机械制造基础思考题与练习题
- 格式:doc
- 大小:588.50 KB
- 文档页数:17
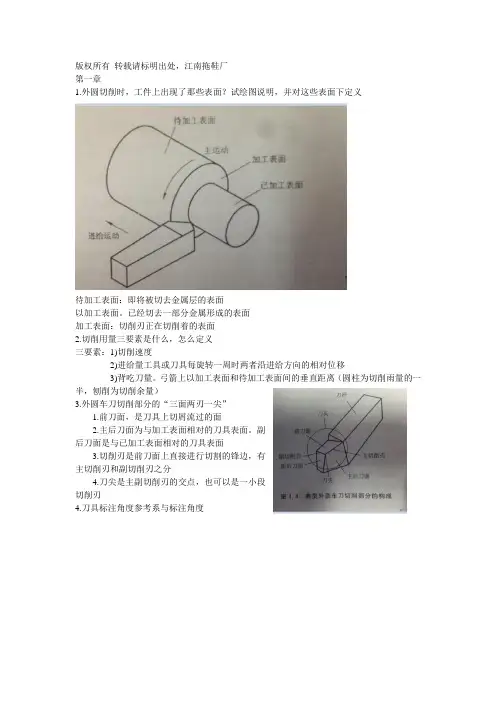
《机械制造技术》思考题与练习题第一章思考题与练习题外圆车削加工时,工件上出现了哪些表面试绘图说明,并对这些表面下定义。
何谓切削用量三要素怎样定义如何计算刀具切削部分有哪些结构要素试给这引起要素下定义。
为什么要建立刀具角度参考系有哪两类刀具角度参考系它们有什么差别刀具标注角度参考系有哪几种它们是由哪些参考平面构成试给这些参考平面下定义。
绘图表示切断车刀和端车面刀的Kr,Kr’,γ0,α0,λs, α0’和h D,b D和A D。
确定一把单刃刀具切削部分的几何形状最少需要哪几个基本角度切断车削时,进给运动怎样影响工作角度纵车时进给运动怎样影响工作角度为什么要对主剖面,切深,进给剖面之间的角度进行换算,有何实用意义试判定车刀前角γ0,后角α0和刃倾角λs正负号的规则。
刀具切削部分材料应具备哪些性能为什么普通高速钢有哪些牌号,它们主要的物理,机械性能如何,适合于作什么刀具常用的硬质合金有哪些牌号,它们的用途如何,如何选用刀具材料与被加工材料应如何匹配怎样根据工件材料的性质和切削条件正确选择刀具材料涂层刀具,陶瓷刀具,人造金刚石和立方氮化硼各有什么特点适用场合如何第二章思考题与练习题阐明金属切削形成过程的实质哪些指标用来衡量切削层金属的变形程度它们之间的相互关系如何它们是否真实的反映了切削形成过程的物理本质为什么切屑有哪些类型各种类型有什么特征各种类型切屑在什么情况下形成试论述影响切削变形的各种因素。
第一变形区和第二变形区的变形特点是什么试描述积屑瘤现象及成因。
积屑瘤对切削过程有哪些影响为什么说背吃刀量对切削力的影响比进给量对切削力的影响大切削合力为什么要分解成三个分力试分析各分力的作用。
分别说明切削速度,进给量及背吃刀量的改变对切削温度的影响刀具磨损的原因有多少种刀具的磨损过程分多少阶段何谓刀具磨钝标准试述制订刀具磨钝标准的原则。
刀具磨钝标准与刀具耐用度之间有何关系确定刀具耐用度有哪几种方法说明高速钢刀具在低速,中速产生磨损的原因,硬质合金刀具在中速, 高速时产生磨损的原因什么叫工件材料的切削加工性评定材料切削加工性有些指标如何改善材料的切削加工性切削液有什么作用有哪些种类如何选用试述切削液的作用机理。
什么叫刀具的合理几何参数它包含哪些基本内容前角有什么功用如何进行合理选择后角有什么功用如何进行合理选择主偏角与副偏角有什么功用如何进行合理选择刃倾角有什么功用如何进行合理选择什么叫合理的切削用量它和刀具使用寿命 , 生产率和加工成本有什么关系为什么说选择切削用量的次序是先选背吃刀量,再选进给量,最后选切削深度第三章 思考题与练习题指出下列机床型号中各位数字代号的具体含义。
CG6125B XK5040 Y3150E机车的主要技术参数有哪些写出用计算法确定主运动驱动电动机功率的理论公式,说明并解释公式中各项的内容举例说明何谓简单运动何谓复合运动其本质区别是什么画简图表示用下列方法加工所需表面时,需要哪些成型运动其中哪些是简单运动,哪些上复合运动 ① 用成型车刀车削外圆锥面② 用尖头车刀纵、横向同时运动车外圆锥面③ 用钻头钻孔④ 用拉刀拉削圆柱孔⑤ 插齿刀插削直齿圆柱齿轮举例说明何谓外联传动链何谓内联传动链其本质区别是什么对两种传动链有何不同要求在 CA6140 型卧式车床上车削下列螺纹:1) 米制螺纹 P=3mm ; P=8mm , K=22) 英制螺纹214 牙/in 。
