工厂化食用菌培养料的最新灭菌方法
- 格式:doc
- 大小:24.00 KB
- 文档页数:4
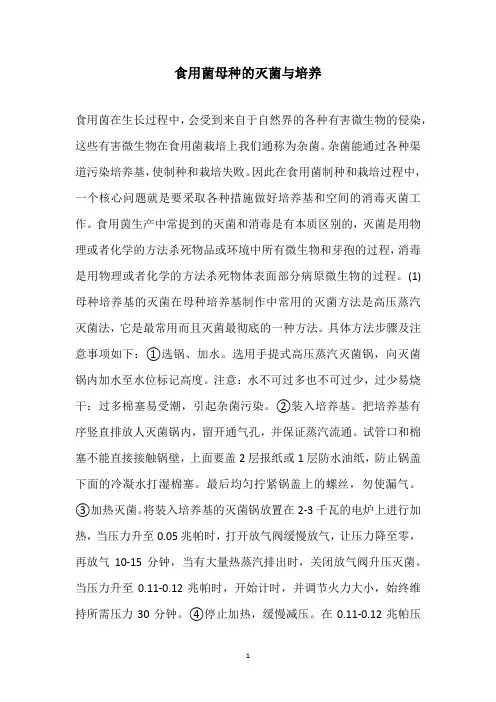
工厂化食用菌培养料的最新灭菌方法 ――培养料高温灭菌真空冷却双效锅技术介绍 江苏洽爱纳机械有限公司 王群祥 食用菌培养料的灭菌就是对培养料中的微生物进行灭杀,它是对食用菌培养的必备条件,以往一般皆采用湿热灭菌方法,因为热蒸汽的穿透力强,蛋白质的凝固点随含水量的增加而降低,所以湿热灭菌是利用高温使微生物菌体蛋白质失去活性,从而达到培养料灭菌的目的。 因采用不同形式的装置、不同的灭菌温度和不同的灭菌时间及压力标准和要求,通常食用菌培养料湿热灭菌方法又分为:发酵灭菌(巴氏灭菌)、常压灭菌、常压间歇灭菌、高压蒸汽灭菌、真空脉动灭菌等方法。➀ 发酵灭菌(巴氏灭菌)在食用菌生产中,常采用培养料堆制发酵的方法,由于微生物的代谢热能产生较高的温度,培养料就可以在高温作用下发生 发酵腐熟,同时也灭杀了培养料中杂菌的营养体、害虫的幼虫及其卵块;②常压灭菌是将食用菌培养料放入常压灭菌锅中,通入正常大气压力的蒸汽进行灭菌的方法。常压灭菌的灭菌方法,正常以常压灭菌锅(灶、床)出蒸汽(100℃)开始计算时间,通常保持食用菌培养料出蒸汽(100℃)达10~16 小时。常压灭菌法的缺点是灭菌时间长,能源消耗量大;③常 压间歇灭菌是将培养料置于灭菌锅中,经100℃的热蒸汽30~120分钟,杀死细菌的营养体,然后将灭菌物取出,置于25~30℃条件下培养24小时,以诱导培养料中残留的芽孢萌发成营养体,再次放入灭菌锅内灭菌30分钟,以杀死新萌发的营养体。如此反复多次,即可杀 死培养料中的芽孢和厚垣孢子等。④高压蒸汽灭菌是将培养料置于密封的高压锅内,通入高压高温蒸汽,可在较短的时问内达到彻底灭菌的方法。通常培养料通入1.5~1.8kg/cm2高温蒸汽,约1~1.5小时左右,培养料的心部温度可达到121℃,保温1.5~2小时,就能达到基本满意的灭菌效果,可见灭菌时间周期较短,大大提高了灭菌效率。但高压蒸汽灭菌也有缺点,培养料在灭菌锅中灭菌,常常发生局部培养料灭菌不彻底,也就是说,高压蒸汽灭菌存在灭菌死角。所以完善的高压蒸汽灭菌设施,都在高压蒸汽灭菌设备的下方设置了排冷凝水阀门外,还设置了若干个排冷气装置,以消除灭菌死角的问题;➄ 真空脉动灭菌,是基于高压蒸汽灭菌方法之后改进的新方法。其工作原理,也是将培养料置于密封的高压锅中,在未通入高压高温蒸汽之前,先对高压灭菌锅抽真空,使锅内压力达到3000Pa左右时,停止抽真空,再通入高压高温蒸汽,大约35分钟锅内培养料的中心温度就可以达到55℃左右,这时,再次对高压灭菌锅抽真空,使锅内压力达到10000Pa左右时,停止对高压灭菌锅抽真空,此时锅内培养料的中心温度,大约30分钟就达到121℃,这样,再将高压灭菌锅保温1小时左右,整个灭菌过程就结束了。真空脉动灭菌具有灭菌时间短,灭菌彻底无死角,能耗低诸多优点,但真空脉动灭菌设备制造成本较大,所以设备一次性投入也就比较高。 食用菌培养料无论采用何种方法灭菌,培养料灭菌后,都需要将培养料冷却到常温,才能接入我们所需要培养的菌种。对于食用菌培养料灭菌后的冷却,工厂化生产中通常分为两段式冷却方式,即高温段冷却和常温段冷却。培养料灭菌后,需要用人工将培养料移出灭菌锅后,再进行冷却。