PVD涂层硬质合金刀片
- 格式:pdf
- 大小:1.43 MB
- 文档页数:2

硬质合金刀具涂层制备中与cvd法相比pvd法的优点在制造那些很厉害的刀具的时候,有一种特殊的技术叫涂层制备,就像是给刀具穿上一层保护衣一样,让它们变得更加强大。
这里面有两种常见的方法,一种叫CVD 法,另一种叫PVD法。
今天,就一起来看看PVD法比起CVD法,都有哪些优点!PVD法就像是一个非常细心的小工匠,它能把涂层做得很均匀。
比如说,想象一下我们要给一个小蛋糕涂上奶油,PVD法就可以把奶油非常均匀地涂抹在蛋糕的每一个地方,不会有的地方厚,有的地方薄。
而CVD法,有时候就像一个有点粗心的小伙伴,可能会让涂层涂得不太均匀。
刀具要是涂层不均匀,就好像我们穿的衣服有的地方厚有的地方薄,那肯定不舒服,刀具用起来也会不太好。
再来说,PVD法干活的温度比较低。
这就好比我们做饭的时候,有的锅用小火就能把菜做得很好吃,PVD法就像是这个小火做饭的好方法。
它不像CVD法那样,需要很高的温度。
温度太高的话,就像夏天在大太阳下待太久,刀具可能会变得有点“虚弱”,它的性能就会受到影响。
而PVD法用比较低的温度来给刀具涂涂层,刀具就不会受到太大的伤害,还能保持自己的好状态。
还有,PVD法这个小能手对环境也很友好。
就像我们要爱护我们的校园环境一样,PVD法在工作的时候,产生的污染很少。
而CVD法有时候会产生一些不太好的东西,就像有的小朋友在教室里乱丢垃圾一样,会让环境变得不太好。
PVD法就很乖,不会给环境捣乱,这样大家都能开开心心的。
而且,PVD法的反应速度还挺快的。
就像跑步比赛,PVD法就像那个跑得很快的小朋友,能很快地把涂层做好。
这样刀具就能更快地穿上它的“保护衣”,去发挥它的作用,不像CVD法有时候会慢悠悠的。
现在你们知道了,在硬质合金刀具涂层制备里,PVD法比起CVD法有好多优点,它能让刀具变得更厉害,还能保护环境,就像我们班级里的优秀小标兵一样!。
刀具涂层技术的应用自20世纪60年代化学气相沉积(CVD)涂层硬质合金刀片问世发来,涂层技术被广泛应用于硬质合金可转位刀具的表面处理。
而20世纪80年代初,TiN物理气相沉积(PVD)涂层高速钢刀具的出现,以使高速钢刀具的性能发生了革命性的变革。
由于涂层技术可有效提高切削刀具的使用寿命,使用刀具获得优良的综合机械性能,大幅度地提高机械加工效率,因此涂层技术已经在切削刀具提高性能的工艺中得到极为广泛的应用于。
刀具涂层技术通常可分为化学气相沉积(CVD)技术和物理气相沉积(PVD)技术两大类,本文拟从这两方面分别介绍国内外刀具涂层技术的应用情况。
1、刀具涂层技术的应用(1)CVD涂层技术的应用CVD是使挥发性化合气体发生分解或化学反应,并在被镀工件上形成沉积成膜的方法。
在CVD工艺中,气相沉积所需金属源的制备相对容易,可实现TiN、TiC、TiCN、TiBN、TiB2、AL2O3等单层及多元多层复合涂层。
CVD涂层镀层密实,涂层与基体结合强度高,附着力强,均匀性好,形状复杂的工件也可得到合金副的镀层,薄膜厚度可达5—12微米,因此CVD涂层具有更好的耐磨性。
但其工艺处理温度高,易造成刀具材料抗弯强度的下降,薄膜内部为拉应力状态,使用中易导致微裂纹的产生,因此只适合于硬质合金车削类刀具的表面涂层,其涂层刀具适合于中型、重型切削的高速加工及半精加工。
自1968年第一批CVD涂层硬质合金刀具问世至今,该涂层技术已发展了近35年。
