机械制造技术毕业论文
- 格式:docx
- 大小:20.13 KB
- 文档页数:16

目录摘要-----------------------------------------------------------------------------3关键词--------------------------------------------------------------------------3 第一章任务介绍---------------------------------------------------------31.1轴的零件图-------------------------------------------------------31.2零件图的分析----------------------------------------------------31.3选择加工设备(题目给定用数控车)-----------------3 第二章数控车床的简介-----------------------------------------------42.1概述-------------------------------------------------------------------42.1.1数控车床的特点及应用----------------------------------------42.1.2数控车床的发展前景-------------------------------------------62.1.3数控车床加工轴类零件的优势-----------------------------7 第三章轴类零件的分析--------------------------------------------------73.1该零件的功能分析----------------------------------------------73.2该零件的结构分析----------------------------------------------73.3该零件材料及受力分析-----------------------------------------83.4该零件的精度分析-----------------------------------------------9第四章轴的加工工艺方案---------------------------------------------94.1零件图工艺分析----------------------------------------------------94.2选择毛坯--------------------------------------------------------------104.3确定加工顺序-------------------------------------------------------104.4选择夹具及确定装夹方案--------------------------------------114.5选择加工刀具---------------------------------------------------114.6确定进给路线---------------------------------------------------124.7合理选着切削用量---------------------------------------------124.8 编写工艺卡------------------------------------------------------134.9 编写加工程序---------------------------------------------------144.10调试模拟运行程序,无误后加工----------------------164.11完成零件加工并进行精度检测--------------------------16第五章总结------------------------------------------------------------------17参考文献------------------------------------------------------------------------18致谢--------------------------------------------------------------------------------18摘要数控加工制造技术正逐渐得到广泛的应用,对零件进行编程加工之前,工艺分析具有非常重要的作用。
机械制造与自动化毕业论文在当今快速发展的工业社会中,机械制造与自动化技术的应用日益广泛,它不仅提高了生产效率,还极大地提升了产品的质量与精度。
本文旨在探讨机械制造与自动化领域的最新进展,分析其在现代工业生产中的重要性,并提出一些可能的改进方向。
随着计算机技术与信息技术的飞速发展,机械制造与自动化技术也得到了前所未有的提升。
自动化技术的应用使得机械制造过程更加精确、高效,减少了人为因素的干扰,从而保证了产品质量的稳定性。
此外,自动化技术还有助于降低生产成本,提高企业竞争力。
在机械制造领域,自动化技术主要体现在以下几个方面:1. 自动化生产线:通过集成机器人、自动化输送系统、自动检测设备等,实现了生产过程的自动化控制,减少了人工操作,提高了生产效率。
2. 计算机辅助设计(CAD)与计算机辅助制造(CAM):利用计算机软件进行产品设计和制造过程的模拟,提高了设计的准确性和制造的效率。
3. 柔性制造系统(FMS):通过模块化设计,使得生产线能够快速适应不同产品的生产需求,提高了生产的灵活性和适应性。
4. 智能制造:结合物联网、大数据、云计算等技术,实现生产过程的智能监控、分析和优化,进一步提升生产效率和产品质量。
尽管自动化技术在机械制造领域取得了显著的成就,但仍存在一些挑战和问题。
例如,自动化设备的高成本、技术更新换代快、对操作人员的高技能要求等。
为了解决这些问题,未来的研究方向可以包括:1. 降低自动化设备的成本:通过技术创新和规模化生产,降低自动化设备的制造成本,使其更加普及。
2. 提高自动化设备的灵活性和适应性:开发更加灵活的自动化设备,使其能够适应多变的生产需求。
3. 培养高技能的操作人员:通过教育和培训,提高操作人员的技能水平,使其能够更好地操作和管理自动化设备。
4. 推动跨学科研究:结合机械工程、电子工程、计算机科学等多个学科的知识,推动自动化技术的创新和发展。
