自攻螺钉断裂、打滑等故障原因及解决方法
- 格式:docx
- 大小:13.55 KB
- 文档页数:2
螺丝孔滑丝修复办法1、螺丝孔滑丝修复简介螺丝孔滑丝是一种结构性缺陷,是一种在工程结构中由螺丝组件隔开的间接联接方式,但是在螺丝的拧紧过程中,不同的螺纹角或材料韧度差异导致螺丝在螺母中形成滑丝现象。
处理滑丝也是目前工厂自动焊接中经常遇到的问题。
因此,螺丝孔滑丝的修复就显得非常重要。
2、螺丝孔滑丝修复原理在结构上,螺丝滑丝是最常见的结构性缺陷之一,滑丝产生的原因是由于比紧固力强度低和螺纹角度不同,通过修复可以有效提高螺纹螺母的牢固性,并且有效减少刚度的损失。
在实践中,螺丝滑丝的修复主要采用的原理是增加间距,以达到加强螺母紧固性的目的,即将滑丝的螺纹层间距增加,以减少层间的紧裕度,从而保证螺母的紧固性。
3、螺丝孔滑丝修复的方法1、改变紧固力入口:这是常见的故障处理方法,涉及处理技术和工艺控制。
将原来与螺丝密封面或与螺丝密封筋之间的距离缩小,使能够接触到螺纹的紧固距离变长,从而使螺母紧固力发挥出最大效果,降低螺纹滑丝的机会。
此外,如果信号线紧固有松动的情况,可以采取特殊的焊接定片方式,将特殊的位置螺母紧固在定片上,以达到良好的紧固性。
2、修改紧固力应力均匀化的方法:主要是通过更改夹紧螺母,扩大面积使得螺丝紧固力均匀分散式汇集,减少在螺母面积上单点载荷造成紧固位置滑丝。
3、增加材料硬度:主要包括增加表面处理,使用更坚硬的材料。
此措施能够提高螺母的抗滑丝能力,有效抑制滑丝的发生,维护螺母的牢固性。
4、螺丝孔滑丝修复的注意事项1、首先应该正确比较紧固材料的孔洞或螺纹的尺寸,然后正确选择装配的螺丝和螺母;2、要保证螺母的位置稳定且紧固;3、采用像螺栓或螺母夹等特殊形状的紧固元件;4、及时保持紧固元件表面整洁,保证材料质量;5、应避免紧固力过大或过小,以防止紧固过紧或螺母松动;6、日常维护和检查,当发现有异常情况时及时处理。
以上就是关于螺丝孔滑丝修复的相关知识,修复滑丝是工程基础结构质量控制中在安全生产中不可或缺的一个环节,对于相关工程师和技术人员来说,一定要正确处理滑丝问题,以保证设备的安全性能并且维护设备的正常运行。
螺杆打滑的因素
螺杆打滑的因素主要有以下几个:
1. 摩擦系数:螺杆与工件之间的摩擦系数是影响螺杆打滑的一个重要因素。
摩擦系数越小,螺杆打滑的可能性就越大。
2. 螺杆附着力:如果工件表面有油脂、灰尘等杂质,会使螺杆与工件之间的附着力减小,从而增加螺杆打滑的可能性。
3. 螺杆负载:如果螺杆所承受的负载超过了其承载能力,就容易发生打滑。
4. 螺杆材质和表面处理:螺杆的材质和表面处理方式也会影响打滑情况。
一些材质的螺杆相对于其他材质更容易打滑。
5. 扭矩传递方式:螺杆的扭矩传递方式也会影响打滑情况。
例如,通过直接接触传递扭矩的螺杆相对于通过间接传递扭矩的螺杆更容易打滑。
总而言之,螺杆打滑的因素有摩擦系数、螺杆附着力、螺杆负载、螺杆材质和表面处理以及扭矩传递方式等多个方面。