在这35年间,CVD涂层技术从单一成份发展到多种成份、从单一膜层发展到多元多膜层,经过大量的试验,完成了批量大规模的工业化生产。
如今,CVD涂层硬质合金在涂层硬质合金刀具中占到了80%以上的份额,CVD涂层技术已广泛应用于各类硬质合金刀具。
其涂层工艺的主要发展阶段及应用领域见下表:1968——TiN、TiN——方法CVD——硬质合金刀具、模具涂层1973——TiCN、TiC+AL2O3——CVD ——硬质合金刀具、模具涂层1981——TiC+AL2O3+TiN、AL-O-N——CVD——硬质合金涂层1982——TiCN——MT-CVD——硬质合金刀具涂层1986——Diamond、CBN——CVD、PVD——硬质合金刀具涂层1990——TiN、TiCN、TiC——PCVD——模具、螺纹刀具、铣刀等1993——TiN+TiCN(CVD)+TiN(PVD)——CVD+PVD——硬质合金铣削类刀具涂层1993——厚膜纤维状TiCN——MT-CVD——硬质合金车削类刀具涂层(用于粗、半精加工)从上表可以发现,CVD涂层技术主要用于硬质合金类各种切削刀具。
硬质合金刀具的涂层技术[ 摘要]切削刀具表面涂层技术是近几十年应市场需求发展起来的材料表面改性技术。
采用涂层技术可有效提高切削刀具使用寿命,使刀具获得优良的综合机械性能,从而大幅度提高机械加工效率。
主要介绍涂层硬质合金刀具涂层材料的特点、要求,涂层制备技术,分析化学气相沉积法(CVD)、物理气相沉积法(PVD),单、复合涂层制备方法及优缺点。
[关键字] 硬质合金涂层刀具;化学气相沉积法;物理气相沉积法;现状及发展引言现代化的金属切削加工要求刀具具有高切削速度、高进给速度、高可靠性、长寿命、高精度和良好的切削控制性。
因此, 高水平、稳定的刀具涂层技术越来越受到机械加工企业的青睐。
涂层技术是提高切削效率, 降低加工成本的有效途径。
刀具基体与硬质薄膜表层相结合, 由于基体保持了良好的韧性和较高的强度, 硬质薄膜表层又具有高耐磨性和低摩擦因数, 从而使刀具的性能显著提高, 而且,随着涂层技术设备的日趋集成化、模块化和智能化, 涂层费用已比初期下降1/2~ 2/3, 涂层刀具在刀具总量中所占的比例将会越来越大。
表面涂层硬质合金在基体硬质合金上, 用(CVD)化学气相沉积,或(PVD)物理气相沉积等方法, 涂覆耐磨的TiC、TiN、Al2O3等薄层, 形成表面涂层硬质合金。
涂层硬质合金刀片均为可转位形式, 刚机夹方法装夹在刀杆或刀体上使用。
具有以下优点: 1) 表面涂层材料具有很高的硬度和耐磨性, 故与未涂层刀片相比, 涂层硬质合金可采用较高的切削速度, 或能在同样的切削速度下大幅度地提高刀具耐用度。
2)涂层材料与被加工材料之间的摩擦系数较小, 故切削力有一定减小, 比未涂层刀片约降低 5%左右。
润滑薄膜具有良好的固相润滑性能, 可有效地改善加工质量, 也适合于干式切削加工。
3)用涂层刀片加工, 已加工表面质量较好。
4) 涂层技术作为刀具制造的最终工序, 对刀具精度几乎没有影响, 并可进行重复涂层工艺。
5)由于综合性能好, 涂层刀片有较好的通用性。
![一种PVD涂层硬质合金切削刀片及其制作方法[发明专利]](https://uimg.taocdn.com/ca7b6d911711cc7930b71650.webp)