总之,机械制造与自动化技术是现代工业生产的重要支撑,它的发展对于提高生产效率、降低成本、提升产品质量具有重要意义。
机械制造毕业论文范文《现代机械制造工艺与精密加工技术研究》机械制造行业的发展水平体现了国家生产水平,为促进我国机械制造行业水平的提升,必须不断优化机械制造工艺,促进精密加工技术的不断进行和创新。
1、现代机械制造工艺机械制造工艺主要有流程制订、原件加工、先进工艺技术等。
现代机械制造工艺包含车、钳、铣、焊等内容,其中焊接工艺应用最广泛。
焊接工艺主要包括电阻焊工艺、气体保护焊工艺、螺柱焊工艺、埋弧焊工艺及搅拌摩擦焊工艺。
电阻焊工艺是通过在正电极和负电极的中间放置焊接物,然后进行通电操作,让电流从中通过时,会在焊接物周围形成店长效应,使得焊接物能够熔化,并进行融合,达到压力焊接的效果。
并且电阻焊工艺具有很高的工作生产效率,用的时间也比较少,焊接的质量高,并能够高效率的进行机械化操作,产生的噪音及气体污染比较小。
但电阻焊工艺也存在一定的不足,电阻焊工艺的相关设备的成本比较高,并且没有具备很好的无损检测技术,维修方面存在一定的难度,并且所需要费用也较高。
气体保护焊工艺的工作过程主要是通过电弧进行焊接操作。
气体保护焊工艺中在进行焊接时,使用的保护介质为气体,气体保护层会在电弧周围产生,对电弧、空气、熔池进行分离。
这种保护措施能够焊接操作受到有害气体的影响,保证焊接电弧在焊接过程中能够实现有效燃烧。
气体保护焊工艺中作为保护介质的气体中应用较多的为二氧化碳,二氧化碳的成本比较低,因此其应用也最广泛。
螺柱焊工艺主要是先连接螺柱与板件或管件,然后通过电话熔化焊接的接触面,并施加一定的压力在螺柱上完成焊接。
螺柱焊工艺的焊接方式有拉弧式和储能式两种。
其中拉弧式焊接的熔深较大,主要应用于重工业中,储能式焊接的熔深较小,主要应用于薄板焊接中。
拉弧式焊接和储能式焊接都属于单面焊接方式,并且具有无需打孔、粘结、铆接等优点,焊接过程中不需要进行钻洞和打孔,能够保证完成的焊接不会出现漏水漏气等问题,并且这两种焊接方式在现代机械制造业中得到了广泛的应用。
机械设计制造及其自动化毕业论文1. 引言机械设计制造及其自动化是现代工程领域中的重要研究方向之一。
在传统制造业的大背景下,机械设计制造及其自动化技术对提高产品质量、降低生产成本和提高生产效率起着至关重要的作用。
本篇论文旨在探讨机械设计制造及其自动化领域的关键问题,并提出相应的解决方案。
2. 研究背景随着社会的不断发展和科技的不断进步,机械工业扮演着越来越重要的角色。
传统的手工操作已经无法满足大规模生产的需求,自动化生产系统成为了制造业的主要趋势。
机械设计制造及其自动化是一门综合性学科,涉及机械设计、机器人控制、自动化系统等多个方面。
3. 研究内容本文主要研究以下几个关键问题:•机械设计中的优化算法:优化算法在机械设计中有着广泛的应用,可以通过计算机模拟和数值计算得出最优解,从而提高产品的性能和效率。
•自动化生产线的设计与控制:自动化生产线是实现工业生产自动化的核心设备,本文将探讨自动化生产线的设计和控制策略,以提高生产效率和质量。
•机器人应用于制造业的研究:机器人在制造业中起着越来越重要的作用,可以替代繁重、危险的无人工程,并有效提高生产效率。
4. 研究方法本文将采用文献综述和实验研究相结合的方法进行研究。
首先,通过对相关领域的文献进行综述,了解机械设计制造及其自动化领域的基础知识和最新进展。
然后,设计并进行一系列实验,以验证所提出的解决方案的有效性。
5. 研究成果通过对机械设计制造及其自动化领域的研究,本文将得出以下几个成果:•提出了一种改进的机械设计优化算法,可以有效提高产品的性能和效率。
•设计了一套自动化生产线,并探讨了相应的控制策略,从而提高生产效率和质量。
•研究了机器人在制造业中的应用,并提出了相应的解决方案,有效替代了繁重、危险的无人工程。
6. 结论机械设计制造及其自动化是现代工程领域中的研究热点,本论文通过对优化算法、自动化生产线设计与控制以及机器人应用于制造业的研究,得出了一些有价值的结论。
机械设计与制造的毕业论文机械设计与制造的毕业论文摘要:随着科技的发展和人们对生活质量的不断追求,现代机械制造业已经成为国民经济发展中的重要支柱,机械设备在各个领域的应用和发展也越来越广泛。
作为机械工程专业的学生,需要学会运用所学知识及工具对具体问题进行分析和解决,本论文主要就一款高精度数控加工中心进行设计与制造分析探讨。
关键词:机械设计,数控加工中心,制造分析一、引言数控加工中心作为目前最现代化、最高效的加工设备,主要作用是制造高精度、高自动化、高质量的零部件。
在国内市场上,随着数控加工中心在机械行业中的不断普及和应用,市场需求量在逐年上升。
但是,国内数控加工中心技术水平和生产水平相对于国际先进水平还存在一定的差距,这既是机械行业面临的问题,也是我国制造业发展的一个难点之一。
因此,探究数控加工中心的设计与制造分析,对于提高我国高端制造业技术水平及增加制造业发展的经济效益具有十分重要的现实意义。
二、数控加工中心的系统分析数控加工中心主要由下面四部分组成:(1)机床部分:包括机身、工作台、主轴和进给轴等核心部分。
(2)数控系统:由计算机、数控器、输入输出设备和运动控制系统等组成。
(3)刀库部分:用于存放各种不同的加工刀具,以实现各种复杂的加工工艺。
(4)液压系统:该系统的主要作用是驱动和控制机床各个执行部件的动作。
三、数控加工中心机床设计分析1.机身设计机身是数控加工中心的主体结构,主要承担数控加工中心各个部位的装配和固定作用。
其材质应该是高质量,例如可使用钢铸件加工。
2.工作台设计工作台是用来承载工件的部分,在加工过程中,工作台需要保持平稳运动,对加工品质有很大的影响。
最好选择可独立调整的平面工作台,以便适应不同形状和尺寸的工件。
3.主轴设计主轴部分是数控加工中心的核心部分,直接关系到数控加工中心的成型质量。
主轴的设计应该符合加工精度的要求,并且要具备高刚度和高效率的特性。
4.进给轴设计进给轴是数控加工中心的一个主要部分,控制精度也十分重要。
1. 绪论1.1研究的目的和意义青贮玉米饲料营养价值完善,适口性好,易于消化,满足肉牛、奶牛等家畜冬春季的营养需要,使肉牛、奶牛保持高水平的营养状态和生产水平,是肉牛业和奶牛业不可缺少的基础饲料之一。
最近几年,肉牛业有了很大的发展,向国内外市场提供了大量的牛肉,很多地方成了有名的养牛县。
牛奶业是公认的节粮、经济、高效的产业,属“菜篮子”工程。
牛奶还是饲料转化率最高的营养物质。
因此发展奶牛业,推广种植青贮玉米,可以带动我国畜牧业的持续快速发展。
世界上畜牧业发达的国家都很重视青贮玉米的种植和生产。
如法国、加拿大、英国、荷兰、德国等国家都培育了大量的青贮专用玉米品种。