当这些因素或其中一项不合适时,螺杆就容易出现打滑现象。
个例螺栓断裂的原因和措施我就跟你说啊,这螺栓断裂,我可太有感触了。
我瞅着那断裂的螺栓,就跟瞅着一个犯了错又不吭声的家伙似的。
你想啊,这螺栓怎么就断了呢?我当时就蹲在那,眼睛死死盯着那断了的螺栓,眉头皱得能夹死苍蝇。
我就琢磨啊,这事儿肯定有原因。
首先啊,这材质可能就有问题。
我就想起我去买螺栓的时候,那卖螺栓的老板,脸圆嘟嘟的,眼睛小小的,看着就有点贼眉鼠眼的。
我问他这螺栓质量咋样,他拍着胸脯说,“兄弟,这你放心,绝对好。
”可现在看来,他那胸脯拍得太轻易了。
说不定啊,这螺栓在生产的时候就偷工减料了,就像盖房子用的烂砖头似的,外表看着还行,稍微使点劲就不行了。
还有啊,这安装的过程也可能是个大问题。
我记得当时安装那螺栓的小工,瘦得跟麻杆儿似的,那手还一直抖抖索索的。
我就问他,“你这手咋回事啊?”他说,“大哥,我紧张啊。
”我心里就想,你紧张个啥,可别把这螺栓给我安坏喽。
结果啊,可能就是他安装的时候没拧紧或者拧歪了,这就像给人穿衣服,扣子没扣好,稍微一活动,那衣服不得掉啊,这螺栓也是,稍微一受力,可不就断了嘛。
那针对这些问题,咱得有措施啊。
要是材质问题,咱就得找靠谱的供应商。
我就想啊,我得找那种脸长得方方正正的,看着就老实巴交的老板,眼睛要大,得透着那种实诚劲儿。
我就跟他说,“老板,我可把这螺栓的质量就交给你了啊,要是有问题,我可找你算账。
”他就得点头哈腰地说,“大哥,您放心,肯定没问题。
”要是安装的问题呢,就得找有经验的工人。
我就想起我以前认识的一个老师傅,那双手啊,又粗又大,满是老茧,就像那老树皮似的。
我就跟他说,“老师傅,您来给我安这螺栓吧。
”他就不紧不慢地走过来,眼睛里透着一种自信,那动作熟练得很,一会儿就把螺栓安好了。
这就是经验啊,人家安的螺栓就像扎根在那似的,稳稳当当。
反正啊,这螺栓断裂可不是小事儿,咱得好好琢磨原因,再想办法解决,不能让这小小的螺栓断了咱的大事儿。
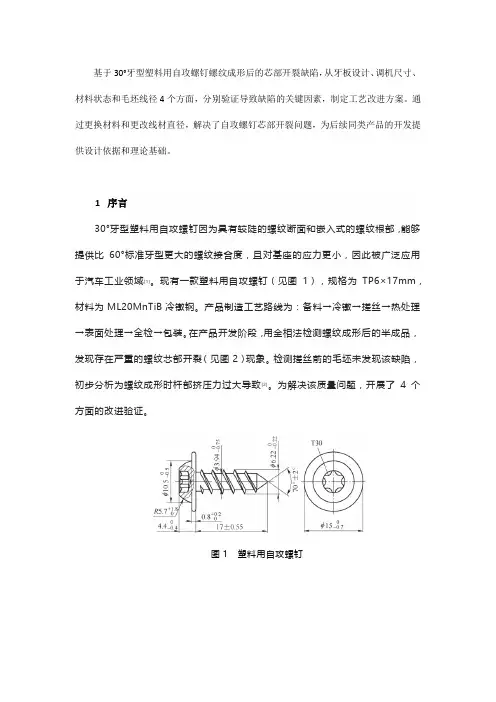
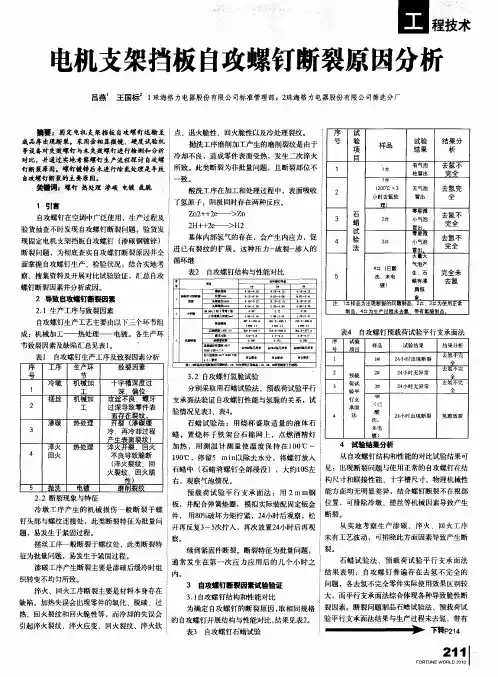
基于30°牙型塑料用自攻螺钉螺纹成形后的芯部开裂缺陷,从牙板设计、调机尺寸、材料状态和毛坯线径4个方面,分别验证导致缺陷的关键因素,制定工艺改进方案。
通过更换材料和更改线材直径,解决了自攻螺钉芯部开裂问题,为后续同类产品的开发提供设计依据和理论基础。
1 序言30°牙型塑料用自攻螺钉因为具有较陡的螺纹断面和嵌入式的螺纹根部,能够提供比60°标准牙型更大的螺纹接合度,且对基座的应力更小,因此被广泛应用于汽车工业领域[1]。
现有一款塑料用自攻螺钉(见图1),规格为TP6×17mm,材料为ML20MnTiB冷镦钢。
产品制造工艺路线为:备料→冷镦→搓丝→热处理→表面处理→全检→包装。
在产品开发阶段,用金相法检测螺纹成形后的半成品,发现存在严重的螺纹芯部开裂(见图2)现象。