![[精读]pvd常用涂层种类与厚度的选择](https://uimg.taocdn.com/5f2c5e6f30b765ce0508763231126edb6f1a7602.webp)
00PVD常用涂层种类与厚度的选择作者:王焱庆出处:中国刀具商务网时间:2011-08-2400实现涂层的高性价比应用取决于许多因数,对于每种特定的加工应用而言,通常只有一种或几种可行的涂层选择。
涂层及其特性的选择是否正确决定着加工性能明显提高与几乎没有改善之间的区别。
因此根据加工的速度,冷却方式,被加工材料,加工方式等详细的参数来选择合适的涂层是必须的。
以下是我们PVT涂层公司根据无数次试验的涂层选择推荐:一)涂层种类选择1)氮化钛涂层(TiN)TiN是一种通用的涂层,可以提高刀具硬度并具有较高的氧化温度。
用途:高速钢切削工具,慢速加工工具(如低速车刀粒),耐磨零件,注塑模具。
2)氮碳化钛涂层(TiCN)TiCN涂层是在TiN的基础上添加碳元素,以提高涂层的硬度和低的摩擦系数。
用途:高速钢刀具,冲压模具,成型模具3)氮铝钛(TiAlN)、氮钛铝AlTiN俗称:中铝(Al:Ti=50:50)、高铝(Al:Ti=67:33)以上,TiAlN/AlTiN涂层在加工过程中形成的氧化铝涂层可以有效提高加工工具的高温加工寿命,AlTiN涂层的抗高温氧化比TiAlN要高100度左右。
用途:硬质合金工具(加工材料硬度低于HRC45时建议用TiAlN,加工材料硬度高于HRC45时建议使用AlTiN涂层。
),薄壁件冲压模具(TiAlN),压铸模具(AlTiN)4)氮化铬涂层(CrN)CrN涂层具有良好的抗粘结性,抗腐蚀性,耐磨性。
用途:加工铝合金,红铜的刀具,注塑模具,零件(特别是有润滑油浸泡)5)CBC (DLC)PLATIT CBC涂层的组成为TIN+TICN+DLC结构。
具有摩擦系数较低,耐磨损,膜层应力小好等优点用途:润滑涂层,成型模具,铝合金等粘结性强材料冲压模具。
二)涂层厚度的选择:刀具:刃部直径8mm以上:2.5~ 3um (刀粒亦按此要求),刃部直径4~6mm:2~2.5um刃部直径4mm以下:1.5~2um模具:五金模具、冲压模具,一般塑胶模具,压铸模具:2.5um,拉丝模具,大型模具:3um,镜面或高精密蚀纹模具:1um.左右00TiAlN涂层刀具的发展与应用(摘抄)00作者:刘建华邓建新张庆余出处:时间:2011-09-2100摘要:TiAlN涂层作为一种新型涂层材料,具有硬度高、氧化温度高、热硬性好、附着力强、摩擦系数小、导热率低等优良特性,有望部分或完全替代TiN ,尤其适用于高速切削。
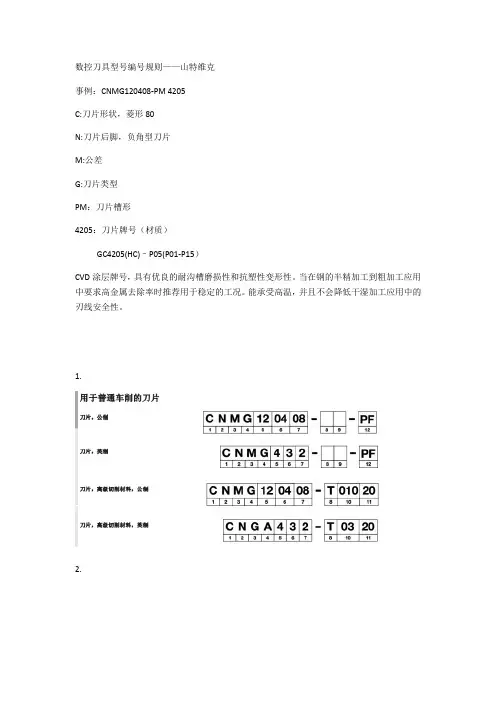
数控刀具型号编号规则——山特维克事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号(材质)GC4205(HC)–P05(P01-P15)CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
1.2.刀片牌号(车削)用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁。
基本牌号CT5015(HT)–P10(P01-P20)具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属瓷牌号。
