DIN_509 退刀槽.类型和尺寸
- 格式:pdf
- 大小:393.52 KB
- 文档页数:9

退刀槽及其配合尺寸(JB/ZQ4238-1997) 退刀槽及其配合尺寸(JB/ZQ4238-1997)(mm) r1 f1 g≈ 推荐的配 合直径d1 用在一 般载荷 用 交 变载荷 0.6 0.2 2 1.4 0.1 <18 — 0.6 0.3 2.5 2.1 0.2 >18~80 1 0.4 4 3.2 0.3 >80 1 0.2 2.5 1.8 0.1 — >18~50 1.6 0.3 4 8.1 0.2 >50~80 2.5 0.4 5 4.8 0.3 >80~125 4 0.5 7 6.4 0.3 125 退刀 尺寸 倒角最小值a 倒圆最小值r2 r1×t1 A型 B型 A型 B型 0.6×0.2 0.4 0.1 1 0.3 0.6×0.3 0.3 0 0.8 0 1×0.4 0.6 0 1.5 0 1×0.2 0.8 0.4 2 1 1.6×0.3 1.3 0.6 3.2 1.4 2.5×0.4 2.1 1.0 5.2 2.4
4×0.5 3.5 2.0 8.8 5
轴 相 配 件 (孔) hmin r1 t b fmax a 极限偏差 r2 极限偏差 C、D型 E型
2.5 1.0 0.25 1.6 1.1 0.2 1 +0.6 1.2 +0.6 4 1.6 0.25 2.4 2.2 0.2 1.6 +0.6 2.0 +0.6 6 2.5 0.25 3.6 3.4 0.2 2.5 +1.0 3.2 +1.0 10 4.0 0.4 5.7 5.3 0.4 4.0 +1.0 5.0 +1.0 16 6.0 0.4 8.1 7.7 0.4 6.0 +1.6 8.0 +1.6 25 10.0 0.6 13.4 12.8 0.4 10.0 +1.6 12.5 +1.6 40 16.0 0.6 20.3 19.7 0.6 16.0 +2.5 20.0 +2.5 60 25.0 1.0 32.1 31.1 0.6 25.0 +2.5 32.0 +2.5 轴 hmin r1 t1 t2 b fmax 4 1.0 0.4 0.25 1.2 0.2 5 1.6 0.6 0.4 2.0 8 2.5 1.0 0.6 3.2 12.5 4.0 1.6 1.0 5.0
din76—b退刀槽标准DIN 76—B是一种常用的退刀槽标准,主要用于指导刀具制造和退刀槽的设计与加工。
下面将对DIN 76—B进行详细介绍,包括其标准编号、概述、尺寸要求、标记、应用范围和常见问题等方面。
标准编号:DIN 76—B概述:退刀槽是刀具上的一种凸起部分,它的设计和加工对刀具的使用寿命和性能有着重要影响。
DIN 76—B是一种退刀槽的标准,为制造、设计和选择合适的退刀槽提供了指导。
尺寸要求:DIN 76—B标准详细规定了退刀槽的尺寸要求。
这些尺寸包括退刀槽的直径、长度、位置等。
标准中还规定了一些关键的尺寸公差,以确保刀具与工件的贴合度和精度。
标记:DIN 76—B还规定了退刀槽的标记方法。
标记通常包括退刀槽的类型和尺寸,以及相关的标准编号。
标记的存在可以方便用户快速识别和使用。
应用范围:DIN 76—B适用于不同类型的刀具和工作场景。
它可以用于钻头、铣刀、车刀、攻丝刀等各种刀具的退刀槽设计。
标准的应用范围广泛,适用于不同行业和领域。
常见问题:虽然DIN 76—B是一个常用的退刀槽标准,但在实际使用过程中仍然存在一些常见问题。
例如,一些用户可能会遇到尺寸错误、加工精度不高等问题。
此外,标准的更新和改进也是一个持续的过程,因此用户需要关注最新的标准版本。
总结:DIN 76—B是一种常用的退刀槽标准,它为刀具制造和退刀槽的设计提供了指导。
标准规定了退刀槽的尺寸要求、标记和应用范围等内容。
虽然标准存在一些常见问题,但它仍然是一个广泛使用的指导标准,为刀具的制造和应用提供了重要参考。
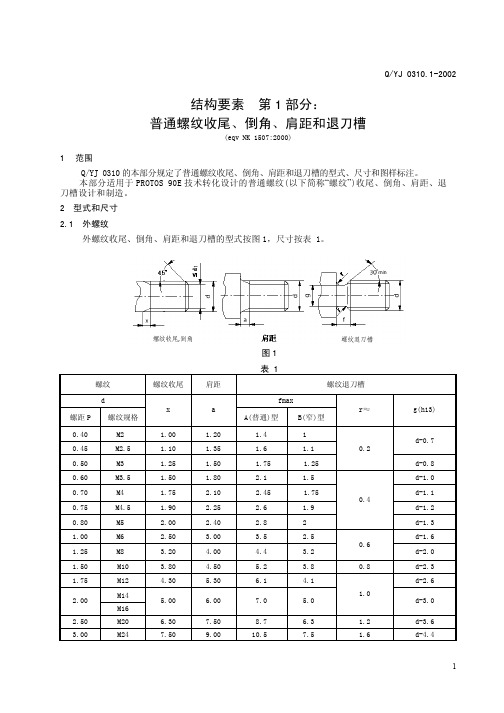
