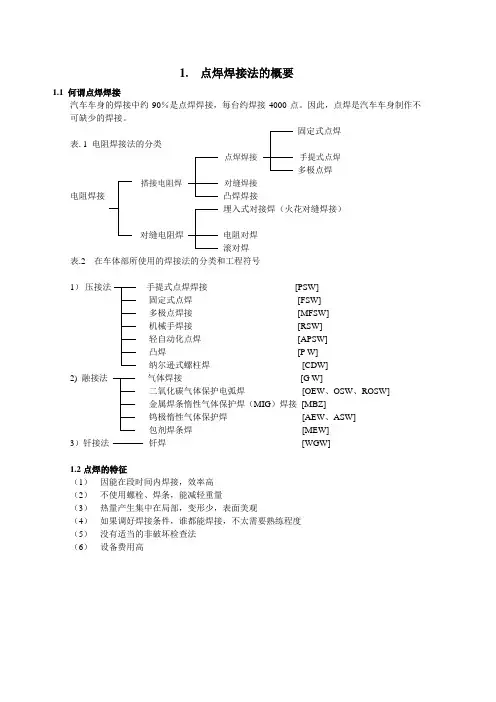
1. 点焊焊接法的概要1.1 何谓点焊焊接汽车车身的焊接中约90%是点焊焊接,每台约焊接4000点。
因此,点焊是汽车车身制作不可缺少的焊接。
固定式点焊表. 1 电阻焊接法的分类点焊焊接手提式点焊多极点焊搭接电阻焊对缝焊接电阻焊接凸焊焊接埋入式对接焊(火花对缝焊接)对缝电阻焊电阻对焊滚对焊表.2 在车体部所使用的焊接法的分类和工程符号1)压接法手提式点焊焊接[PSW]固定式点焊[FSW]多极点焊接[MFSW]机械手焊接[RSW]轻自动化点焊[APSW]凸焊[P W]纳尔逊式螺柱焊[CDW]2) 融接法气体焊接[G W]二氧化碳气体保护电弧焊[OEW、OSW、ROSW]金属焊条惰性气体保护焊(MIG)焊接[MBZ]钨极惰性气体保护焊[AEW、ASW]包剂焊条焊[MEW]3)钎接法钎焊[WGW]1.2点焊的特征(1)因能在段时间内焊接,效率高(2)不使用螺栓、焊条,能减轻重量(3)热量产生集中在局部,变形少,表面美观(4)如果调好焊接条件,谁都能焊接,不太需要熟练程度(5)没有适当的非破坏检查法(6)设备费用高1.3 点焊的要素左右点焊强度的原因有很多,其中主要的有4个,这被称为点焊的四大条件。
(1)焊接电流(6000A~12000A)加热焊接部,给予使其融化所需的热量的是电流,它是焊接条件中最重要的因素。
※焊渣飞溅……指融化的金属飞散。
(2)通电时间(10H2~20 H2)通电时间根据焊接的板厚、零件形状而不同,通电时间过短……则熔核小相反,通电时间过长……则热影响变得,但熔核却没有成比例地相应增大,压痕深度变深,成为焊渣飞溅的原因。
(3)加压力(200kg~400kg)加压力指施加在焊接部的力量,如焊接电流核通电时间那样,不是直接发热的源头,但根据它的高、低,增减接触电阻,给发热量以变化,同时防止引起焊接中局部过热,起到使焊接结果均一的作用,同时给焊接部已锻压效果,防止内部龟裂。
加压力根据被焊接材料的板厚、搭接层数等而有所不同,加压力过低……则焊接部的接触电阻变大,热影响显著,是产生飞溅的原因。
3类修复体经3种瓷表面处理后与陶瓷托槽的粘结强度及去托槽后的瓷表面情况周淳;徐珉华;张珺晔;齐雪【期刊名称】《广东牙病防治》【年(卷),期】2013(21)3【摘要】目的研究3种瓷表面处理方法对3类修复体与陶瓷托槽粘结强度的影响以及去除托槽后瓷表面的情况.方法钴铬烤瓷、e-max铸瓷、二氧化错全瓷3类修复体试件各36个,每类试件随机分为4组.除对照组为6个试件,其余各组每组10个试件.对照组不作任何处理.喷砂组,氧化铝喷砂4s,冲洗、吹干后表面涂布硅烷偶联剂.磷酸组,质量分数37%磷酸酸蚀1min,冲洗、吹干后表面涂布硅烷偶联剂.氢氟酸组,氢氟酸酸蚀2min,冲洗、吹干后表面涂布硅烷偶联剂.使用光固化托槽粘结剂粘结陶瓷托槽.经37℃恒温水浴24h后检测抗剪强度.观察托槽去除后瓷表面粘结剂残留情况和瓷面破损情况.结果 3种表面处理方法均能达到或超过有效粘结强度.