新型配方提高了韧性。
用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工。
fnxap<0.35mm2GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬质合金。
推荐用于中等到低切削速度下各种不锈钢的精加工。
锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。
其很高的耐热冲击性能适用于轻间断切削。
GC1525(HC)-P15(P05-P25)PVD涂层金属瓷牌号。
具有优良的耐磨损性和刃口韧性。
用于低碳钢和低合金钢的精加工和半精加工。
适用于中等和高切削速度下要求高表面质量的场合。
fnxap<0.35mm2GC4205(HC)–P05(P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
GC4215(HC)-P15(P01-P30)用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用。
梯度基体与耐磨涂层相结合,最佳化了硬度和韧性。
不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性。
GC4225(HC)-P25(P10-P40CVD涂层硬质合金材质,用于钢和钢铸件的精加工到粗加工。

涂层刀具的优点及涂层技术的发展000000000涂层刀具的优越性在韧性较好的刀具(刀片)基体上进行表面涂层,涂覆具有高硬度、高耐磨性、耐高温材料的薄层(如TiN、TiC等),使刀具(刀片)具有全面、良好的综合性能。
未涂层高速钢的硬度仅为62~68HRC(760~960HV),硬质合金的硬度仅为89~93.5HRA(1300~1850HV);而涂层后的表面硬度可达2000~3000HV以上。
①由于表面涂层材料具有很高的硬度和耐磨性,且耐高温。
故与未涂层的刀具(刀片)相比,涂层刀具允许采用较高的切削速度,从而提高了切削加工效率;或能在相同的切削速度下,提高刀具寿命。
②由于涂层材料与被加工材料之间的摩擦系数较小,故涂层刀具(刀片)的切削力小于未涂层刀具(刀片)。
③用涂层刀具(刀片)加工,零件的已加工表面质量较好。
④由于涂层刀具(刀片)的综合性能良好,故涂层硬质合金刀片有较好的通用性,一种涂层硬质合金牌号的刀片具有较宽的使用范围。
技术的发展和进步笔者多次参观了国际机床工具展览会,收集到很多资料,并听取了各大工具公司的技术报告,从而了解到刀具产品表面涂层技术的发展和进步。
CVD涂层技术的进展过去,硬质合金刀具表面涂层采用高温化学气相沉积(HTCVD)工艺。
在常压或负压的沉积系统中,将纯净的H2、CH4、N2、TiCl4、AlCl3、CO2等气体根据沉积物的成分,按一定配比均匀混和,依次涂到具备一定温度(一般为1000~1050℃)的硬质合金刀片表面,即在刀片表面沉积TiC、TiN、TiCN、Al2O3或者它们的复合涂层。
直到现在,HTCVD仍是使用最多的工艺方法,除HTCVD外,还有等离子体化学气相沉积(PCVD)工艺,它是在硬质合金刀具(刀片)表面涂层的另一种方法,因这种涂层工艺温度较低(700~800℃),故刀片的抗弯强度降低。