结构要素 第1部分:普通螺纹收尾、倒角、肩距和退刀槽(eqv NK 1507:2000)1 范围Q/YJ 0310的本部分规定了普通螺纹收尾、倒角、肩距和退刀槽的型式、尺寸和图样标注。
本部分适用于PROTOS 90E 技术转化设计的普通螺纹(以下简称“螺纹”)收尾、倒角、肩距、退 刀槽设计和制造。
2 型式和尺寸 2.1 外螺纹外螺纹收尾、倒角、肩距和退刀槽的型式按图1,尺寸按表 1。
图1表 1螺纹 螺纹收尾肩距螺纹退刀槽dfmax螺距P 螺纹规格 x a A(普通)型B(窄)型 r≈g(h13)0.40 M2 1.00 1.20 1.4 1 0.45 M2.5 1.10 1.35 1.6 1.1d-0.70.50 M3 1.25 1.50 1.751.25 0.2d-0.8 0.60 M3.5 1.50 1.80 2.1 1.5d-1.0 0.70 M4 1.75 2.10 2.451.75 d-1.1 0.75 M4.5 1.902.25 2.6 1.9 d-1.2 0.80 M5 2.00 2.40 2.8 2 0.4 d-1.3 1.00 M6 2.503.00 3.5 2.5 d-1.6 1.25 M83.204.00 4.4 3.2 0.6 d-2.0 1.50 M10 3.80 4.505.2 3.8 0.8 d-2.3 1.75 M12 4.30 5.306.1 4.1 d-2.6 M14 2.00 M16 5.006.007.05.01.0 d-3.02.50 M20 6.30 7.50 8.7 6.3 1.2 d-3.6 3.00M247.509.0010.57.51.6d-4.41.1 内螺纹2.2.1 应尽可能避免使用内螺纹退刀槽。
2.2.2 内螺纹收尾、倒角、退刀槽的型式按图2,尺寸按表2。
图2表2螺纹 螺纹收尾螺纹退刀槽def min螺距P 螺纹规格 普通型 窄型C(普通)型 D(窄)型 r≈g(H13)0.40 M2 2.3 1.6 1 0.45 M2.5 2.6 1.8 1.1 d+0.20.50 M3 2.8 21.250.20.60 M3.5 3.4 -2.4 1.5 0.70 M43.8 3.4 2.8 1.750.75 M4.5 43.5 31.9 0.80 M5 4.2 3.6 3.2 20.4d+0.31.00 M6 5.1 44 2.51.25 M8 6.2 4.5 53.2 0.61.50 M10 7.3 56 3.8 0.81.75 M12 8.35.5 74.3M142.00M169.36851.02.50 M20 11.2 7 10 6.3 1.23.00M2413.18127.51.6d+0.53 图样标注示例示例1:外螺纹退刀槽A(普通)型示例2:内螺纹退刀槽C(普通)型4 尺寸的选择粗牙螺纹按螺纹公称直径选取相应要素尺寸,细牙螺纹则按螺距选取相应要素尺寸。

din76—b退刀槽标准
DIN 76-B是德国标准化协会(Deutsches Institut für Normung)制定的一项标准,用于规范退刀槽(Keyway)的尺寸和加
工要求。
退刀槽通常用于连接旋转零件和轴,以传递扭矩或驱动力。
根据DIN 76-B标准,退刀槽的尺寸、公差和加工方法都有详细规定,以确保其能够在机械装配中达到预期的功能和性能要求。
该标准的
内容涵盖了退刀槽的各种参数,包括宽度、深度、角度、圆角半径等,以及相关的公差要求和加工工艺建议。
通过遵循DIN 76-B标准,制造商和工程师可以确保所生产的零件符合国际公认的质量标准,
从而提高产品的互换性和可靠性。

退刀槽及其配合尺寸(JB/ZQ4238-1997) 退刀槽及其配合尺寸(JB/ZQ4238-1997)(mm) r1 f1 g≈ 推荐的配 合直径d1 用在一 般载荷 用 交 变载荷 0.6 0.2 2 1.4 0.1 <18 — 0.6 0.3 2.5 2.1 0.2 >18~80 1 0.4 4 3.2 0.3 >80 1 0.2 2.5 1.8 0.1 — >18~50 1.6 0.3 4 8.1 0.2 >50~80 2.5 0.4 5 4.8 0.3 >80~125