采用喷砂并涂布硅烷偶联剂方法和氢氟酸酸蚀并涂布硅烷偶联剂方法,钴铬烤瓷试件的抗剪强度与e-max铸瓷和二氧化锫全瓷试件比较差异有统计学意义(P<0.05);磷酸酸蚀并涂布硅烷偶联剂方法中,3类修复体的抗剪强度差异无统计学意义(P>0.05).3类修复体在使用氢氟酸并硅烷偶联剂处理后,抗剪强度较其他2种方法高,差异有统计学意义(P<0.05).磷酸组的3类修复体瓷表面粘结剂残留指数得分最低,粘接剂残留最少,且瓷表面破坏最小.结论喷砂、磷酸酸蚀、氢氟酸酸蚀合并使用硅烷偶联剂处理钴铬烤瓷、e-max铸瓷、二氧化锆全瓷修复体,均能得到满意的糕结强度,而磷酸结合硅烷偶联剂方法去除托槽后对修复体表面的影响最小.【总页数】6页(P121-126)【作者】周淳;徐珉华;张珺晔;齐雪【作者单位】上海市第一人民医院分院口腔科,上海,200081;上海市第一人民医院分院口腔科,上海,200081;上海市第一人民医院分院口腔科,上海,200081;上海市第一人民医院分院口腔科,上海,200081【正文语种】中文【中图分类】R783.5【相关文献】1.瓷修复体粘结托槽前表面处理方法的临床应用及研究回顾 [J], 余涛2.不同表面处理方法对金属托槽与不同瓷修复体粘结强度影响的研究 [J], 余涛;曹军;张兆德;倪冰;王磊;廉恒丽3.不同瓷表面处理对托槽与瓷面粘结强度的影响 [J], 台银霞;朱宪春;唐冠群;王秋玉;毛智4.正畸粘接剂在不同瓷表面处理下对陶瓷托槽与瓷粘接剪切强度的影响 [J], 张云明5.不同表面处理方法对陶瓷托槽与不同瓷修复体粘结强度影响的研究 [J], 姜海巍;石旭旭;白莉学;邱澄宇;肖震因版权原因,仅展示原文概要,查看原文内容请购买。
可编辑修改精选全文完整版稳定化研究:一从分子结构入手采用封端法和共聚法封端法一般采用乙酞化剂如乙酸酐共聚法主要采用环氧乙烷、二氧杂戊环等为共聚单体,利用分散在POM分子链上—CH2CH2O—单元作为自由基降解的中止点,以阻断脱甲醛反应。
二从组成入手添加各种稳定剂抗氧剂A 主抗氧剂主要为塑料用酚类主抗氧剂Sumilizer GM Irganox 3025,由日本住友化学公司推出,由于其分子内含有酚轻基和丙烯酞基官能团,且二者之间存在分子内氢键;Sumilizer GA-80 Mark AO-80是日本住友化学公司和旭电化公司共同开发的新型高分子量半受阻酚抗氧剂,这种抗氧剂较常规的酚类抗氧剂对聚烯烃及工程塑料的持久性和耐NO x着色性有明显改善;维生素E作为聚烯烃抗氧剂维生素E的有效成分为;α生育酚(ATP),ATP不仅显示极高的抗氧活性,而且可以消除或降低塑料包装材料内的异味。
B 辅助抗氧剂亚磷酸醋辅助抗氧剂主要品种有:Iarfos12,它将醇胺结构引入亚磷酸酷分子内,其水解稳定性是其它品种无法比拟的,且分子量高,耐挥发,加工稳定性和色泽改良性显著;Mark PEP-36和Mark HP-10是日本旭电化公司80年代后期开发的高效亚磷酸酯品种,水解稳定性和耐热稳定性均优于经典的Iarfos168,,Ethnox398在双酚亚磷酸酷结构的基础上引入了氟原子,据称除提高水解稳定性外尚能有效防止塑料加工中的“黑斑”现象,赋予制品抗辐射稳定性能。