在欧美许多国家中,青贮玉米饲料早已成为反刍家畜日粮中主要的有效能量成分和幼畜育肥的强化饲料。
1997年欧洲种植的青贮玉米面积达4.0 106hm2,加拿大超过190,000hm2,近几年美国青贮玉米种植面积占玉米总面积的6%-10%。
由于青贮玉米的诸多优点,今后我国仍将保持较大比例的青贮玉米种植面积。
青贮玉米种植面积在迅猛的增加,但相应的收获机械的发展却跟不上步伐,且收获的质量并不是很高,每年因为这个原因损失的粮食非常可观。
且国产收获机的机械性能和国外的相比还存在很大的差距。
因此研制新的玉米收获机是迫切要解决的问题。
为了尽快解决这个问题,我们设计一种结构简单的收获机,该机采用简单的切割器和粉碎刀,因此机器的重量大大减轻,整体结构更加合理。
其收获的质量与国外的机器很接近。
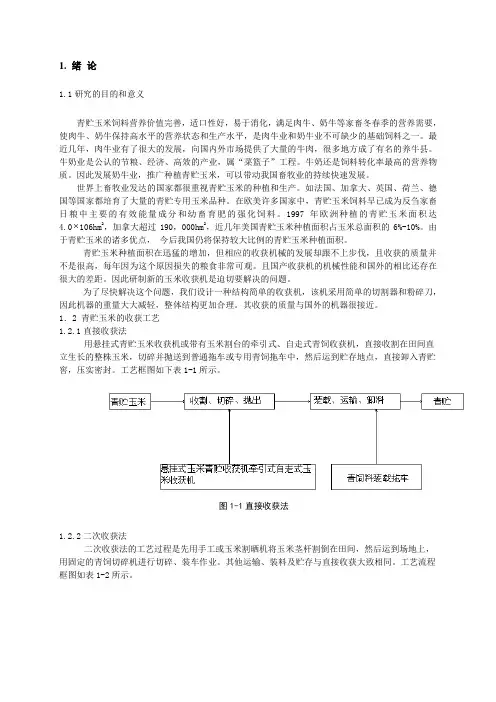
1.2 青贮玉米的收获工艺1.2.1直接收获法用悬挂式青贮玉米收获机或带有玉米割台的牵引式、自走式青饲收获机,直接收割在田间直立生长的整株玉米,切碎并抛送到普通拖车或专用青饲拖车中,然后运到贮存地点,直接卸入青贮窖,压实密封。
工艺框图如下表1-1所示。
图1-1直接收获法1.2.2二次收获法二次收获法的工艺过程是先用手工或玉米割晒机将玉米茎杆割倒在田间,然后运到场地上,用固定的青饲切碎机进行切碎、装车作业。
自动化技术在机械制造中的应用毕业论文自动化技术在机械制造中的应用毕业论文1、机械自动化技术概念及组成分析1.1机械自动化概念分析。
如果从理论层面进行分析,机械自动化技术实际上就是将自动化的生产技术直接应用在了机械制造和加工领域,在加工的过程中,对生产对象进行连续性的自动化生产也使得整个生产过程可以更加的高效、可靠和安全,在提高了机械制造质量的同时,也使得机械制造的效率得到了十分显著的提升。
机械自动化技术的出现使得机械制造流程中原料自身的流动速度和加工工艺可以随着生产发展的相关需要进行适当的调整,同时也大大的减少了生产过程中的人员投入,此外相关的研究表明,机械制造中使用机械自动化技术使得机械制造和加工的质量得到了十分显著的提升,同时这种生产模式也可以更好的满足工业生产过程中的个性化需求,产品的生产周期大大大的缩短,同时产品更新的速度也在不断的提升,降低了生产成本的同时也使得企业在市场竞争中存在着更大的优势,从而获得更高的经济效益和更大的发展空间。
此外,采用机械自动化技术之后,工人的劳动强度也大幅降低,操作人员的工作环境也较以往有了很大的改进,这也使得该项技术有了更好的发展条件。
但是在这一过程中,相关企业一定要重视技术未来的发展方向,而从总体上说就是生产效率更高,生产质量更好,生产成本更低。
1.2机械自动化技术组成分析。
机械自动化技术是一项具有较强综合性的技术,这项技术所使用到的学科能够形成一个庞大的综合体系,而该系统本身也有着非常好的发展前景。
一般而言,它是系统工程建设中的一种表现形式,而从总体上来说,自动化技术主要由5个部分组成。
首先是程序单元。
这个单元是机械自动化系统运行过程中最为重要的一个单元,系统当中应该执行的任务和执行任务过程中所采用的方式都是程序单元需要解决的问题。
其次是作用单元。
这一单元是整个自动化技控制系统中完成前期任务的重要组成部分,主要是在系统运行的过程中,为系统增加其保持正常运行过程中需要的能量,还要做好机械生产过程中的定位工作。
机械制造及自动化毕业论文机械制造及自动化毕业论文近年来,随着科技的不断发展,机械制造及自动化领域也取得了巨大的进步。
机械制造及自动化是一门综合性的学科,涉及到机械工程、电子工程、控制工程等多个领域。
在这个领域中,许多新的技术和理论被应用于实际生产中,为工业生产带来了巨大的改变。
首先,机械制造及自动化技术在工业生产中起到了至关重要的作用。
随着科技的发展,机械制造及自动化技术的应用越来越广泛。
在传统的机械制造工艺中,人工操作是主要的生产方式。
然而,这种方式存在着生产效率低、质量难以保证等问题。
而通过引入自动化技术,可以实现生产过程的自动化,提高生产效率,降低生产成本,提高产品质量。
例如,自动化生产线可以实现零部件的自动装配,大大提高了生产效率和产品质量。
因此,机械制造及自动化技术在工业生产中具有重要的意义。
其次,机械制造及自动化技术在提高生产效率方面发挥了重要作用。
随着市场竞争的加剧,企业需要提高生产效率来降低成本,提高竞争力。
机械制造及自动化技术的应用可以实现生产过程的自动化,减少人工操作,提高生产效率。
例如,通过使用机器人进行生产,可以实现生产过程的自动化,大大提高了生产效率。
同时,机械制造及自动化技术还可以实现生产过程的灵活性。
通过灵活的生产线布局和智能化的控制系统,可以实现快速转换生产任务,适应市场需求的变化。
因此,机械制造及自动化技术在提高生产效率方面起到了重要的作用。
此外,机械制造及自动化技术在提高产品质量方面也起到了重要作用。
在传统的机械制造工艺中,人工操作容易出现误差,导致产品质量不稳定。
而通过引入自动化技术,可以实现生产过程的自动化控制,减少人为误差,提高产品质量。
例如,通过使用自动化检测设备,可以对产品进行全面的检测,确保产品质量符合标准要求。
此外,机械制造及自动化技术还可以实现生产过程的数据化管理。
通过收集和分析生产过程中的数据,可以及时发现和解决生产中的问题,提高产品质量。
因此,机械制造及自动化技术在提高产品质量方面发挥了重要作用。
机械设计与制造技术毕业论文注:本文仅为参考,不能直接使用或抄袭,原文分享仅用于学术讨论和交流。
摘要本文以XX公司某产品为例,探讨了机械设计在制造技术中的应用。
通过对产品的需求分析,选择了合适的零部件并进行了结构设计和绘图,最终完成了完整的设计方案。
在制造过程中,设计方案得到了良好的实施和检验,证明了机械设计在制造行业中的重要性和有效性。
关键词:机械设计;制造技术;产品设计AbstractTaking the product of XX company as an example, this paper explores the application of mechanical design in manufacturing technology. Through the analysis of product requirements, suitable components were selected and structural design and drawing were carried out to finally complete the complete design scheme. In the manufacturing process, the design scheme has been well implemented and verified, proving the importance and effectiveness of mechanical design in the manufacturing industry.Keywords: Mechanical design; Manufacturing technology; Product design一、引言随着制造业的不断发展,机械设备在生产过程中的应用也越来越广泛。