4 0.5 7 6.4 0.3 125 退刀 尺寸 倒角最小值a 倒圆最小值r2 r1×t1 A型 B型 A型 B型 0.6×0.2 0.4 0.1 1 0.3 0.6×0.3 0.3 0 0.8 0 1×0.4 0.6 0 1.5 0 1×0.2 0.8 0.4 2 1 1.6×0.3 1.3 0.6 3.2 1.4 2.5×0.4 2.1 1.0 5.2 2.4
4×0.5 3.5 2.0 8.8 5
轴 相 配 件 (孔) hmin r1 t b fmax a 极限偏差 r2 极限偏差 C、D型 E型
2.5 1.0 0.25 1.6 1.1 0.2 1 +0.6 1.2 +0.6 4 1.6 0.25 2.4 2.2 0.2 1.6 +0.6 2.0 +0.6 6 2.5 0.25 3.6 3.4 0.2 2.5 +1.0 3.2 +1.0 10 4.0 0.4 5.7 5.3 0.4 4.0 +1.0 5.0 +1.0 16 6.0 0.4 8.1 7.7 0.4 6.0 +1.6 8.0 +1.6 25 10.0 0.6 13.4 12.8 0.4 10.0 +1.6 12.5 +1.6 40 16.0 0.6 20.3 19.7 0.6 16.0 +2.5 20.0 +2.5 60 25.0 1.0 32.1 31.1 0.6 25.0 +2.5 32.0 +2.5 轴 hmin r1 t1 t2 b fmax 4 1.0 0.4 0.25 1.2 0.2 5 1.6 0.6 0.4 2.0 8 2.5 1.0 0.6 3.2 12.5 4.0 1.6 1.0 5.0
DINT:螺纹收尾和螺纹退刀槽————————————————————————————————作者:————————————————————————————————日期:潍柴动力股份有限公司 2007年6月DIN76T1:1983-12 (企业标准:DIN76T1:1993-06)按DIN 13米制-ISO 螺纹的螺纹收尾和螺纹退刀槽标准名称按DIN 13米制-ISO螺纹的螺纹收尾和螺纹退刀槽第1页用阴影标示厂标说明本标准包含对国际标准ISO 3508-1976和ISO 4755-1983的规定。
专业性的更改或补充见编制说明。
尺寸单位:mm1使用范围本标准规定了按DIN13-1和DIN13-12的米制ISO-螺纹(标准螺纹和细牙螺纹)的螺钉及类似螺纹件的螺纹收尾和螺纹退刀槽的规格。
本标准适用于所有标准件以及指出参见本标准的零件。
需要时可以使用规定的缩写符号。
在此建议,本标准也可用于采用米制ISO-螺纹的非标准螺钉和类似螺纹件。
2尺寸标注2.1 外螺纹2.1.1 螺纹收尾x 1一般情况2.1.2最后一扣完整螺纹距支承面的间距(适应于全螺纹零件)a1 一般情况2.1.3 螺纹退刀槽A 型一般情况*)g1: 此前的f1g2: 此前的f2A形螺纹退刀槽的标注方法为:螺纹退刀槽DIN76-A杆径≈螺纹中径标准名称按DIN 13米制-ISO螺纹的螺纹收尾和螺纹退刀槽翻译校对技校审定标准名称按DIN 13米制-ISO 螺纹的螺纹收尾和螺纹退刀槽第2页 表1.螺距 p 8)螺纹公称 直径(标准 螺纹) d 8)螺纹收 尾x 1最大 一般1)间距 a 1最大 一般3)螺纹退刀槽 d gh 13 6)g 1最小 A一般7)g 2 最大 A 一般7)r ≈1) 如果各标准或图纸未另行规定,也可使用螺纹收尾x 1。
3) 如果各标准或图纸未另行规定,也可使用间距a 1。
6)公差带h12适用于公称直径至3mm 的螺纹。
退刀槽与越程槽
退刀槽与越程槽
大家好!今天为大家介绍一下机械加工中的两种让位槽,退刀槽和越程槽。
1 基本概念
在机械加工中,退刀槽与越程槽的结构是一样的。
退刀槽:在车床加工中,如车削内孔、车削螺纹时,为便于退出刀具并将工序加工到毛坯底部,常在待加工面的末端预先制出的退刀的空槽。
越程槽:在磨削时方便退出砂轮或砂带而沿圆周方向开的槽。
退刀槽和越程槽都是在轴的根部和孔的底部做出的环形沟槽。
那么这些沟槽的作用是什么呢?