检测搓丝前的毛坯未发现该缺陷,初步分析为螺纹成形时杆部挤压力过大导致[2]。
为解决该质量问题,开展了4个方面的改进验证。
图1 塑料用自攻螺钉图2 螺纹芯部开裂2 分析及验证2.1 加大牙板板型螺纹牙板由定板和动板组成,自攻螺纹牙板的定板分为入料区、成形区、整形区和出料区。
为了减轻螺纹成形时单位行程内所受的挤压力,采用加大板型的方式进行验证,即延长螺纹成形区,使螺纹多滚动数圈成形。
该产品杆部线径为4.30mm,滚动一圈的周长A=πd=13.5mm。
改进前牙板板型为105mm/90mm ×25mm×25mm,螺纹成形滚动圈数n=90/13.5=6.7;改进后牙板板型为127mm/108mm×25mm×25mm,螺纹成形滚动圈数n=108/13.5=8。
经调试验证后,芯部仍出现开裂现象。
2.2 调机尺寸调整在保证各成形尺寸均满足图样要求的基础上,调机时尽可能控制螺纹外径在中下限,可减小螺纹成形的变形量。
螺纹外径要求6.22mm,改进前实测外径6.15~6.20mm,螺纹成形变形率为(1-4.32/6.182)×100%=51.6%。
关于螺栓产生的问题及分析
一、螺栓松动
问题描述:螺栓在紧固后,经过一段时间或振动后,出现松动现象,导致连接部位出现间隙或产生移位。
原因分析:
1. 螺栓与螺母之间的摩擦系数不够,导致自锁能力不足。
2. 紧固时未使用合适的工具或方法,导致预紧力不足或预紧力不均匀。
3. 螺栓与被连接件之间的振动或冲击,导致螺栓松动。
解决方案:
1. 使用摩擦系数较高的螺母或添加垫片来增加摩擦力。
2. 使用合适的工具进行紧固,确保预紧力均匀且足够大。
3. 在连接部位增加防松装置,如弹簧垫圈、止动垫圈等。
二、螺栓断裂
问题描述:螺栓在受力或振动后,发生断裂现象,导致连接失效。
原因分析:
1. 螺栓材料存在缺陷,如夹杂物、气孔等。
2. 螺栓制造工艺不当,如热处理不当、机械加工过度等。
3. 螺栓受力过大或疲劳损伤,导致应力集中部位发生断裂。
4. 螺栓装配时受到损坏或碰撞。
解决方案:
1. 使用合格的材料,确保材料质量符合要求。
2. 严格控制制造工艺,确保螺栓质量稳定可靠。
3. 根据受力情况选择合适的螺栓规格和材料。
4. 确保装配时螺栓不受损坏或碰撞。
5. 加强定期检查和维护,及时更换受损螺栓。
三、螺栓腐蚀
问题描述:螺栓在使用过程中受到腐蚀,导致连接部位失效或产生安全隐患。
原因分析:
1. 螺栓材料不耐腐蚀,如普通碳钢螺栓在潮湿环境中容易生锈。
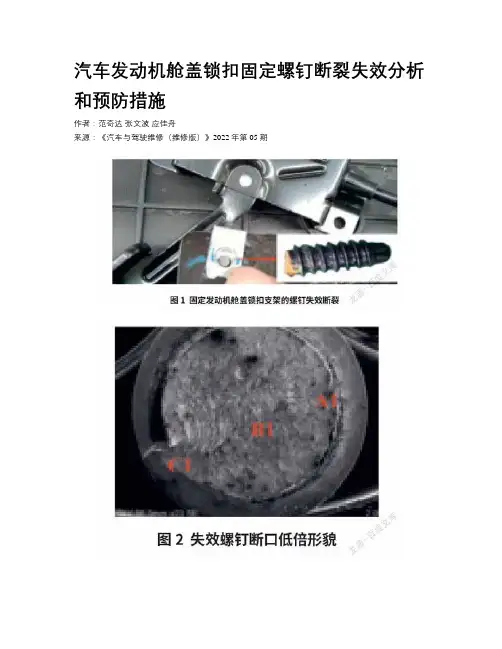
汽车发动机舱盖锁扣固定螺钉断裂失效分析和预防措施作者:范奇达张文波应佳舟来源:《汽车与驾驶维修(维修版)》2022年第05期关键词:氢脆;折叠;轴向载荷;延迟断裂;摩擦系数;装配扭矩0引言某车型在大气环境、无腐蚀性介质情况下,装配完成一段时间后,发现发动机舱盖打不开。
检查发现,用于固定发动机舱盖锁扣支架的自攻螺钉存在断裂现象(图1)。