C 碳自由基捕捉剂碳自由基(即烷基自由基)通常在热氧化老化的链反应中生成,在无氧及高温的情况下也常常生成。
目前,国内外POM生产应用中常用的抗氧剂是瑞士Ciba公司牌号为Irganox259和Iragonax245的酚类抗氧剂,实验证明该类抗氧剂对POM有非常显著的热稳定效果,可大幅度提高POM的热稳定性能,是适合POM的性能优良的抗氧剂,在POM甲醛吸收剂方面,目前工业上普遍使用的是三聚氰胺(MA)、双氛胺等低分子化合物,由于该类化合物分子上含有大量未反应活泼H原子,表现出较高的热稳定效率。
ASTMD4541 –09用便携式附着力测试仪测定涂层拉脱强度的标准试验方法Designation: D 4541 – 09用便携式附着力测试仪测定涂层拉脱强度的标准试验方法1本标准出版分类号为 D 4541;分类号后面的数字代表最初使用的时间,在有修订的情况下,代表的是最后修订年份。
括号里的数字代表上次得到许可的年份。
上标(ε)代表上次修订或再许可后的版本改变。
1.适用范围*1.1本试验方法介绍的是评价金属基材涂层系统的拉脱强度(常称为附着力)的试验方法。
试验方法D7234介绍了混凝土涂层的拉脱强度。
本试验用于确定材料分离前表面能够承受的最大垂直力(拉伸力),或在给定力(通过/未通过)下表面是否能保持完整。
试验夹具、胶黏剂、涂料系统和基材构成的平面式系统内最弱的平面,会沿着这个平面断裂,出现断裂面。
本试验方法与其他(如刮铲或切割附着力)方法使用的剪切应力相比,最大化了拉伸应力,而且它们的结果没有可比性。
注1—本标准的程序用于金属基材,但是也可以用于其他坚硬的基材,如塑料和木材。
使用者/专人必须注明基材的载荷速度和弹性等因子。
1.2 拉脱强度的大小取决于材料和设备参数。
不同的试验方法会带来不同的结果,因此给出的结果应注明使用的试验方法,而且不能和其他设备的结果比较。
有五种设备型号,编号为B-F。
报告结果时必须注明试验方法。
注2—方法A,在本标准的以前的版本中出现过,现在主要用于混凝土基材的试验(见试验方法 D 7234),因此本标准不再使用。
.1.3 本试验方法使用了一系列便携式拉脱附着力试验仪。
2它们能够对单个表面施加同心圆载荷和反作用载荷,因此即使是只有一面涂层也可以进行试验。
载荷夹具和样品表面的粘附强度或胶黏剂、涂层和基材的内聚力决定了试验结果的大小。
1.4 本试验有破坏性,需要现场维修。
1.5 试验采用MPa (英寸-磅)为标准单位。
括号里的数值仅供参考。
1.6本标准没有致力于说明与使用有关所有安全问题,因此可能存在安全问题。
EVA鞋底表面处理剂的研制
张勇庆
【期刊名称】《华侨大学学报(自然科学版)》
【年(卷),期】2000(021)004
【摘要】采用甲基丙烯酸甲酯、丙烯酸接枝改性SBS,合成EVA表面处理剂,解决EVA鞋底粘合的问题.文中着重探讨影响表面处理剂合成的因素,以及其对EVA表面粘合强度的影响.