一是保证加工到位;二是保证装配时相邻零件的端面靠紧。
下面重点说一下越程槽:
越程槽是磨削加工时用的,砂轮的柱面和端面之间有个圆角,这个角很难控制,并且不稳定,工艺上没法利用,在需要台阶轴的外径和台阶端面时,夹角处没法磨到所需的精度和粗糙度,于是就在外径和台阶相交处将外径和台阶的根部各车去一些,形成一个槽,就叫砂轮越程槽。
其实只要同时磨两个相交面,交线处都需要这样一个槽,如:内园和台阶V型,槽,T型槽等等。
2 标注方法
退刀槽与越程槽可按“槽宽×直径”或“槽宽×槽深”的形式注写,什么情况下用“槽宽×直径”?什么情况下用“槽宽×槽深”标?
1)在没有“尺寸精度”要求前提下,两种标注都可以,两者可换算,不必考虑基准问题。
2)在必须保证直径时用“槽宽×直径”;同样,在必须保证槽深时用“槽宽×槽深”。
虽然,可能会得到相同的结果,但是,基准与概念都不一样。
槽宽×直径时:槽深的基准是中心线。
槽宽×槽深时:槽深的基准是轮廓线。
退刀槽及其配合尺寸(JB/ZQ4238-1997) 退刀槽及其配合尺寸(JB/ZQ4238-1997)(mm) r1 f1 g≈ 推荐的配 合直径d1 用在一 般载荷 用 交 变载荷 0.6 0.2 2 1.4 0.1 <18 — 0.6 0.3 2.5 2.1 0.2 >18~80 1 0.4 4 3.2 0.3 >80 1 0.2 2.5 1.8 0.1 — >18~50 1.6 0.3 4 8.1 0.2 >50~80 2.5 0.4 5 4.8 0.3 >80~125 4 0.5 7 6.4 0.3 125 退刀 尺寸 倒角最小值a 倒圆最小值r2 r1×t1 A型 B型 A型 B型 0.6×0.2 0.4 0.1 1 0.3 0.6×0.3 0.3 0 0.8 0 1×0.4 0.6 0 1.5 0 1×0.2 0.8 0.4 2 1 1.6×0.3 1.3 0.6 3.2 1.4 2.5×0.4 2.1 1.0 5.2 2.4
4×0.5 3.5 2.0 8.8 5
轴 相 配 件 (孔) hmin r1 t b fmax a 极限偏差 r2 极限偏差 C、D型 E型
2.5 1.0 0.25 1.6 1.1 0.2 1 +0.6 1.2 +0.6 4 1.6 0.25 2.4 2.2 0.2 1.6 +0.6 2.0 +0.6 6 2.5 0.25 3.6 3.4 0.2 2.5 +1.0 3.2 +1.0 10 4.0 0.4 5.7 5.3 0.4 4.0 +1.0 5.0 +1.0 16 6.0 0.4 8.1 7.7 0.4 6.0 +1.6 8.0 +1.6 25 10.0 0.6 13.4 12.8 0.4 10.0 +1.6 12.5 +1.6 40 16.0 0.6 20.3 19.7 0.6 16.0 +2.5 20.0 +2.5 60 25.0 1.0 32.1 31.1 0.6 25.0 +2.5 32.0 +2.5 轴 hmin r1 t1 t2 b fmax 4 1.0 0.4 0.25 1.2 0.2 5 1.6 0.6 0.4 2.0 8 2.5 1.0 0.6 3.2 12.5 4.0 1.6 1.0 5.0
din76-d标准退刀槽尺寸
根据DIN 76-D标准,退刀槽的尺寸可以根据不同的直径和刀具尺寸进行计算。
以下是一些常见的退刀槽尺寸:
- 直径:6~12mm
刀具尺寸刀具直径的1/2,退刀槽深度为刀具尺寸的1/2
- 直径:14~25mm
刀具尺寸刀具直径的1/2,退刀槽深度为刀具尺寸的2/3
- 直径:28~50mm
刀具尺寸刀具直径的1/2,退刀槽深度为刀具尺寸的3/4