3) 模数螺纹 m=4mm , K=24) 米制螺纹 P=48mm分析 CA6140 型卧式车床的传动系统:1) 证明: f 横 ≈ 0.5f 纵2) 计算主轴高速转动时能扩大的螺纹的倍数,并进行分析;3.) 分析车削径节螺纹时传动路线,列出运动平衡式,说明为什么此时能车削出标准的径节螺纹;4) 当主轴转速分别为 40 、 160 及 400r/min 时,能否实现螺距扩大 4 及 16 倍为什么5) 为什么用丝杠和光杆分别担任车削螺纹和车削进给的传动如果只用其中一个,既车削螺纹又传动进给,将会有什么问题6) 为什么在主轴箱中有两个换向机构能否取消其中一个溜板箱内的换向机构又有什么用处7) 说明 M3M4 和 M5 的功用是否可取消其中之一8) 溜板箱中为什么要设置互锁结构部分分析 CA6140 型卧式车床的主轴箱结构部分:1) 如何限制主轴的五个自由度主轴前后轴承间隙怎样调整主轴上作用的轴向力是如何传递给箱体的2) 动力由电动机到轴Ⅰ时,为什么要用卸荷带轮结构说明扭矩时如何传递到轴 Ⅰ 的3) 片式摩擦离合器传递功率的大小与哪些因素有关如何传递扭矩怎样调整离合器的轴向压力是如何平衡的可转位车刀有何特点金刚镗床和坐标镗床各有什么特点各适用于什么场合标准高速钢麻花钻由哪几部分组成切削部分包括哪些几何参数群钻的特点是什么为什么能提高切削效率常用钻床有几类其适用范围如何深孔加工有哪些特点镗削加工有何特点常用的镗刀有哪几类类型其结构和特点如何试分析钻孔、扩孔和铰孔三种加工方法的工艺特点,并说明这三种孔加工工艺之间的联系无心外圆磨床为什么能把工件磨圆为什么它的加工精度和生产率往往比普通外圆磨床高试分析卧式轴矩台平面磨床与立轴圆台平面磨床在磨削方法、加工质量、生产率等方面有何不同,各适用与什么情况砂轮的特性主要由哪些因素决定如何选用砂轮分析比较应用范成法与成形法加工圆柱齿轮各有何特点滚齿机上加工直齿和斜齿圆柱齿轮时,如何确定滚齿刀刀架板转角度与方向如板转角度有误差或方向不对将会产生什么后果在滚齿机上加工齿轮时,如果滚刀的刀齿相对于工件的轴向线不对称,将会产生什么后果如何解决在滚齿机上加工一对斜齿轮时,当一个齿轮加工完成后,在加工另一个齿轮前应当进行哪些挂轮计算和机床调整工作对比滚齿机和插齿机的加工方法。
说明它们各自的特点及主要应用范围。
齿轮滚刀的前角和后角是怎样形成的剃齿和磨齿各有什么特点用于什么场合第四章思考题与练习题组合机床主要有哪些通用部件及专用部件组成组合机床有哪些特点适用于什么场合第五章思考题与练习题什么是机械加工工艺过程什么叫机械加工工艺规程工艺规程在生产中起什么作用什么叫工序、工位和工步什么叫基准粗基准和精基准选择原则有哪些零件加工表面加工方法的选择应遵循哪些原则在制订加工工艺规程中,为什么要划分加工阶段切削加工顺序安排的原则是哪些在机械加工工艺规程中通常有哪些热处理工序它们起什么作用如何安排什么叫工序集中什么叫工序分散什么情况下采用工序集中什么情况下采用工序分散什么叫加工余量影响加工余量的因素有哪些在粗、精加工中如何选择切削用量什么叫时间定额单件时间定额包括哪些方面举例说明各方面的含意。
什么叫工艺成本工艺成本有哪些组成部分如何对不同工艺方案进行技术经济分析如图5-34 所示零件,单件小批生产时其机械加工工艺过程如下所述,试分析其工艺过程的组成(包括工序、工步、走刀、安装)。
在刨床上分别刨削六个表面,达到图样要求;粗刨导轨面A,分两次切削;精刨导轨面A;钻孔;铰孔;去毛刺。
图5-34 (习题13 图)如图5-35 所示零件,毛坯为Φ35mm 棒料,批量生产时其机械加工过程如下所述,试分析其工艺过程的组成。