高温段冷却是将袋(瓶)装的98℃左右的培养料冷却到50℃左右,高温段冷却对培养料冷却环境要求不高,由于高温培养料在常温常压环境下会蒸发出大量的水蒸汽,高温培养料不宜在密闭的房间内冷却;高温段冷却完成后就可进入常温段冷却,常温段冷却必须是在封闭的房间内冷却,故要再次人工移动将培养料搬运到封闭的房间内冷却,直到培养料冷却到食用菌菌种接种的适宜温度为止,同时要求房间必须做净化处理,要求冷却空间的洁净度必须达到万级以上,以防止环境中的空气悬浮尘埃污染培养料、造成培养料袋(瓶)接种合格率下降。 历史老照片不能说的秘密 慈禧军阀明末清初文革晚清 可见,各种食用菌培养料灭菌方法各有利弊,而培养料灭菌后冷却,人力、堆放场地和空间空气环境等都有要求,事实上,目前工厂化生产中,大量的原料、人工和基础设施投入后,而培养料的灭菌不彻底,培养料灭菌后的二次污染仍然时有发生,最严重的是更有全“菌”覆没。鉴于这种情况,我们开发了培养料灭菌新的技术装备――“培养料高温灭菌真空冷却双效锅”,进过三年多的实践应用和完善,已得到了众多用户的首肯,现将“培养料高温灭菌真空冷却双效锅”技术介绍给大家。 培养料高温灭菌真空冷却双效锅,是基于真空脉动灭菌锅为基础,加上真空冷却技术组合而成的新型培养料灭菌设备。 培养料高温灭菌真空冷却双效锅工作过程,分高温灭菌、真空冷却和空气净化复压三步过程,培养料高温灭菌真空冷却双效锅工作原理示意图如下: 高温灭菌:由真空泵组将灭菌(冷却)锅抽取真空,灭菌(冷却)锅内的空气压力的不断降低,达到设定时间值,(真空度在0.08~0.09mpa之间时)真空泵组停止,打开锅炉送来蒸汽的阀门,使得灭菌(冷却)锅内菌包迅速升温,等到灭菌(冷却)锅内温度上升到50℃左右后,关闭进蒸汽的阀门,并再次由真空泵组将灭菌(冷却)锅抽真空,当真空度在0.04~0.06mpa之间, 关闭真空泵组,并打开锅炉送来蒸汽的阀门, 使灭菌(冷却)锅内再次升温到121℃左右后,进行保温保压。当灭菌(冷却)锅内菌包的中心温度保持≥120℃达到设定时间值后(一般取30~90min),灭菌系统开始报警,以示菌包灭菌工作结束。此时打开排气阀门,降低灭菌(冷却)锅内气压,直到灭菌(冷却)锅内气压为零时,方可进入下一步工作——冷却。 真空冷却:当菌包灭菌工作结束,关闭所有排气、排冷凝水阀门,启动真空泵组,灭菌(冷却)锅内真空菌包温度迅速下降,当菌包中心温度达到设定温度值时(一般取30~38℃为宜),冷却系统开始报警,以示菌包冷却工作结束,打开复压阀门,让经过过滤的洁净无菌空气进入到灭菌(冷却)锅内,使灭菌(冷却)锅内气压恢复到零压状态,即可打开灭菌(冷却)锅在无菌区域端的门禁,拉出菌包车,分别取出菌包,即可投入下一步工作——食用菌接种。 食用菌培养料真空脉动灭菌在食用菌工厂化生产中早就已被广泛使用了,而真空冷却只是这几年才逐步被使用,不被太多的业内人士熟悉,所以以下则介绍一下真空冷却工作的技术原理: 水的物理特性:在一个标准大气压的状态下,即:1.01325X105Pa,水的沸点:100°C,水的蒸发潜热为:538.8Kcal/Kg;水在6626.10Pa时,水的沸点:38°C,水的蒸发潜热为:575.7Kcal/Kg;水在610.61Pa时,水的沸点:0°C,水的蒸发潜热为:597.1Kcal/Kg;可见, 高压脉动灭菌兼真空冷却锅 空气压缩机(用户自备) 集水坑(池) T2 T5 