【总页数】3页(P432-434)
【作者】张勇庆
【作者单位】华侨大学产业处,泉州 362011
【正文语种】中文
【中图分类】TQ433.4+36:TQ437+.5:TS943.67
【相关文献】
1.EVA/NBR/天然胶耐油微孔劳保鞋底的研制 [J], 尚新会
2.LDPE/EVA/CPE并用微孔鞋底料的研制 [J], 张军
3.新型高效橡胶鞋底表面处理剂的配制 [J], 聂秋林
4.新型高效橡胶鞋底表面处理剂的配制 [J], 聂秋林
5.橡胶鞋底表面处理剂的研制 [J], 詹中贤;唐亚夫;曲少伟;孟晓琳;朱长春
因版权原因,仅展示原文概要,查看原文内容请购买。
OCA操作手册Operating manualﻫDataPhysicsOCAVersion1。
4, EnglishFirmware-version from1。
11,Software—version from 1。
2ﻫRelease:November1999AllRights,also of translation reserved.Nopart of this document maybe reproducedinany form(print, photocopy,microfilm orany other process)or be processed,multipliedor distributedbyanyelectronic means without the prior written approval ofDataPhysics。
This does not affect theexceptions expressly stated in Ё53, 54 UrhG。
DataPhysics Instruments GmbH doesnot accept any kind ofliability fortechnical or printing mistakes or defectiveness in this operatingmanual.Wereservethe rightto make changes to the content of thisoperating manualwithout priorannouncement。
The use ofnames,tradenames, merchandise descriptionsand such inthis operating manual does notjustify the assumption that such names may simply be usedbyanyone; often we are concerned withlegally protected registeredtrademarks evenif they are not marked assuch.Text,graphics andlayout Gerhard燤aierPrinted inGermany© Copyright 22y22 by DataPhysics InstrumentsGmbH, Filderstadt®is aregisteredtrademark of DataPhysics Instruments GmbH, Filderstadt® IBM and IBM—PCare registered trademarks of InternationalBusinessMachine Corporation® MicrosoftandWindows are registeredtrademarksof MicrosoftCorporationDataPhysicsInstrument GmbHRaiffeisenstra遝34D-70794Filderstadtphone ++49 (0)711—770556-0ﻫfax++49 (0)711—770556—99ﻫemail info@dataphysics.de目录1.前言1.1遵守条约1.2安全警告1.3详细安全提示2.概要描述2.1关于本手册2.2应用2.3OCA系列的装置2.4测试方法和结果3.安装及设置3.1概述3.2检查清单和发货单3.3OCA的安装3。