通过对所有装配完成的车辆发动机舱盖进行排查,螺钉断裂失效比例较低。
为分析螺钉断裂原因,对已失效的断裂件和完好件进行分析。
自攻螺钉规格为ST4.2×1.41×16,材质为SWRCH22A,装配扭矩为2.5±0.5N·m,其制造工艺为冷镦——搓丝——热处理——表面处理(电镀锌镍)——驱氢(205℃保温8h)。
检查发现,失效螺钉断裂均发生于螺纹部位。
1试验分析1.1断口分析螺钉的断裂形式相似,未断裂在头部与杆部交界处。
随机选取其中一枚螺钉进行断口分析。
观察失效螺钉的断口低倍形貌(图2),断面粗糙,无明显颈缩,且未发现有明显的腐蚀产物和冶金缺陷。
断口有放射线花样,边缘处仅有特征不明显的剪切唇。
为便于描述,将断口分为A1、B1和C1三个区域进一步描述。
观察失效螺钉断口的微观形貌(图3),A1区可见明显的“冰糖状”沿晶形貌,并伴随晶间二次裂纹,晶面可见明显的“鸡爪纹”。
B1区微观形貌可见明显的“冰糖状”沿晶形貌,并伴随晶间二次裂纹,晶面可见明显的“鸡爪纹”,同时可见明显的准解理形貌。
C1区微观形貌可见明显的韧窝形貌。
1.2化学成份分析按照GB/T4336-2016《碳素钢和中低合金钢多元素含量的测定火花放电原子发射光谱法(常规法)》的检测要求,采用光谱仪(型号MAXx09-A)对失效螺钉的头部进行化学成分分析,头部经过加工取表面渗碳层。
结果显示,失效螺钉的化学成分符合Q/BQB517-2019《冷镦钢盘条企业标准》中对SWRCH22A钢的要求(表1)。
螺栓断裂原因的分析一般情况下,我们对于螺栓断裂从以下四个方面来分析:第一、螺栓的质量第二、螺栓的预紧力矩第三、螺栓的强度第四、螺栓的疲劳强度实际上,螺栓断裂绝大多数情况都是因为松动而断裂的,是由于松动而被打坏的。
因为螺栓松动打断的情况和疲劳断裂的情况大体相同,最后,我们总能从疲劳强度上找到原因,实际上,疲劳强度大得我们无法想象,螺栓在使用过程中根本用不到疲劳强度。
一、螺栓断裂不是由于螺栓的抗拉强度:以一只M20×80的8.8级高强螺栓为例,它的重量只有0.2公斤,而它的最小拉力载荷是20吨,高达它自身重量的十万倍,一般情况下,我们只会用它紧固20公斤的部件,也只使用它最大能力的千分之一。
即便是设备中其它力的作用,也不可能突破部件重量的千倍,因此螺纹紧固件的抗拉强度是足够的,不可能因为螺栓的强度不够而损坏。
二、螺栓的断裂不是由于螺栓的疲劳强度:螺纹紧固件在横向振松实验中只需一百次即可松动,而在疲劳强度实验中需反复振动一百万次。
换句话说,螺纹紧固件在使用其疲劳强度的万分之一时即松动了,我们只使用了它大能力的万分之一,所以说螺纹紧固件的松动也不是因为螺栓疲劳强度。
三、螺纹紧固件损坏的真正原因是松动:螺纹紧固件松动后,产生巨大的动能mv2,这种巨大的动能直接作用于紧固件及设备,致使紧固件损坏,紧固件损坏后,设备无法在正常的状态下工作,进一步导致设备损坏。
受轴向力作用的紧固件,螺纹被破坏,螺栓被拉断。
受径向力作用的紧固件,螺栓被剪断,螺栓孔被打成橢圆。