手动复压阀 (进过滤空气) 手动截止阀 (排冷凝水) 离心循环水泵 B锅 T1 蒸汽进口 T6手动截止阀 (排冷凝水) 排水电磁阀 集水器 压力表 F2 F4 手动复压阀 (进过滤空气) 安全阀 压力表 F3 (用户选配) 水环真空泵 F5 冷却塔 冷却风机 压力水源 真空吸附冷阱 A锅 汽水分离器 T3 T4 压力表 安全阀 压力表 F3 (用户选配) 水流开关 气动真空压力球阀 F1 二级罗茨真空泵 气动真空压力球阀 一级罗茨真空泵 高压脉动灭菌兼真空冷却锅 在一定的状态下,随着环境压力的降低,水的沸点也在降低,其蒸发单位质量的水所消耗的热量却在增加。而真空冷却就是依靠人为地来实现低气压的真空状态,使灭菌(冷却)锅内的菌包的水份在低气压的状态下迅速蒸发,水分子大量迁移是由于吸收了自身热量,就使菌包物料的内能大大地降低,也就是说,水分子迅速迁移的同时,也迅速带走了菌包内部的热量,从而实现了菌包物料迅速冷却的目的。 真空冷却速度快的成因:水在相态不变的情况下,1kg水温度升高1℃所吸收的热量 Q1=c·m·Δt=4.186×1×1=4.186Kj=1Kcal 而真空冷却菌包物料中的水分发生相态的变化,水变成水蒸气,此时的水要吸收蒸发潜热。水在不同温度下的蒸发潜热表: 沸点(℃) (Pa) 蒸发潜热(Kcal/Kg) 沸点(℃) (Pa) 蒸发潜热(Kcal/Kg) 0 610.61 597.1 18 2066.49 587.0 1 657.28 596.6 20 2333.14 585.9 2 705.27 596.0 22 2639.78 584.8 3 757.27 595.4 24 2986.41 583.6 4 813.26 594.9 26 3359.71 582.5 5 871.93 594.3 28 3773.01 581.4 6 934.59 593.8 29 3999.66 580.8 8 1071.91 592.6 38 6626.10 575.7 10 1266.56 591.5 52 13612.2 567.6 12 1399.88 590.4 76 40196.6 553.5 14 1599.86 589.3 83 53422.1 549.3 16 1813.18 588.1 100 101325 538.8 水在相态发生的情况下,1kg水在38℃发生汽化所吸收的热量,如上表, Q2=m·r=1×575.7 Kcal/Kg=575.7 Kcal 比较Q2与Q1: Q2/ Q1=575.7 Kcal /1Kcal =575.7 这就是告诉我们:水发生汽化时吸收的热量是水在液态下升高1℃时所吸收热量的近600倍。所以相对其它食品物料冷却方法作比较,真空冷却是能够在较短时间内实现急速降温的首选制冷方式。 由上所述,我们也可以看出真空冷却过程的所消耗的能量(功率)是相当小的。实践告诉我们,真空制冷是基于直接蒸发原理,使得真空制冷系统所消耗的能量(功率)只有最常用的氨制冷系统、氟制冷系统1/3到1/5(氨制冷、氟制冷系统是通过制冷介质经压缩→蒸发膨胀吸热→再压缩→再蒸发的相变循环过程,同时其需要比较大的辅助动力消耗,才能实现制冷目的)。所以说,真空制冷是一种目前相当节能的制冷方式之一。 真空冷却过程中,菌包中蒸发在灭菌(冷却)锅内的水蒸汽,通过真空泵组抽气、冷凝、排水等效能混合在循环水中排出泵体之外。