图5-35 (习题14 图)在锯床上切断下料,车一端面钻中心孔,调头,车另一端面钻中心孔,在另一台车床上将整批工件螺纹一边都车至Φ30mm ,调头再调换车刀车削整批工件的Φ18mm 外圆,又换一台车床车Φ20mm 外圆,在铣床上铣两平面,转90 后,铣另外两平面,最后,车螺纹,倒角。
某机床厂年产C6136N 型卧式车床350 台,已知机床主轴的备品率为10% ,废品率为4% 。
试计算该主轴零件的年生产纲领,并说明它属于哪一种生产类型,其工艺过程有何特点试指出图5-36 中在结构工艺性方面存在的问题,并提出改进意见图5-36 (习题16 图)试选择图5-37 所示各零件加工时的粗、精基准(标有▽符号的为加工面,其余的为非加工面),并简要说明理由。
图5-37 (习题17 图)某零件上有一孔027.0050+Φmm ,表面粗糙度为μm ,孔长60mm 。
材料为45钢,热处理淬火42HRC,毛坯为锻件,其孔的加工工艺规程为:粗镗—精镗—热处理—磨削,试确定该孔加工中各工序的尺寸与公差。
在加工图5-38所示零件时,图样要求保证尺寸6±0.1mm ,因这一尺寸不便于测量,只能通过度量尺寸 L 来间接保证,试求工序尺寸L 及其公差。
图 5-38 (习题 19 图) 图 5-39 (习题 20 图)加工主轴时,要保证键槽深度 5.004+=t mm( 如图 5-39 所示 ) ,其工艺过程如下:(1) 车外圆尺寸0.1.028-=Φ;(2) 铣键槽至尺寸H TH 0;(3) 热处理;(4) 磨外圆至尺寸024.0008.028+=Φ。
设磨外圆与车外圆的同轴度误差为 Φ0.04mm ,试用极值法计算铣键槽工序的尺寸H T H 0.一零件材料为 2Cr13 ,其内孔加工顺序为:(1) 镗内孔至尺寸14.008.31Φ;(2) 氰化,要求氰化层深度为t H δ+0;(3) 磨内孔至尺寸035.0010.032+Φ,并保证氰化层深度为 ~0.3mm ;试求氰化工序中氰化层深度t T T 0如图 5-40 为被加工零件的简图,图 b 为工序图,在大批量生产的条件下,其部分工艺过程如下: 工序Ⅰ 铣端面至尺寸Ta T 0;工序Ⅱ 钻孔并锪沉孔至尺寸Tb B 0;工序Ⅲ 磨底平面至尺寸Tc C 0,磨削余量为 0.5mm 。
磨削时和经济精度为 a=0.1mm ;试计算各工序尺寸 A 、 B 、 C 及其公差。
图 5-40 (习题 22 图)试判别图中各尺寸链中哪些是增环哪些是减环图 5-41 (习题 23 图)第六章思考题与习题什么是机床夹具它包括哪几部分各部分起什么作用什么是定位简述工件定位的基本原理。
为什么说夹紧不等于定位限制工件自由度与加工要求的关系如何何谓定位误差定位误差是由哪些因素引起的定位误差的数值一般应控制在零件公差的什么范围内对夹紧装置的基本要求有哪些何谓联动夹紧机构设计联动夹紧机构时应注意哪些问题试举例说明。
试述一面两孔组合时,需要解决的主要问题,定位元件设计及定位误差的计算。
根据六点定位原理,分析图6-52 中所示各定位方案中各定位元件所消除的自由度。
图 6-52 (习题 9 图)有一批图 6-53 所示零件,圆孔和平面均已加工合格,今在铣床上铣削宽度为0.b T b -的槽子。
要求保证槽底到底面的距离为0b T h -;槽侧面到 A 面的距离为a+Ta ,且与A 面平行,图示定位方案是否合理有无改进之处试分析之。
图 6-53 (习题 10 图)有一批如图6-54所示工件,采用钻模夹具钻削工件上Φ5mm 和Φ8mm 两孔,除保证图纸尺寸要求外,还须保证两孔的连心线通过01.060-Φmm 的轴线,其偏移量公差为 0.08mm 。