机械设计在产品制造中具有重要的作用,对于保证产品的质量和效率都具有不可替代的作用。
机械制造与自动化专业优秀毕业论文范本智能制造技术在工业生产中的应用研究标题:机械制造与自动化专业优秀毕业论文范本—智能制造技术在工业生产中的应用研究摘要:随着科技的发展和工业化进程的不断推进,智能制造技术在机械制造与自动化领域的应用越来越广泛。
本文通过对智能制造技术在工业生产中的应用进行研究和分析,旨在探讨这一技术在提高工业生产效率、降低成本和实现可持续发展方面的潜力和价值。
第一章:引言随着全球经济的快速发展和竞争加剧,各个国家和企业都在积极寻求创新和改进,以保持竞争力。
在这一背景下,智能制造技术作为一种高效、灵活和可持续的制造方式,受到了广泛的关注和研究。
本章将介绍智能制造技术的相关概念和发展现状,并提出本文的研究目的和意义。
第二章:智能制造技术的分类和特点本章将对智能制造技术按照不同的分类标准进行梳理,并深入探讨其特点和优势。
智能制造技术可以分为物理技术、信息技术和网络技术三大类,每一类技术都可以在工业生产中发挥关键作用。
同时,智能制造技术具有高度的灵活性、适应性和智能性,可以根据不同的生产需求进行定制和优化,提高生产效率和产品质量。
第三章:智能制造技术在工业生产中的应用领域本章将分析智能制造技术在工业生产中的具体应用领域,并结合案例研究进行深入探讨。
智能制造技术可以应用于机械加工、装配生产、物流运输、质量管理等多个环节,通过自动化、智能化和数字化的手段,实现工业生产的高效、精准和可持续发展。
第四章:智能制造技术在工业生产中的影响和挑战本章将分析智能制造技术在工业生产中的影响和面临的挑战。
智能制造技术的应用可以提高工业生产效率、降低成本和资源消耗,但同时也会对传统的生产模式和人力资源带来深远的影响。
本章将探讨如何合理应对这些影响和挑战,实现智能制造技术与传统制造方式的有效衔接和协同发展。
第五章:智能制造技术在工业生产中的前景和建议本章将从发展趋势和前景的角度,对智能制造技术在工业生产中的应用进行展望,并提出相应的建议和措施。
机械制造毕业设计论文随着社会经济蓬勃发展,使得制造需求越來越大,为机械制造企业创造了机遇的同时, 也使得机械制造企业面临一系列问题,如研制时间段、技术改造落后、产品可靠性缺乏实践考验以及管理经验不足等问题,这些问题的存在为我国机械制造企业的进步与发展带來了极为不利的影响。
我国机械制造企业致力于解决这些问题,必须贯彻可靠性工程的意识, 对可靠性工程积极开展深入研究,不断强化机械制造的技术基础,加强机械制造企业管理, 为机械制造工艺可靠性提供充分的保障,从而为机械制造企业进步与发展奠定基础。
1我国机械制造匚艺可靠性的发展现状我国机械制造的可靠性工艺研究开始于20世纪20年代,对于机械产品的可靠性研究比较晚,直到20世纪80年代才得到了较快的发展。
对丁•机械产品可靠性研究,取得了较大的成果。
但从我国机械制造工艺可靠性的发展现状可以看出,我国对于机械产品理论研究比较大,但对于可靠性工艺的实际应用比较少,与西方发达国家的差距比较大,在一定程度上阻碍了我国机械制造企业的进步与发展。
对于机械制造工艺的可靠性理论研究,其广义的可靠性主要包括狭义可靠性和维修性,主要指的是机械产品在整个寿命期限内完成的规定功能的能力,而广义的可靠性乂被称为模糊可靠性,是对可能维修的机械产品和不可维修的机械产品的总称,对于可维修的机械产品,不仅需耍提高可靠性,还需要提高维修性,而对于不可维修的机械产品,则需要着重考虑其可靠性。
2机械制造的工艺过程机械制造的工程过程是,实际上就是产品研制全过程,可以概括为3个阶段,分别为概念设计阶段、生产阶段和制造过程。
将原材料转变为机械产品的过程就称之为工艺过程, 这个过程主要包括毛坯制造、零件加工、热处理等,为了工艺过程顺利进行,就需要对辅助匚具进行及时地调整和维修。
而II机械制造的工艺过程中,采取机械加工的方式、严格按照一定的顺序改变毛坯形状、尺寸和表面层性质,确保机械产品成为合格产品的过程就是机械制造工艺过程的具体表现形式。
机械制造及其自动化毕业论文机械制造及其自动化毕业论文近年来,随着科技的不断发展,机械制造及其自动化领域也得到了极大的推动和突破。
机械制造及其自动化作为一门重要的学科,涉及到工业生产的方方面面。
在这个领域里,人们通过研究和应用各种技术手段,不断提高机械设备的制造和运行效率,以满足社会经济发展的需求。
首先,机械制造是指通过各种加工方法将原材料制造成机械设备的过程。
这个过程中,需要考虑到材料的选择、加工工艺的设计、加工设备的选择和运行等多个因素。
随着科技的进步,新材料的出现和新加工技术的应用,使得机械制造的效率和质量都有了很大的提高。
例如,高强度材料的使用可以提高设备的承载能力,降低重量,提高使用寿命。
而激光切割、数控加工等新技术的应用,可以提高加工精度和效率,减少人为因素的干预。
其次,机械制造的自动化是指通过计算机、传感器、执行器等技术手段,使得机械设备的制造和运行过程实现自动化。
自动化技术的应用可以极大地提高生产效率和质量稳定性。
例如,自动化装配线的应用可以实现产品的快速生产和批量生产,减少人力投入,提高生产效率。
而自动化控制系统的应用可以实现设备的自动监测和故障诊断,提高设备的可靠性和稳定性。
在机械制造及其自动化领域,还有一些研究热点和挑战。
例如,智能制造是当前的一个研究热点,它将人工智能、云计算等技术与机械制造相结合,实现生产过程的智能化和个性化。
智能制造可以提高生产效率和产品质量,降低生产成本,提高企业竞争力。
然而,智能制造还面临着数据安全、人机协作等挑战,需要进一步研究和解决。
另外,绿色制造也是一个重要的研究方向。
随着环境问题的日益严重,绿色制造提出了对环境友好的生产方式和技术。
绿色制造可以减少对环境的污染和资源的浪费,提高资源利用率和能源效率。
然而,绿色制造还需要解决材料的环境友好性、废弃物的处理和回收等问题。
综上所述,机械制造及其自动化是一个充满挑战和机遇的领域。