四、选用防松效果优异的螺纹防松方式是解决问题的根本所在:以液压锤为例。
GT80液压锤的重量是1.663吨,其侧板螺栓为7套10.9级M42螺栓,每根螺栓的抗拉力为110吨,预紧力取抗拉力一半计算,预紧力高达三、四百吨。
但是螺栓一样会断,现在准备改成M48的螺栓,根本原因是螺栓防松解决不了。
螺栓断裂,人们最容易得出的结论是强度不够,因而大都采用加大螺栓直径强度等级的办法。
螺丝孔内滑丝的修整方法螺丝孔内滑丝,那可真叫人头疼!就好像车子在半路上爆胎一样让人抓狂。
不过别慌,咱有办法解决。
首先说说怎么修整吧。
可以用丝锥重新攻丝。
这就好比给螺丝孔做一次“大改造”。
先选一个比原来螺丝稍大一号的丝锥,然后小心翼翼地把丝锥插入滑丝的螺丝孔中,慢慢地转动丝锥,就像在雕刻一件艺术品一样,一定要轻手轻脚,可不能太用力,不然螺丝孔可能会被弄坏哦!这一步就像在走钢丝,得格外小心。
攻丝完成后,再换上相应大小的螺丝,嘿,问题不就解决了嘛!还有一种方法是用钢丝螺套。
这就像是给螺丝孔穿上了一层“保护衣”。
把钢丝螺套放入滑丝的螺丝孔内,用专用工具将其安装好。
钢丝螺套可以增强螺丝孔的强度,让螺丝能够紧紧地固定在里面。
这感觉就像是给虚弱的螺丝孔打了一针“强心剂”。
那在修整过程中有啥注意事项呢?可多啦!比如在使用丝锥攻丝的时候,一定要保证丝锥与螺丝孔垂直,不然攻出来的丝可就不规整了,那可就麻烦大了。
这就好像盖房子,如果地基不垂直,那房子能盖得稳吗?还有啊,安装钢丝螺套的时候,要按照正确的方法操作,不能马虎。
要是操作不当,钢丝螺套可能安装不牢固,那还不如不弄呢!说到安全性和稳定性,那可太重要了。
如果修整不好,螺丝松动,那可能会导致设备出现故障,甚至引发危险。
这可不是闹着玩的!就像一辆车的螺丝松了,那开在路上得多吓人啊!所以在修整的时候,一定要确保每一个步骤都做到位,保证螺丝孔的安全性和稳定性。
那这种修整方法都有哪些应用场景呢?那可多了去了。
比如家里的家具螺丝孔滑丝了,就可以用这些方法来修整。
还有汽车、机械等领域,也经常会遇到螺丝孔滑丝的问题。
这就像人生病了需要吃药一样,不同的领域遇到螺丝孔滑丝的问题,就可以用不同的修整方法来解决。
这种修整方法的优势也很明显啊!首先,它可以节省成本。
如果因为螺丝孔滑丝就把整个设备换掉,那得多浪费钱啊!用这些修整方法,花不了多少钱就能解决问题,多划算。
其次,它很方便快捷。
不需要太多复杂的工具和技术,普通人也能操作。
螺丝滑丝处理方法
1.添加防滑螺纹油剂:在螺纹连接时,可以使用防滑螺纹油剂来增加螺纹间的摩擦力,防止螺丝滑丝。
防滑螺纹油剂具有较高的阻力和润滑性,可有效增加螺纹连接的紧固力。
2.应用胶粘剂:在螺纹连接之前,在螺丝上涂抹适量的胶粘剂,如螺纹锁紧剂(Loctite),可以增加螺丝与螺纹孔之间的摩擦力,防止滑丝。
螺纹锁紧剂能够填充螺纹间的间隙,增加连接的紧密度,使螺纹更加稳定。
3.压紧力控制:螺纹连接时,应该注意正确的扭矩控制,不要过紧或者过松。
过紧会导致螺丝滑丝,而过松则会导致连接不牢固。
