部分纸病分析
- 格式:doc
- 大小:33.50 KB
- 文档页数:4
各种常见纸病处理
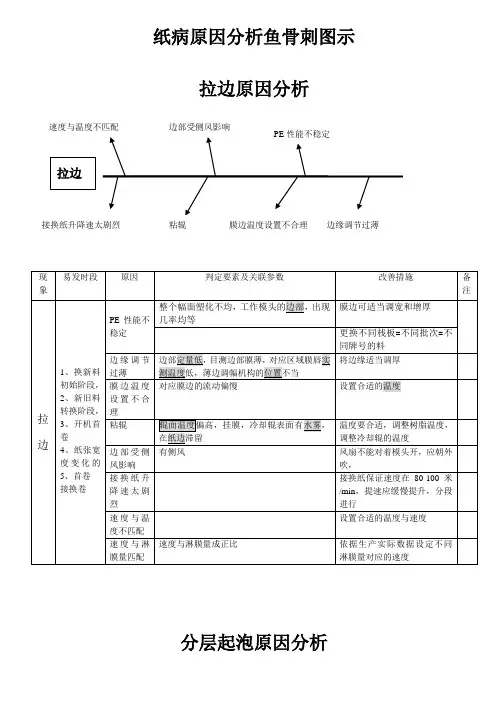
1、泡泡纱
纸页表面呈现凹凸不平的小皱纹。
产生的原因是:
浆料打浆度高,脱水慢,纸页进缸水分大,干燥过急或受热不匀;
纸页全幅定量不一,两边薄,易起泡泡纱;
成纸水分低,空气湿度大,纸页吸收空气中的水分产生泡泡纱;
干毯张力不够,纸与烘缸贴得不紧,纸页干燥时产生收缩引起泡泡纱。
干燥曲线调整不好,干燥忽冷忽热。
处理办法:
适当降低浆料打浆度,降低纸页进缸水分;调整好干燥曲线勿使纸页
干燥过急,调整好干毯张力,使纸页与烘缸贴紧,控制好纸页全幅定量、
成纸水分,用好冷缸。
2、两面差
出现原因:
迎光照看或用手摸纸页,纸页两面有显著的差别。产生的原因:选用
的铜网网目过大,填料、细小纤维流失较大;真空箱、真空伏辊的吸力过
大;用两个烘缸的纸机抄造打字纸时,上缸温度过高,出缸纸页水分偏低。
处理办法:
选用目数较高的铜网,减小填料、细小纤维的流失,真空箱的吸力应
由小到大,真实伏辊的吸力要适当;用两个烘缸的纸机抄造打字纸,上缸
温度以控制纸页水分,出缸纸页水分控制.
3、纵向浆道子
出现原因:
纸页迎光检查时可见沿纸页纵向有不规则的道子。产生的原因:浆速
慢于网速,在浆料脱水快时更易形成;网案的振次振幅不适当。
处理办法:
调整好流浆箱出喷唇处的水位,使浆速’( (& ) # (& *)网速;控
制好浆料的打浆度,网案的振次振幅要调整好,振次为+,( # +)(次- ./0 ,
振幅, # )..;胸辊处有成形板,成形板的沟应疏通。
4、匀度差
迎光照看纸页可发现纤维组织不匀。产生的原因:浆料打浆度低,脱
水快,纤维定向快;纤维均整性差,纤维偏长,浆速网速不一致;上网浓
度偏大;浆料的喷射角着网点不当;网案振次振幅不适当。
处理办法:
适当提高浆料的打浆度,勿使纤维定向过早;在打浆时应该掌握纤维
的均整度,勿使纤维长度过长;控制浆速网速一致和上网浓度,尽可能多
用白水,调整好流浆箱的水位,使浆料的喷射角着网点比较恰当,着网点
以在胸辊中心线附近为宜。
5、尘埃
指埋在纸或纸板内的杂质。在任何照射角度,能见到与纸面颜色有显
著差别的纤维束及其他杂质。产生的原因:纤维性尘埃:未煮透的浆料混
在浆中。出现未煮透的生料的原因是:料片长短不一,水分不匀;装球松
紧不一,液比过小或蒸煮工艺不当。"筛选设备使用不当,筛板孔眼过大,
高频振框筛筛渣排出不畅,时有溢出;旋翼筛未按时排渣或是筛筒底部磨
损而漏浆;锥形除渣器进口压力低,进浆浓度大,排渣孔眼小或堵塞; #
回抄损纸中夹杂有草绳、扫帚条等。$生片混入煮后熟料中,采取球下洗
涤易在装球时掉入生片。这些生片不能漂白,经打浆撕碎后,呈现杆状或
片状尘埃。非纤维性尘埃: !备料时未把泥沙杂质清除干净; "筛选设备
或除渣器使用不当; #生产环境卫生差,回抄损纸带入泥沙或煤灰等。
处理办法:
重视原材料的拣选及除尘,以确保原料干净无其他杂质。一般中小工
厂的蒸煮设备是蒸球,采用人工装球时要装得均匀、松紧一致。有的搞球
外预浸,然后通过装球器装球效果较好。
制定适宜的浆料净化和筛选工艺条件,加以严格控制,加强管理,充
分发挥浆料净化和筛选设备的作用;重视生产环境的卫生工作,加强损纸
的管理,做到损纸不落地,坚持定期洗刷制度。
6、褶子
是指纸页在干的或湿的情况下,经折叠或重叠形成的能分开的或不能
分开的折痕。在张力作用下能伸展开的褶子叫活褶子,反之叫死褶子。产
生褶子的主要原因是纸页在运行中所受的张力不均匀和本身收缩不均
一。!
网部:由于边薄水分大,造成边松,进压榨时起褶;纸页厚薄不匀,水分
不一,纸幅牵引不正,进干燥后起褶; "
压榨部:由于有空气泡造成纸页局部张力过大,使纸页变形而起褶; #干
燥部:由于干燥曲线不当或圆网纸机湿纸页进缸时起泡,或烘缸帆布松纸
页贴缸不紧或上缸上胶压辊中高不恰当,或两边加压不一,都会使纸页起
褶子; $
卷取部:卷纸架不平,角度不恰当,卷纸辊直径过小或有较严重弯曲,卷
纸辊两头压砣不一,纸轴沿烘缸轴向串动,卷取松紧不一,出现斜形活褶
子;纸页断头多,造成卷取过程中起褶子;纸幅水分、厚薄匀度不一,在
干燥收缩时内应力不平衡,使初卷时扭成褶子。
处理办法:
纸机各辊中高与抄速相适应,加压均匀一致,辊直不跳动,不串动并
且互相平行,纸机运行平稳正常;纤维组织均匀、厚薄一致,定量较稳定,
毛毯清洁不跑偏,从而使纸幅松紧一致、水分一致,达到纸页在运行中所
受的张力均匀一致;卷纸架要平,倾斜角要校正好,卷纸辊直径不能过小,
轴要平直不弯;轴两边加压砣重量要一致,并随纸卷增大而逐渐减轻压砣
质量;换卷纸轴时,不要向轴面上喷水,并要在初卷时用手推轴,以防止
产生轴心褶子。