通过研究和应用各种技术手段,可以不断提高机械设备的制造和运行效率,满足社会经济发展的需求。
机械设计制造及自动化毕业论文-3D工业机器人结构设计本章介绍论文的研究背景和目的,概述论文的结构和内容安排。
本文献综述将会综述相关领域的研究成果和进展,并探讨已有研究的不足之处,为本论文的研究提供理论基础。
3D工业机器人的概述介绍3D工业机器人是一种能够在三维空间内进行各种复杂任务的自动化机器人。
它具有高度灵活性和智能化的特点,可以执行多种工作,如装配、搬运、焊接、喷涂等。
3D工业机器人的设计结构非常重要,它直接影响机器人的性能、稳定性和安全性。
工作原理3D工业机器人基于先进的传感器和控制系统,能够通过计算机指令来执行任务。
它的工作原理包括感知环境、处理信息和执行动作。
通过感知环境,机器人能够识别和理解周围的物体、空间和运动方式。
然后,机器人会根据接收到的指令进行信息处理,计算出执行任务所需的动作。
最后,机器人会通过各种执行器和工具来执行具体的操作。
应用范围3D工业机器人在制造业中有着广泛的应用。
它可以代替人力完成繁重、危险和高精度的工作,提高生产效率和产品质量。
在汽车制造、电子制造、食品加工等领域,3D 工业机器人已经成为不可或缺的生产工具。
此外,随着人工智能和机器研究的发展,3D 工业机器人还可以通过研究和优化算法来提高自身的性能和智能化水平。
重要性和发展趋势3D工业机器人在制造业中的重要性不断增加。
它可以提高生产效率、降低成本、减少人力需求,并且可以在危险环境下工作,保证工人的安全。
它还可以实现自动化生产,提高产品质量和一致性。
随着技术的不断发展,3D工业机器人的性能和功能将不断提升,未来还将出现更多的应用场景和机器人类型。
结论3D工业机器人的设计结构对机器人的性能和稳定性具有重要影响。
深入理解3D工业机器人的概念、工作原理和应用范围,对于提高制造业的自动化水平和生产效率具有重要意义。
未来,随着技术的不断进步,3D工业机器人将在制造业中扮演越来越重要的角色。
该论文旨在介绍3D工业机器人结构设计的基本原理和方法,包括选取适合的机构结构、运动学建模、结构分析等内容。
机械设计制造及其自动化专业导论论文5篇第一篇:机械设计制造及其自动化专业导论论文机械设计制造及其自动化专业导论论文摘要:简要介绍机械设计制造及其自动化的基本概念、现状、发展方向。
机械设计制造从产生到发展,已经应用到了社会各个领域,给社会带来了巨大的财富。
通过本文的写作可以提高我们学习本专业的积极性和学习的热情。
同时本文也叙述了本人对专业学习的一点看法。
关键字:机械设计制造及其自动化概念发展应用学习方法0引言机械设计制造及其自动化专业是以培养现代机械工程师为主要目的的专业,是我国开设最久的专业之一。
虽然我国近些年注重高新科技的开发和利用,但不可否认的是,无论一国科技多么发达都无法离开机械制造。
没有强大的机械制造业,就不可能实现国民经济的工业化、现代化和信息化。
1机械设计制造及其自动化的基本概念机械设计制造及其自动化是研究各种工业机械装备及机电产品从设计、制造、运行控制到生产过程的企业管理的综合技术学科。
机械设计制造及其自动化专业旨在培养学生具有机械产品设计与制造、设备控制、生产组织管理及市场营销的基本能力。
通过学习机械设计与制造的基本理论、机电控制技术、计算机辅助设计与制造知识,接受现代机械工程师的基本训练。
本专业的主干学科为工程力学、机械设计、机械制造基础、电工电子技术、计算机应用系列课程、机械电子学、微机原理及数控加工技术;以及现代机械设计理论及方法、机械CAD/CAE/CAM等反映现代设计制造学科前沿的重要课程。
2我国机械制造业和自动化的发展阶段和现状机械设计的发展史按时间来分,可分为三个阶段,分别是:从古代社会到17世纪为机械设计起源和古代机械设计阶段,由17世纪至第二次世界大战结束为近代机械设计,第二次世界大战结束直到现在为现代设计阶段。
如果按其内容来分,可分为:直觉设计阶段,经验设计阶段和理论设计阶段。
两种划分是一一对应的,是从不同角度来划分机械设计的发展史。
每一个阶段在设计理论,方法和制造工艺方面都有明显的特色。
机械设计制造及其自动化毕业论文范文纵观人类历史,每一次人类生产力水平的飞跃都离不开创新,创新思维的培养有利于我国自主创新水平的提高,由中国制造向中国创造转变,从而提高我们的国际竞争力。
下面是店铺为大家推荐的机械设计制造及其自动化毕业论文,供大家参考。
机械设计制造及其自动化毕业论文范文一:农业机械自动化建设一、我国农业机械自动化的发展现状农业机械自动化的定义:农业机械或者装备在自身运行期间或运作状态下不依靠人手操作或感官而独立的将其完成。
农业机械自动化可以大幅度降低农副产品的生产本金、减少农民劳作带来的疲劳、提高农副产品的生产效率等,而且还可以整体提升农产品的质量与产量,因此,农业机械的改善应从降低生产本金、提升生产效率与质量出发,不断的进行设备的完善,以达到高尖精的目的。
随着我国农业经济的逐渐繁荣,机械自动化技术也为现代化农业的发展起着一定的推动作用。
农业机械自动化水平的提升,农业机械自动化的范围应该得到进一步发展与扩大,使农业机械化水平保持整体发展的良好趋势。
农业机制水平的不断提高,增强了我国农业厂家的生产能力,随着农业机械能力的不断加强,其涉及的领域也在不断的拓展,主要的市场有农机销售、设备维护与田间作业等。
随着农业机械自动化市场的不断扩宽,促进了国际间的技术沟通与合作,我国的一部分大型企业用市场交换技术的形式,来学习国外的先进技术与企业管理经验,从而提高国产农业机械的质量与生产效益。
但由于多方面的因素,同发达国家相比较,我国的农业机械自动化仍有许多需要提高的地方,在农业机械自动化的进程当中也存在着一定的问题。
1.农业机械制造水平低同发达国家相比我国的农业机械制造水平较低,有多种农业机械产品是仿造发达国家的机械产品。
在农业机械自动化设备中,仅仅对农业机械做了部分改进或是增加设备来降低生产农业机械设备的成品,这在一定程度上限制了产品的应用与推广。
所以,开发符合生产需要的农机设备应作为我国农业机械设备主要的发展方向[1]。
毕业设计论文课题名称生产线转位装置设计学院机械学院专业班级学号姓名指导教师定稿日期:年月日开题报告1 选题背景及其意义生产线就是产品生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产生产线活动所构成的路线。
生产线是按对象原则组织起来的,完成产品工艺过程的一种生产组织形式,即按产品专业化原则,配备生产某种产品(零、部件)所需要的各种设备和各工种的工人,负责完成某种产品(零、部件)的全部制造工作,对相同的劳动对象进行不同工艺的加工。