1、金屬表面處理劑概要1)前處理的定義作為被處理物塗塗料的準備過程,是除去附着在被處理物上的油及形成磷酸鹽磷化膜的過程。
2)前處理的目的在鐵、鋅等的金屬表面形成磷酸鹽磷化膜,給塗裝提供優秀的耐腐蝕性和附著性。
3)前處理工程2、對前處理工程藥品的說明1)脫脂在鋼鐵的表面,為了防止鋼鐵表面生鏽塗有礦物性或植物性等各種油,而這些很難完全除去。
除去這些鋼鐵表面的油脂有很多方法,而通常使用如下方法。
(1)溶劑脫脂是使用汽油或溶劑石腦油等溶劑洗條或用水浸漬除油的方法,可以出去大概的油。
但是浸漬的方法用溶劑只能使污垢或油變薄而很難使其完全除去。
但是使用溶劑蒸汽除油的方法代替浸泡法得到了普及。
蒸汽法使用的溶劑代表性的有氯丙烯。
可以用乾淨的熱蒸汽完全除去油。
只是由於不能出去污垢、氣體等附著物,在適用於小型配件。
使用時必須注意的是氯丙烯蒸汽具有麻醉性,所以稍微感覺到被麻醉的感覺最好立即到外面呼吸新鮮的空氣。
(2)ENULSION脫脂往煤油、石腦油等溶劑加入乳化活性劑或溶解在水里形成乳化液並加熱使用。
脫脂能力一般,所以油垢多時脫脂比較困難。
特別是附著油脂的地方,使用溶劑輕輕擦拭之後進行脫脂。
為了提高脫脂能力,有時也加入少許鹼。
脫脂以後必須用溫水洗條,以除去附著的乳化劑及污垢。
(3)電解洗條法陰極及陽極產生的氫氣及氧氣破壞附著在金屬表面的油脂膜,並通過攪拌溶液以機械方式除去油脂。
(4)鹼性洗條法附著在金屬表面的油可分為植物油和礦物油。
甲)植物油的脫脂植物油的成分為脂肪酸丙酯(甘油酯),和NaOH一起加熱時被皂化分解為肥皂和甘油。
由於都是水溶性(溶於水)物質,所以可以充分的水洗方法予以除去。
O‖CH2ONaCH2-O-C-R1 R2COONaO 3NaOH CH2ONa + R2COONa‖CH2-O-C-R2 CH2ONa R2COONaO‖CH2-O-C-R2[皂化(肥皂的反應式)]已)礦物油的脫脂1階段:用界面活性乳化劑及分散油(乳化)2階段:與鹼性中的SiO2結合並沉澱。
丙)不使用強鹼的理由使用強鹼時,在已清洗的鋼鐵表面生成氧化鐵或氫氧化鐵,從而產生惰性阻礙磷化膜的形成。
從而這方面考慮,以Emuision Cleaner 或最弱酸鹽為主要成分的Nonsilicate Type 弱Alkali Cleaner(磷酸鈉)最適合。
還有,強鹼和中強鹼Type的脫脂劑會使磷化重量增大和結晶粒子粗大。
所以在使用中強鹼脫脂劑時,為了得到緻密的結晶,有必要使用表面處理劑(XQ)。
因為XQ可以使由於生成氫氧化鐵而產生惰性失去的活性點增多,從而產生緻密的磷化膜。
下面的圖表為不同脫脂液的磷化重量差異。
丁)鹼性脫脂劑分類○強鹼:主要使用氫氧化鈉,把油脂分解為溶於水的甘油和肥皂。
(PH 12以上)○中強鹼:主要使用矽(gui)酸鹽類、吸附、分解礦物油。
主要使用酸式鹽類(PH 12以上),具有分散、乳化礦物油的作用。
磷酸鹽類也廣泛使用(PH 8.3-9.0).戊)鹼性脫脂劑的條件○必須能夠溶解油脂,而且PH 8.3以上。
○腐蝕性不強。
○表面張力小。
○必須升高溫度。
○必須持續維持的含量。
○水洗條性良好。