使用扭矩扳手或者电动扳手来进行扭矩控制,确保螺纹连接的适当紧固。
4.滚花处理:对于需要更高紧固力的螺纹连接,可以在螺纹表面进行滚花处理。
滚花可以增加螺纹表面的摩擦系数,提高连接的紧固力。
滚花处理需要使用专门的滚花刀具,通过滚切来改变螺纹表面形状。
5.更换螺丝:如果螺丝已经滑丝严重,无法修复,最好的处理方法是更换螺丝。
从供应商处获取合适尺寸和质量的螺丝,确保质量问题不再出现。
总之,螺丝滑丝是一个常见的质量问题,但可以通过适当的处理方法来解决。
使用防滑螺纹油剂、胶粘剂,进行压紧力控
制,进行滚花处理或者更换螺丝等方法可以有效解决螺丝滑丝问题,提高螺纹连接的质量和可靠性。
设备检修中螺栓断裂原因分析
一般情况下,我们对于螺栓断裂从以下四个方面来分析:第一、螺栓的质量
第二、螺栓的预紧力矩
第三、螺栓的强度
第四、螺栓的疲劳强度
实际上,螺栓断裂绝大多数情况都是因为松动而断裂的,是由于松动而被打坏的。
因为螺栓松动打断的情况和疲劳断裂的情况大体相同,最后,我们总能从疲劳强度上找到原因,实际上,疲劳强度大得我们无法想象,螺栓在使用过程中根本用不到疲劳强度。
螺纹紧固件的松动不是由于螺栓的疲劳强度:
螺纹紧固件在横向振松实验中只需一百次即可松动,而在疲劳强度实验中需反复振动一百万次。
换句话说,螺纹紧固件在使用其疲劳强度的万分之一时即松动了,我们只使用了它大能力的万分之一,所以说螺纹紧固件的松动也不是因为螺栓疲劳强度。
螺纹紧固件损坏的真正原因是松动:
螺纹紧固件松动后,产生巨大的动能mv2,这种巨大的动能直接作用于紧固件及设备,致使紧固件损坏,紧固件损坏后,设备无法在正常的状态下工作,进一步导致设备损坏。
受轴向力作用的紧固件,螺纹被破坏,螺栓被拉断。
受径向力作用的紧固件,螺栓被剪断,螺栓孔被打成橢圆。
选用防松效果优异的螺纹防松方式是解决问题的根本所在:
目前,最先进和效果最好的防松方式是唐氏螺纹紧固件防松方式。
唐氏螺栓在四辊破碎机上使用、在液压破碎锤上使用,其强度都没有增加,而螺栓不再断裂了。
螺丝滑丝了怎么办
去除螺丝滑丝是日常生活中的一种常态,但是让人很头疼的是螺丝或滑丝往
往都不好拆卸。
要想有准确快捷的方式去除螺丝或滑丝,是每个人的梦想。
下面介绍一些有效和便捷的方法来除去螺丝或滑丝,一般都可以解决这个问题:
首先,尝试冷却该部分,也就是用冷水浸泡,借助温度变化效应减小摩擦系数,从而使螺丝或滑丝更容易拆卸。
其次,可以通过使用助滑剂来减少摩擦力,以提高拆卸的成功率。
助滑剂可以用煤油,喷漆、润滑油等形式来使用,这样可以有效降低摩擦,增加拆卸的效率。
再者,尝试使用特殊的除滑丝用具,比如可调螺丝刀、螺母钳、滑丝钳等,他
们具有特殊的凹槽,可以牢牢固定滑丝,使拆卸更加容易。
此外,可以使用开放式双面滑丝拆卸器,可以在一端放入必要的螺丝,通过另一端固定的把手拆卸,可以更好的固定滑丝,使拆卸更加容易。
最后,要使用适当力度,能够起到一定程度才能够拆卸螺母和滑丝,但是要注