- 直径:56~100mm
刀具尺寸刀具直径的1/2,退刀槽深度为刀具尺寸的4/5
- 直径:112~160mm
刀具尺寸刀具直径的1/2,退刀槽深度为刀具尺寸的5/6
请注意,这些尺寸仅供参考,具体的退刀槽尺寸还可能受到其他因素的影响,比如工件材料和切削条件。
因此,在具体应用中,建议参考相关的刀具和工件规格以及相关的标准。
DIN 509DIN
ICS 01.100.20;25.020 代替 DIN509:1998-06版本
技术制图.
退刀槽.类型和尺寸
Technical drawings –
Relief grooves –
Types and dimensions
Dessins techniques –
Gorge de dégagement –
Types et dimensions
接2至9页
标准协会技术基础(NATG)DIN
标准协会机械制造(NAM)DIN
标准协会工具和夹具(FWS)DIN
Tra: Ina Check: Audi:Kevin
前言
该标准由机械基础标准协会(NATG),专业6“机械产品文件”,“技术制图”NA 152-06-05 AA工会与来自机械制造标准协会(NAM)和工具及夹具协会(FWS)的专业人员共同拟定。
修订
与DIN 509:1998-06版本相比做出下列修订:
a)标题补充“技术制图”
b)加工余量的符号“Z”被符号“Z1”和“Z2”代替
c)在图4中加工余量大小一样
d)在图5中删除尺寸“g”和“f”
e)在图6中沉孔“a/2”更改为“a“
f)图7,8,9和10的要求变更
g)在第9小节,例2的符号从“退刀槽 F1.2X0.22”改为“退刀槽E 1.2x0.2”
h)在图9和10(旧版本7和8)中的细节图“X”和“Y”中的符号R1.2补充极限尺寸“±
0.1”
i)在图9和10(旧版本7和8)删除粗糙度大小的符号
j)表1做了新的总结
k)表1中半径的尺寸数字使用大写字母R
l)表1中型号G的退刀槽的“f”的值从“1”改为“0.9”
m)表1中退刀槽H1.2X0.3的“f”的值从“2.5”改为“2.4”
n)表1中退刀槽F4X0.5的“0.3”的值作为“t2”
o)表1中退刀槽G0.4X0.2的“g”的值从“1.2”改为“1.1”
p)表2中删除型号H的退刀槽中的“e1”的值,因为“e1”和“e2”一样长。
q)表2做了新的总结
r)表3中尺寸“a”的值减半
s)第5节中表面符号根据DIN EN ISO 1302修改
t)第6节中根据DIN EN ISO 1302补充两个标注示例“MRR”(铲除材料)
u)第9节退刀槽在技术图纸中说明线形的提示和退刀槽的图纸符号的提示线和基准线
v)更新应用标准
w)标准编辑修改
以前的版本
DIN 509:1956-04,1966-01,1966-08,1998-06
引言
型号为G和H的退刀槽鉴于它的形状和尺寸根据DIN ISO 6987和DIN 4969-1(菱形转位刀片用于型号G)或根据DIN 6987,DIN4968和DIN 4969-1(三角形转为刀片用于型号H)使用转位刀片。
出于经济原因可以使用转位刀片制造。
图1到6为轴和心轴。
给出的数值也适用于相似的孔。
所有在该标准中给出的半径数值符合DIN 250。
1 应用范围
该标准适用于旋转件和孔的退刀槽。
它减少了使用刀具的数量。
2 标准引用
下列引用的文件时使用该文件所需要的。
注明时间的参考只适用于列出的版本。
为注明时间的参考使用最新版本(包括所有的修改)。
DIN EN ISO 1302 几何产品规范(GPS).在产品技术文件上指示表面结构