生产线的种类,按范围大小分为产品生产线和零部件生产线,按节奏快慢分为流水生产线和非流水生产线,按自动化程度,分为自动化生产线和非自动化生产线。
生产线的主要产品或多数产品的工艺路线和工序劳动量比例,决定了一条生产线上拥有为完成某几种产品的加工任务所必需的机器设备,机器设备的排列和工作地的布置等。
生产线具有较大的灵活性,能适应多品种生产的需要;在不能采用流水生产的条件下,组织生产线是一种比较先进的生产组织形式;在产品品种规格较为复杂,零部件数目较多,每种产品产量不多,机器设备不足的企业里,采用生产线能取得良好的经济效益。
转位装置主要由执行机构、驱动机构和控制系统三大部分组成。
根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。
运动机构,使装置完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。
运动机构的升降、伸缩、旋转等独立运动方式,称为转位装置的自由度。
为了抓取空间中任意位置和方位的物体,需有6个自由度。
自由度是机械手设计的关键参数。
自由度越多,转位装置的灵活性越大,通用性越广,其结构也越复杂。
一般专用转位装置有2~3个自由度。
控制系统是通过对转位装置每个自由度的电机的控制,来完成特定动作。
同时接收传感器反馈的信息,形成稳定的闭环控制。
控制系统的核心通常是由单片机或dsp等微控制芯片构成,通过对其编程实现所要功能。
机械类毕业设计论文【篇一:机械专业毕业设计论文】小型活动式起重提升机的总体结构设计摘要:提升机是大型固定机械之一,主要用于各种重物的升降和输送.小型提升机在日常生活中也起着重要的作用。
提升机的动力来源选择了微型电动葫芦,由电动机和减速器以及滚筒三部分成,各部分之间分别由联轴器联接。
电动机是动力源,减速器是传动系统,滚筒为执行和控制部分,其中以减速器最为重要。
它采用准平行环面蜗杆。
这种蜗杆不需要修形就能达到直廓环面蜗。
杆修形的效果,而且瞬时接触线和相对运动速度方向夹角稳定,接近90度;蜗齿面是用铲背滚刀加工而成,因此蜗轮齿面接触面大,质量稳定。
同时参加啮合的齿轮齿数多,蜗轮齿面无脊线,传递运动时不会产生干涉。
因此,这种蜗杆传动承载功率大,动压油涵稳定传动、噪声低、平衡温度低等特征。
具有良好的实用价值和经济价值。
关键词:活动式;提升机the design of small-scale and movable hoistabstract:the lifting machine is one of the large-scale regular machinery ,sed in the rise or fall and transport of various kinds of heavy objects mainly. the small-scale lifting machine playsan important role too in daily life. the lifting machine is madeup of motor , decelerator and three parts of cylinder , is linked by the shaft coupling respectively between every part. themotor is the power source , the decelerator is a transmission, the cylinder , in order to carry out and control some, among them thedesign of the decelerator is the most important. it adopts the worm the accurate parallel ring developed . this kind of worm does not need to repair the shape to reach the worm the wide ring directly and repair the result of the shape , and is exposed to the line and relative motion tempo direction contained angle stability instantaneously , is close to 90 degrees; carry the hobbing cutter and process with shovels but succeed the teeth of a cogwheel of snail, so contact the surface greatly the teethof a cogwheel of snail, quality is steady. participating inseveral more than gear wheel teeth that clench the teeth at the same time, there is no spine line the teeth of a cogwheel ofsnail , will not be produced and interfered while transmittingsports. so, this kind of worm transmission bears the weight of the power largly, move and press the oil to contain the stability transmission , low , balanced temperature low grade characteristic of noise. have good practical value and economic worth.key words:movable;hoist目录第1章绪论 ....................................................................................................... (1)1.1概述 ....................................................................................................... (1)1.1.1提升机载荷的种类 (2)1.1.2提升机的稳定性问题 (2)1.2提升机的发展 ....................................................................................................... .. 