己)脫脂液使用水的水質○氫離子濃度(PH):6.0-8.0○ Conduct :5,000Ωcm以上○蒸發殘留分:150 ppm 以下○ Cl- :20 ppm 以下○ SO42- :20 ppm 以下○ Cl- + SO42- :35 ppm 以下○全硬度Ca2+:100 ppm 以下庚)脫脂液的更新○油份濃度達到3,000-20,000ppm時進行更新。
(n-Hexane油份測定法)○現場條件下,脫脂時間增加1.5倍時進行更新。
○定期沒5天—1個月更新一次。
2)表面調整有強鹼或中強鹼脫脂工程及酸洗工程時,金屬表面在結構上幾乎失去活性點,從而形成粗糙粗大的磷化膜。
由於這些原因,有必要在金屬表面賦予自由能量增加活性點。
隨著活性點的增加,由於自由能量的增加,在磷化處理時結晶核數也增加,從而形成細小而均勻的磷化膜。
起這種作用的我們稱之為表面調整劑。
像這樣提高表面活性劑,一般使用草酸或XQ等藥品。
使用草酸時,用2-3%溶液在常溫下處理1分鐘左右,Etching後形成薄的氫氧化鐵膜,從而可以在磷化處理時作為核。
使用XQ時,用特殊方法把磷酸鈉和TiO2 Colloid化合物吸附在鋼鐵表面上,起到生成磷化膜的核的作用。
(1)表面活性能量的增加要素○:反應面積的增加×:反應面積的減小(2)表面调整剂XQ的作用隨著重金屬鹽水溶液處理後的活性點(陰極面積)的增加生成均勻而緻密的磷酸鋅結晶。
甲)活性點少時的磷酸鋅磷化結晶(表面調整劑處理無)乙)活性點多時的磷酸鋅磷化結晶(表面調整劑處理有)2)表面調整(1)目的以化學方法處理金屬表面時,表面生成磷化膜。
其主要作用是提高防銹性、耐腐蝕性、耐高溫氧化性等化學物質,同時增加硬度及耐磨性。
(2)種類氧化磷化有1)鉻酸鹽磷化2)磷酸鹽磷化等。
其中,最廣泛應用於工業上的是磷酸鹽磷化。
(3)磷酸鹽磷化劑的反應鋼鐵製品浸泡以前磷化劑的反應為3 Zn(H2PO4)2 <=> 3 H3PO4+3 ZnHPO4----------(1)+3 ZnHPO4 <=> H3PO4 + 3 Zn3(PO4)2----------(2)3 Zn(H2PO4)2 <=>4 H3PO4+ Zn3(PO4)2---------(3)把鋼鐵製品浸泡在磷酸鹽水溶液加熱時Fe+2 H3PO4 <=>Fe(H2PO4)2 +H2↑(鐵) (磷酸)(磷酸二氫亞鐵)(氫氣)鋼鐵製品與方程式(1)和(2)中的磷酸反應,鐵被腐蝕,而其中一部分溶解以後生成鐵離子。
同時產生的氫離子,放電以後生成氫氣。
2H ++2e -<=> H 2↑由於消耗游離磷酸,鋼鐵表面附近氫離子濃度降低,方程式(3)的平衡向右側移動,從而磷酸氫鹽及磷酸鹽的結晶沉澱在鋼鐵表面。
這些沉澱在鋼鐵表面的沉澱成為結晶核,進而成長成全覆蓋的磷化膜。
* 磷化劑的反應3 Zn(H 2PO 4)2 .4 H 20 → 4 H 3PO 4+ Zn 3(PO 4)2 . 4 H 20* 磷酸鋅磷化膜結晶的結構第一層:Zn 3(PO 4)2 . 4 H 20 ----Hopeit 層:5%第二層:Zn 3Fe(PO 4)2 . 4 H 20 ----Phosphophyllitet 層:95% 第三層:Zn 3(PO 4)2 . 4 H 20 ----Vivanite 層第四層:Fe 3H 2(PO 4)2 . 4 H 20 ----lron-Hreaulite 層Fe 2+溶解 H+產生Etching 反應游離 H 3PO 4被NO 3-氧化Fe 2+溶解 H + 產生 陽極部 陰極部(4)影響磷化處理的因素甲)總酸度表示處理液中含有的酸性成分的總量。
取10cc處理液,加入酚酞(P.P)指示劑,用0.1N-NaOH進行中和,此時所需的NaOH的cc數為總酸度。
乙)游離酸度表示處理液中含有的游離酸度的濃度。