因为TiC与基体材料的线膨胀系数最接近,通常用TiC薄层先涂在基体表面上,外面再涂TiN、Al2O3,如TiC/TiN、TiC/Al2O3、TiC/TiCN/TiN 等。
刀具知识:典型厂商涂层刀具牌号及性能涂层即硬质合金或高速钢刀具通过化学或物理方法在其上表面涂覆一层耐磨性好的难熔金属化合物,既能提高刀具材料的耐磨性,而又不降低其韧性。
(本篇选自《数控刀具选用指南》第二章第五节(三)各厂商涂层刀具牌号及性能)(一)各厂商CVD、PVD涂层牌号各厂商CVD涂层牌号见附录C所示。
各厂商PVD涂层牌号见附录D所示。
附录C 各厂商CVD涂层牌号附录D 各厂商PVD涂层牌号(二)典型产品介绍1.山高涂层刀具山高刀具针对不同的加工应用和被加工材料,开发出了一系列的刀具牌号,让不同硬质合金牌号性能适应不同的加工应用。
如表2-28、表2-29是山高常用的车削及铣削刀具牌号及性能举例。
表2-28 山高车削刀具牌号及性能表2-29 山高铣削刀具牌号及性能2.株洲钻石PVD涂层牌号“金钻”YB9320(1)这类刀具(片)通用性强,适用于多种材料的车削加工及铣削加工(见图2-27)。
它具有如下几个特点:1)通过原子重排技术,实现不同涂层材料的长程有序排列,达到硬度和韧性的完美匹配;并有效解决了多层涂层界面的高温失稳问题,改善了涂层的高温性能。
2)高韧性基体与TiAlN基纳米多层涂层,独特的离子刻蚀技术,强化刃口,并改善涂层与基体之间的结合强度。
3)先进的表面处理技术,优化应力分布,综合性能更优。
图2-27 YB9320刀片此产品通用性好,适用于多种材料的车削加工及铣削加工。
可广泛应用于汽车、航空、模具、船舶、轨道交通、工程机械、通用机械等各行各业及小型阀门、管接头、装饰件等各种小型零部件的半精加工及精加工。
(2)应用案例1)加工零件:法兰。
2)工件材料:不锈钢 316(30HRC)。
3)加工内容:外圆及端面车削。
4)加工机床:数控车床。
5)使用刀片:YB9320/CNMG120408-ADF。
6)切削参数:vc=160m/min,f=0.2mm/r,ap=1mm。
7)结果:ZCCCT产品加工的表面粗糙度明显优于其他公司产品,寿命较其他公司产品提升30%以上。
肯纳刀片材质表:(自己收集,如有错误,请见谅)KC5510材质结构:晶粒细化的硬质合金,配以先进的PVD TiAlN涂层.应用:KC5510是专门为高效率加工高温合金而设计的刀片材质.超级晶粒细化的硬质合金包含6%的基结构.具有极强的韧性。
先进的PVD涂层使刀片具有极强的抗变形能力,所以可比其它PVD涂层刀具提高两倍以上的切削速度进行加工。
KC5525材质结构:晶粒细化的高钴硬质合金,配以先进的PVD TiAlN涂层.应用:和KC5510一样具有先进的PVD涂层,同时拥有极晶细化的硬质合金10%钴基,高含量的钴为刀片在断续切削时提供了更高的刃口安全性。
而且在高切削速度情况下保持抗变形能力,得益于同样细化的WC颗粒,可用于高温合金的中等到重型断续切削。
KU10T材质结构:极具抗变形能力的硬质合金基体.配有先进的PVD涂层。
应用:KU10T是理想的用于半精加工的通用刀片材质。
在加工状况稳定的情况下加工大多数钢、不锈钢、铸铁、非铁金属和高合金钢时表现优良.KU10T同样在加工淬硬钢和短屑材料时表现优良。
KU25T材质结构:具有高韧性的和高耐磨性的硬质合金基体,并配以先进的PVD涂层.应用:KU25T是大多数工件材料理想的精加工到通用加工刀片材料。
比切断加工。