2第2章设计 ....................................................................................................... (3)2.1选题背景 ....................................................................................................... . (3)2.2方案论证 ....................................................................................................... . (3)2.3主要部件的选择 (4)2.3.1 h-k201微型电动葫芦的选择 (4)2.3.2钢丝绳的选择 (6)2.3.3轴承的选择 (6)2.4设计计算部分 ....................................................................................................... .. 72.4.1焊接要求 (7)2.4.2拉力计算过程 (8)2.4.3钢丝绳拉力计算 (11)2.4.4轴的计算 (1)12.4.5外力偶矩的计算 (11)2.5使用要求 ....................................................................................................... .. (14)2.5.1提升机的使用和管理 (14)2.5.2相关安全 (16)2.6技术措施 ....................................................................................................... .. (17)2.7结论 ....................................................................................................... . (18)致谢 ....................................................................................................... (19)参考文献 ....................................................................................................... . (22)第1章绪论1.1概述很高兴能设计本题目,本设计是通过从主观的调查、研究、分析,后又经过计算等各个工作,完成了本设计。
机械制造及其自动化 1.金属切削 切削原理 工件与刀具之间相互滑移即表示金属切削的剪切变形经过这种变形以后,切屑从刀具前面上流过时又在刀、屑界面处产生进一步的摩擦变形。通常,切屑的厚度比切削厚度大,而切屑的长度比切削长度短,这种现象就叫切屑变形。金属被刀具前面所挤压而产生的剪切变形是金属切削过程的特征。由于工件材料刀具和切削条件不同,切屑的变形程度也不同,因此可以得到各种类型的切屑。 机械加工设备 机械加工设备主要有车床,铣床,磨床,镗床等,一般以车床和铣床应用较广泛。 刀具 金属切削刀具一般有45度车刀,90度车刀,镗刀,铰刀,拉刀,铣刀等,一般情况的加工车刀和铣刀应用较多,所以以下内容多以车刀为主。 积屑瘤 在用低、中速连续切削一般钢材或其他塑性材料时,切屑同刀具前面之间存在着摩擦,当切屑上紧靠刀具前面的薄层在较高压强和温度的时,同切屑基体分离而粘结在刀具前面上,再经层层重叠粘结,在刀尖附近往往会堆积成一块经过剧烈变形的楔状切屑材料,叫做积屑瘤。积屑瘤的硬度较基体材料高一倍以上,实际上可代替刀刃切削。积屑瘤的底部较稳定,顶部同工件和切屑没有明显的分界线,容易破碎和脱落,一部分随切屑带走,一部分残留在加工表面上,从而使工件变得粗糙。所以在精加工时一定要设法避免或抑制积屑瘤的形成。积屑瘤的产生、成长和脱落是一个周期性的动态过程,它使刀具的实际前角和切削深度也随之发生变化,引起切削力波动,影响加工稳定性。在一般情况下,当切削速度很低或很高时,因没有产生积屑瘤的必要条件(较大的切屑与刀具前面间的摩擦力和一定的温度),不产生积屑瘤。 切削力 切削时刀具的前面和后面上都承受法向力和摩擦力,这些力组成合力F,在外圆车削时,一般将这个切削合力F分解成三个互相垂直的分力切向力F──它在切削速度方向上垂直于刀具基面,常称主切削力;径向力F──在平行于基面的平面内,与进给方向垂直,又称推力;轴向力F──在平行于基面的平面内,与进给方向平行,又称进给力。一般情况下,F最大,F和F较小,由于刀具的几何参数刃磨质量和磨损情况的不同和切削条件的改变,F、F对F的比值在很大的范围内变化。 切削热 切削金属时,由于切屑剪切变形所作的功和刀具前面、后面摩擦所作的功都转变为热,这种热叫切削热。刀具、工件和切屑上的切削热主要由切削液带走;不用切削液时,切削热主要由切屑、工件和刀具带走或传出,其中切屑带走的热量最大,传向刀具的热量虽小,但前面和后面上的温度却影响着切削过程和刀具的磨损情况,所以了解切削温度的变化规律是十分必要的。 切削温度 切削过程中切削区各处的温度是不同的,形成一个温度场切屑和工件的温度分布,这个温度场影响切屑变形、积屑瘤的大小、加工表面质量、加工精度和刀具的磨损等,还影响切削速度的提高。一般说来,切削区的金属经过剪切变形以后成为切屑,随之又进一步与刀具前面发生剧烈摩擦,所以温度场中温度分布的最高点不是在正压力最大的刃口处,而是在前面上距刃口一段距离的地方。 刀具磨损 刀具在切削时的磨损是切削热和机械摩擦所产生的物理作用和化学作用的综合结果。刀具磨损表现为在刀具后面上出现的磨损带、缺口和崩刃等,前面上常出现的月牙洼状的磨损,副后面上有时出现的氧化坑和沟纹状磨损等。当这些磨损扩展到一定程度以后就引起刀具失效,不能继续使用。刀具逐渐磨损的因素,通常有磨料磨损、粘着磨损、扩散磨损、氧化磨损、热裂磨损和塑性变形等。