取10CC處理液加入 B.P.B指示劑,用0.1N-NaOH進行中和,此時所需的NaOH的CC數為游離酸度。
(5)游離酸度甲)偏高時Etching時間變長,由此磷化時間也變長,而且磷化膜中的磷酸鹽的含量減小,所以有耐腐蝕性降低的趨勢。
乙)偏低時由於Etching時間不足,所以耐腐蝕性也降低。
而且游離酸度進一步降低時,不僅僅在鋼鐵表面生成沉澱,而是影響全部處理液,生成大量異常產物,從而消耗磷化液。
(6)POINT的影響甲)偏低時稀釋處理液時雖然酸比沒有變化,但是POINT將會下降。
此時平衡迅速移動,不僅在鋼鐵表面生成沉澱,而且容易使全部處理液產生沉澱,造成很大損失。
乙)偏高時Etching加深,相反平衡的移動變慢。
這樣的話,處理時間會變長,耐腐蝕性也會降低。
(7)POINT和磷化的關係甲)偏低時:薄而均勻的灰色結晶。
乙)POINT適合時:緻密而平滑的結晶。
丙)偏高時:黑色及粗糙的結晶。
(8)使用促進劑時Fe + 2 H3PO4→Fe(H2PO4)2 + H2 ↑反應中產生的氫氣會阻礙要處理的鋼鐵表面和處理液之間的反應,使結晶困難或阻礙結晶成長。
促進劑能除去氫氣,使磷化完全、迅速進行。
(9)磷酸鹽磷化的附著量一般情況下2-3g/㎡左右最合适。
膜厚为3-5μm(10)磷酸液的主要成分甲)磷酸二氫鋅:Zn(H2PO4)2。
乙)硝酸鋅:Zn(NO3)2。
丙)磷酸:H3PO4。
丁)氧化劑:亞硝酸鈉(NaNO2)氯酸鈉(NaClO3)→除氢气戊)重金属:Ni,Fe有機酸(11)作業時溶液管理的注意事項(12)磷酸鹽磷化劑按處理方法分類甲)浸泡法(DIPPING)。
乙)SPRAT法。
丙)BRUSHING法。
丁)STEAM GUN法(13)磷酸鹽磷化膜性質及優缺點○磷化膜的顏色Mn及Zn系的與Fe系顏色有所區別。
Mn系:灰黑色Zn系:灰色,灰白色Fe系:金色,青紫色(14)磷化重量磷化膜重量根據藥品的種類、處理溫度、處理前鋼板狀態、前處理條件等有所不同,大致可分為如下。
雖然磷化膜的THICKNESS測定非常困難,但是可以把磷化膜重量(g/㎡)除於1.2的值作為MICRONE(μ)(15)磷化膜的耐腐蝕性磷化膜的耐腐蝕性一般磷化膜越薄越弱。
特別是磷酸鐵系磷化膜不僅薄,而且非常弱,所以盡可能盡快進行塗裝。
(16)磷化膜的耐熱性○ Mn系到160℃幾乎沒有變化,但是在160 - 170℃發生急劇的重量變化,大約有8%的重量變化。
○ Zn系到160℃開始引起重量變化,隨著溫度的上升漸漸穩定160 - 190℃之間,引起8-10%的重量變化。
○ Fe系到250℃完全按沒有變化,而且能耐到500℃。
(17)磷化膜的耐藥品性磷化對有機溶劑來說比較強,但與強鹼接觸時就會溶解。
綜合磷酸鹽磷化膜的性質,有優點如下。
甲)優點①与电镀相比,加工方法简单,而且设备费用也廉价。
②属不需要电流的化学处理,所以可以处理复杂形状及大型物件。
③加工温度为100℃以下,所以在材质上几乎没有物理变化。
④處理前後物件的重量變化極小。
⑤耐磨性良好。
⑥耐腐蝕性良好。
⑦磷化膜為電的不良導體。
這點有利於耐腐蝕性。
乙)缺點①磷化膜容易被外力所傷。
②僅磷化膜不能長時間防銹。
③由於磷化膜的耐彎曲、耐衝擊性不好,所以處理後材料的變形加工困難。
④磷化膜上可以進行氬弧焊及電焊,但是那一部分的磷化膜會被破壞。
⑤不能耐強酸、強鹼。
* 磷酸鹽磷化膜的性質(18)磷酸鹽磷化處理液的管理* 品質管理 POINT3附錄[前處理作業溶液Point測定方法] 1)脫脂劑鹼(Alkali)度測量方法2)表面調整劑(Alkali)度測量方法3)磷化總酸度測量方法當溶液的顏色變為紅色時停止滴定,確認所消耗的標準溶液的刻度。