DIN ISO 128-22 技术制图.表示的一般规则.第22部分:标题线和参考线的惯例和应用
DIN ISO 128-24 技术制图.表示的一般原则.第24部分:机械工程制图线
3 定义
使用该文件时应用下列定义:
退刀槽
轴对称零件的内缘按一定形状和尺寸加工,为了预留出加工时工具的空间或安装时相邻零件的空间。
4 尺寸
4.1退刀槽型号 E
型号E的退刀槽使用于平面没有抬高的要求,圆柱面在需要的情况下要做进一步加工,例如安装时装配件有较大的沉孔或平面没有装配件。
说明
d1零件的直径
f 退刀槽宽度
r 退刀槽半径
t1槽深
z1加工余量
图1-用于圆柱面需要再加工的退刀槽
4.2 型号 F
型号F的退刀槽用于在需要时垂直的两个面要做进一步加工的零件。
说明
d1 零件的直径
f,g退刀槽宽度
r 退刀槽半径
t1,t2槽深
z1,z2加工余量
图2-用于平面和圆柱面需要在加工的退刀槽
4.3 型号G
型号G的退刀槽用于要求低的零件,垂直的两个面的零件的过渡尽可能的小。
说明
d1零件的直径
f,g退刀槽宽度
r 退刀槽半径
t1,t2槽深
z1,z2加工余量
图3-过渡小的退刀槽
4.4 型号H
型号H的退刀槽用于在需要时垂直的两个面要做进一步加工的零件。
d1零件的直径
f,g退刀槽宽度
r 退刀槽半径
t1,t2槽深
z1,z2加工余量
图4-过渡非常圆滑的退刀槽
5 表面说明
Ra 3.2;Rz1max 25
注释
在实际运用中只通过目测来检测表面粗糙度
其他粗糙值根据零件功能进行协商。
6标注
退刀槽的标注由下列符号组成:
-字样“退刀槽”;
-标准编号“DIN 509”;
-连字符;
-型号;
-退刀槽尺寸(半径r,槽深t1,用符号“x”分隔);
-有时在连字符中补充表面粗糙度符号。
标注举例退刀槽型号 E,半径 r=0.8mm 槽深 t1=0.3mm:
退刀槽 DIN509-E0.8x0.3
标注举例退刀槽型号 E,半径 r=0.8mm 槽深 t1=0.3mm,去除材料(MRR 参考 DIN EN ISO 1302)表面粗糙度 Ra1.6μm和Rzmax16μm:
退刀槽 DIN 509 . E 0,8 × 0,3 . MRR Ra 1,6; Rz1max 16
表1-退刀槽尺寸
7 加工余量
加工余量z1和z2参考表2中退刀槽过渡切削面e1和e2的数值。
它与切削余量z1和z2和退刀槽过渡角度有关。
说明
e1,e2过渡加工余量的宽度
z1,z2加工余量
图5-加工余量的尺寸,退刀槽型号 F
表2-退刀槽的尺寸和加工余量
单位:毫米
8 装配件的沉孔
说明
a 沉孔尺寸
d1零件直径
d2=d1+2a
图6-装配件的沉孔
表3-尺寸a
单位:毫米
9 图纸标注
在图纸中退刀槽优先使用简化标注,标注根据DIN ISO 128-24 使用粗实线,线形 01.2。
根据DIN ISO 128-22退刀槽标注在提示线和基准线上方(见图7和8)。
完整的标注见图9和10。
例1 退刀槽 F1.2x0.2 例2 退刀槽 E 1.2x0.2
表7-退刀槽 F1.2x0.2的简化标注表8-退刀槽 E1.2x0.2的简化标注
注释表面要求参考第5节注释表面要求参考第5节
有时参考DIN EN ISO 1302 有时参考DIN EN ISO 1302
图9-退刀槽F1.2x0.2完整标注符号图9-退刀槽F1.2x0.2完整标注符号
参考文献
DIN 250,半径
DIN 4968,无固定孔倒圆角硬质合金转位式刀片
DIN 4969-1,无安装孔带圆角的可转位陶瓷刀片
DIN ISO 6987,有布分圆柱形固定孔和圆角的可转位硬质合金刀片.尺寸。