鉴于真空冷却是靠牺牲培养料中的水份,才能实现培养料冷却的,而且要冷却的温度越低,则失水量就越大。而我们食用菌生产过程中,要求食用菌培养料的含水量必须在54~65%之间。多年的实践告诉我们,培养料在进入双效灭菌锅前,我们根据培养料冷却终了温度的要求不同,预先加进了足够的失水量,当培养料冷却 所需温度时,菌包的含水率恰好达到标准。根据培养料组份不同,及培养料温差要求不同,一般在培养料中预加7~13.5%左右的,事实证明,完全不担心“水袋”的存在。当然我们也可以通过简单计算加以验证,请参照以下菌包失水率的估算公式: 菌包冷却前重量kg(初始温度℃-终了温度℃) a. 菌包失水量= X比热kcal/kg.℃ 蒸发潜热kcal/kg 菌包失水量kg b.平均失水率= X100% 菌包冷却前重量kg 注:《蒸发潜热表》中可以看出,水随着沸点的降低,其蒸发潜热就越大,所以说上面估算公式中的蒸发潜热值,计算时只能取其平均值或大约值,以作参考;实际生产中, 目前使用双效灭菌锅时,大家可根据培养料的组份不同,只需通过一次试验测量,就可确定预加水量。 结合高温灭菌真空冷却双效锅工作原理示意图,该设备主要有并排的灭菌(冷却)锅、真空泵组、冷阱、水循环系统和测控系统等组成。a.灭菌(冷却)锅由钢板焊接成圆(或方)形的耐高温耐高压容器,锅口的密封槽内嵌有 “U”形耐高温硅橡胶密封圈,在锅体上方开设多个抽气孔、安全阀孔以及前后压力表孔等,锅体侧面分别开设了五个温度传感器装置孔,通过接插件置于槽内。灭菌(冷却)锅的门用锅体相同材料焊接而成,采用前后开门,门体铰结在锅体的两端,锁门采用牙嵌式旋转装置。关门时,以压力空气给 “U” 形密封圈一定的预紧力,当锅内产生负压时,门与锅体之间具有很好的密封性。锅体内侧下方设有钢板网走道,以便操作人员运送菌包车辆通行方便。锅体外侧下方设有两只蒸汽进汽管和一只冷凝水排水管。B.真空冷凝泵组由真空水环泵、一级罗茨泵、二级罗茨泵和冷阱等部件组成,是一种具有抽真空、冷凝、排水等三种有效能的特殊作用机械装置。泵组与循环水管相连接,真空水环泵出气口设有汽水分离器。真空冷凝泵组的性能直接关系到灭菌(冷却)锅的真空工作压力与菌包冷却质量,必须空载调试合格方可投入使用。c.水循环系统是由冷却塔、水泵、循环水管和补水装置组成。循环水从贮水槽由水泵抽吸并加压经水管高速注入真空冷凝泵组的冷阱中,水经冷阱加热后,回到冷却塔冷却后再循环。d.测控系统中的控制面板上,分别设有各路温度表,可分别测量灭菌(冷却)锅内以及菌包的各自温度参数。设备控制有快冷和徐冷二档,具体操作步骤时间继电器的设定灭菌和冷却时间,由相应按(旋)钮选择起动设备运行,一旦到达设定时间,设备即会作相应蜂鸣器报警,提示下一步工作。 高温灭菌真空冷却双效锅操作步骤(以“一拖二”机型为例):a.认真阅读并理解设备使用说明书、随机其它设备的使用说明书以及设备原理图;b.选择将食用菌菌包连同小车一起“进料门”进入A(或B)灭菌(冷却)锅内,并选择启动A(或B)灭菌(冷却)锅工作;c.关闭A(或B)灭菌(冷却)锅门,并锁紧;接通电源,并检查锁门装置电磁阀管路气压≥4kg/cm2;d.选择“灭菌”档,设定相应的灭菌时间,手动开启冷凝水排水阀,关闭复压进气阀门,启动“灭菌”,工作过程灭菌完成,灭菌报警,解除灭菌报警消音。工作过程中,若设备有异常,应立即按“灭菌停止”按钮。e. 选择“冷