在加工状况稳定的情况下,可加工大多数钢、不锈钢、铸铁、非铁金属和高合金钢。
KU25T可以有效地加工淬硬钢和短屑工件材料。
KC8050材质结构:新研平的带有厚氧化铝涂层的富钴硬质合金刀片材质。
应用:对于大范围的工件材料(钢、不锈钢、铸铁)从粗加工到精加工都有良好的加工表现。
适应性强。
极具有耐磨性能和防止细微崩碎,使工件表面加工质量优良。
在加工钢和铸铁时,则推存使用的是具有正前角的-MP和—FP槽型。
KC9040材质结构:富钴基体的硬质合金,配以氧化铝涂层的刀片材质.应用:适用于对刃口安全性有要求时,所有类型的钢、不锈钢和大多数工件材料的重型加工粗加工.特殊加工中。
超硬刀具金刚石刀具介绍PCD聚晶金刚石刀具;CVD金刚石膜刀具(物理涂层)PVD物理涂层金刚石刀具PCBN聚晶立方氮化硼刀具;一、概述超硬刀具材料是指比陶瓷材料更硬的刀具材料。
包括:单晶金刚石、聚晶金刚石(PCD)、聚晶立方氮化硼(PCBN)和CVD金刚石等。
超硬刀具主要是以金刚石和立方氮化硼为材料制作的刀具,其中以人造金刚石复合片(PCD)刀具及立方氮化硼复合片(PCBN)刀具占主导地位。
许多切削加工概念,如绿色加工、以车代磨、以铣代磨、硬态加工、高速切削、干式切削等都因超硬刀具的应用而起,故超硬刀具已成为切削加工中不可缺少的重要手段。
随着科技的进步,制造业的高速发展,CNC 加工技术的迅猛发展以及数控机床的普遍使用,超硬刀具的生产及应用也越来越广泛。
PCD和PCBN刀具已广泛应用于机械加工的各个行业,如汽车零部件的切削加工,强化木地板的加工等,极大地促进了切削加工及先进制造技术的飞速发展。
二、切削材料及超硬材料发展史3、金刚石、超硬材料的特性与作用众所周知,金刚石材料的成分是碳,金刚石与铁系有亲和力,切削过程中,金刚石的导热性优越,散热快,但是要注意切削热不宜高于700度,否则会发生石墨化现象,工具会很快磨损。
因为金刚石在高温下和W、Ta、Ti、Zr、Fe、Ni、Co、Mn、Cr、Pt等会发生反应,与黑色金属(铁碳合金)在加工中会发生化学磨损,所以,金刚石不能用于加工黑色金属只能用在有色金属和非金属材料上,而CBN即使在1000oC的高温下,切削黑色金属也完全能胜任。
已成为未来难加工材料的主要切削工具材料。
一般超硬材料指的是人造金刚石、人造CBN。
这两种材料的同时存在,起到了互补的作用、可以覆盖当前与今后发展的各种新型材料的加工,对整个切削加工领域极为有利。
1.PCD金刚石烧结体(PCD)的出现,在许多方面代替了天然单晶金刚石。
PCD与天然金刚石比较,价格便宜,且刃磨远比天然金刚石方便,所以其应用、推广特别迅速。
刀片材
质
●PVD涂层硬质合金
京瓷公司尚乐特系列的PVD涂层硬质合金是以陶瓷的精细薄
膜技术为基础的,并在铣削加工,车螺纹加工,切槽加工以
及不锈钢的切削中有良好的表现。
通过非常强韧的硬质合金母材和独具的涂层技术实现了优秀
的耐磨损性和涂层薄膜的高速结合性,使刀具寿命更长,加
工稳定。
● 特点
• 从低速加工到高速加工,精加工到重加工都十分适合。
• 高韧性使加工稳定。
• 特殊TiN基础的涂层可做到良好的精加工表面和高精度加
工。
● PVD涂层超硬合金区域图● PR830 涂层● 涂层特性
■ PVD
涂层硬质合金的特性
■ 应用
P
V
D
涂
层
硬
质
合
金
20
21
刀片材质■ 切削数据
P V D 涂层硬质合金。