在不同的切削条件下,尤其是在不同切削速度的条件下,刀具受上述一种或几种磨损机理的作用。例如,在较低切削速度下,刀具一般都因磨料磨损或粘着磨损而破损;在较高速度下,容易产生扩散磨损、氧化磨损和塑性变形。 刀具寿命 刀具由开始切削达到刀具寿命判据以前所经过的切削时间叫做刀具寿命。 切削加工性 指零件被切削加工成合格品的难易程度。它根据具体加工对象和要求,可用刀具寿命的长短、加工表面质量的好坏、金属切除率的高低、切削功率的大小和断屑的难易程度等作为依据。 加工表面质量 通常包括表面粗糙度加工硬化残余应力、表面裂纹和金相显微组织变化等。切削加工中影响加工表面质量的因素很多,例如刀具的刀尖圆弧半径进给量和积屑瘤等是影响表面粗糙度的主要因素;刀具的刃口钝圆半径和磨损及切削条件是影响加工硬化和残余应力的主要因素。因此,生产中常通过改变刀具的几何形状和选择合理的切削条件来提高加工表面质量。 切削振动 切削过程中,刀具与工件之间经常会产生自由振动、强迫振动或自激振动(颤振)等类型的机械振动。自由振动是由机床零部件受到某些突然冲击所引起,它会逐渐衰减。强迫振动是由机床内部或外部持续的交变干扰力(如不平衡的机床运动件、断续切削等)所引起,它对切削产生的影响取决于干扰力的大小及其频率。自激振动是由于刀具与工件之间受到突然干扰力(如切削中遇到硬点)而引起初始振动,使刀具前角、后角和切削速度等发生变化,以及产生振型耦合等,并从稳态作用的能源中获得周期性作用的能源,促进并维持振动。通常,根据切削条件可能产生各种原生型自激振动,从而在加工表面上留下的振纹,又会产生更为常见的再生型自激振动。上述各种振动通常都会影响加刀表面质量,降低机床和刀具的寿命,降低生产率,并引起噪声,极为有害,必须设法消除或减轻。 切屑控制 指控制切屑的形状和长短。通过控制切屑的卷曲半径和排出方向,使切屑碰撞到工件或刀具上,而使切屑的卷曲半径被迫加大,促使切屑中的应力也逐渐增加,直至折断切屑的卷曲半径可以通过改变切屑的厚度、在刀具前面上磨制卷屑槽或断屑台来控制,其排出方向则主要靠选择合理的主偏角和刃倾角来控制。 切削液 也称冷却润滑液,用于减少切削过程中的摩擦和降低切削温度,以提高刀具寿命、加工质量和生产效率。常用的切削液有切削油、乳化液和化学切削液3类。 2.工件的定位与夹紧 工件的定位 在加工之前,使工件在机床或夹具上占据某一个正确位置的过程称为定位。其方法有三种,第一种是直接找正定位法,第二种方法是划线找正定位法,第三种方法是利用夹具定位法。 工件定位的基本原理 工件的定位,实质上就是限制工件应被限制的自由度。用六个合理布置的定位支承点限制工件的六个自由度,就可以使工件的位置完全确定,此称为定位的“六点定则”。此定则可以适用于任何形状,任何类型的工件,具有普遍性。 工件的定位形式 有以下三种,一是完全定位,二是不完全定位,三是过定位。一般情况下,应该尽量避免采用过定位形式。 工件的夹紧 工件定位后用一定的装置将其固定,使其在加工过程中保持定位位置不变的操作称之为夹紧;工件定位,夹紧的过程合称为装夹。 3.加工工艺的规程的制订 企业所用工艺规程的具体格式虽不统一,但内容大同小异。一般来说,工艺规程的形式按其内容详细程度,可分为以下几种: 1)工艺过程卡 :是一种最简单和最基本的工艺规程形式,它对零件制造全过程作出粗略的描述。卡片按零件编写,标明零件加工路线、各工序采用的设备和主要工装以及工时定额。 2)工艺卡:它一般是按零件的工艺阶段分车间、分零件编写,包括工艺过程卡的全部内容,只是更详细地说明了零件的加工步骤。卡片上对毛坯性质、加工顺序、各工序所需设备、工艺装备的要求、切削用量、检验工具及方法、工时定额都作出具体规定,有时还需附有零件草图。 3)工序卡:这是一种最详细的工艺规程,它是以指导工人操作为目的的进行编制的,一般按零件分工序编号。卡片上包括本工序的工序草图、装夹方式、切削用量、检验工具、工艺装备以及工时定额的详细说明。 进一步将工序详细化的就是工步。 4.零件的加工 下面以CA6140和轴类零件进行简要说明 1)轴类零件的分类、技术要求 轴是机械加工中常见的典型零件之一。它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、各种丝杠等如图6-1,其中阶梯传动轴应用较广,其加工工艺能较全面地反映轴类零件的加工规律和共性。根据轴类零件的功用和工作条件,其技术要求主要在以下方面: ① 尺寸精度? 轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT 5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。 ② 几何形状精度? 主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。 ③ 相互位置精度? 包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。 ④ 表面粗糙度? 轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定。支承轴颈常为~μm,传动件配合轴颈为~μm。 ⑤ 其他? 热处理、倒角、倒棱及外观修饰等要求。 2)轴类零件的材料、毛坯及热处理 轴类零件的材料 ① 轴类零件材料? 常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65Mn,也可选用球墨铸铁;对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。 ② 轴类毛坯? 常用圆棒料和锻件;大型轴或结构复杂的轴采用铸件。毛坯经过加热锻造后,可使金属内部纤维组织沿表面均匀分布,获得较高的抗拉、抗弯及抗扭强度。 轴类零件的热处理 锻造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,消除锻造应力,降低材料硬度,改善切削加工性能。 调质一般安排在粗车之后、半精车之前,以获得良好的物理力学性能。表面淬火一般安排在精加工之前,这样可以纠正因淬火引起的局部变形。精度要求高的轴,在局部淬火或粗磨之后,还需进行低温时效处理。 轴类零件的安装方式 轴类零件的安装方式主要有以下三种。 ①采用两中心孔定位装夹 一般以重要的外圆面作为粗基准定位,加工出中心孔,再以轴两端的中心孔为定位精基准;尽可能做到基准统一、基准重合、互为基准,并实现一次安装加工多个表面。中心孔是工件加工统一的定位基准和检验基准,它自身质量非常重要,其准备工作也相对复杂,常常以支承轴颈定位,车(钻)中心锥孔;再以中心孔定位,精车外圆;以外