意自己使用的力度,避免因太大力度造成损坏螺丝与滑丝或结构损坏。
总之,每种方式都有其优劣,在遇到螺丝或滑丝不容易拆卸的时候,在运用多
种方式的基础上,选择最简单有效的方式,正确使用正确的力度,就可以在不损坏原物的情况下拆卸螺丝或滑丝,让人有更高的工作效率。
螺丝孔滑丝的解决方法嘿,你问螺丝孔滑丝的解决方法啊?这螺丝孔滑丝还真有点让人头疼呢。
一种办法呢,就是用稍微大一点的螺丝。
要是原来的螺丝孔滑丝了,咱可以找个比原来螺丝粗一点的螺丝试试。
就像鞋子大了点,咱塞个鞋垫还能穿一样。
不过这得看情况哦,不能随便找个大螺丝就往上拧,得合适才行。
比如说,要是滑丝不太严重,稍微大一号的螺丝可能就能解决问题。
还有啊,可以用钢丝螺套。
这玩意儿就像给螺丝孔穿了个“保护套”。
把钢丝螺套拧进滑丝的螺丝孔里,然后再用原来的螺丝拧进去,就会牢固很多。
安装钢丝螺套的时候得小心点,别装歪了。
另外呢,要是滑丝不严重,还可以用胶水。
在螺丝上涂点强力胶水,然后拧进螺丝孔里。
等胶水干了,螺丝就会比较牢固。
不过这也不是长久之计,要是以后需要拆螺丝,可能就有点麻烦。
再就是可以用铜皮或者铝皮。
把铜皮或者铝皮剪成小块,塞进螺丝孔里,然后再拧螺丝。
这样可以增加螺丝孔的摩擦力,让螺丝不容易滑出来。
给你讲个例子哈。
我有个朋友,他在组装一个架子的时候,不小心把螺丝孔弄滑丝了。
他一开始不知道怎么办,急得团团转。
后来他上网查了一下,决定用钢丝螺套试试。
他买了合适的钢丝螺套,按照说明书一步一步地安装。
嘿,还真管用,螺丝拧进去后非常牢固。
他可高兴了,说以后再遇到螺丝孔滑丝的问题就知道怎么解决了。
所以说啊,螺丝孔滑丝的解决方法有很多呢。
咱可以根据具体情况选择合适的方法。
这样就能让螺丝孔重新变得好用,不耽误事儿。
不管是在家里修东西还是在工作中遇到问题,都能轻松解决。
故障现象:自攻螺钉断裂
原因分析:
1. 螺钉材料或结构有缺陷,如:材料内部应力过大.十字槽过深等。
2. 风批使用档位过大。
3. 被紧固零部件孔位过小,拧入扭力过大。
4. 装配孔位错位严重,拧入扭力过大。
5. 螺钉紧固顺序不当,造成装配时孔位的积累误差较大,螺钉受到剪切应力过大。
6. 螺钉规格型号不正确。
解决方法:
1. 更换不同厂家或不同批次的同型号螺钉。
2. 合理调小风批档位。
3. 更换或修正被紧固零部件。
4. 重新装配,使孔位符合标准。
5. 调整螺钉紧固顺序,尽量采用对角固定。
6. 使用正确规格型号螺钉。
故障现象:自攻螺钉打滑
原因分析:
1.螺钉表面硬度过低。螺钉螺牙过浅或根部螺牙过浅。
2.风批使用档位过大。
3.被紧固零部件孔位过大。
4.风批紧固到位后还继续紧固。
5.在被紧固零部件高速运动时紧固。
6.紧固薄板件时风批手感未掌握好。
7.螺钉紧固顺序不当,造成固定孔位错位后,所需的 紧固力矩过大,难以把握。
8.螺钉规格型号不正确。
9.风批扭力增大。
解决方法:
1.更换不同厂家或不同批次的同型号螺钉。不能更换,调小风批档位。
2.合理调小风批档位。特别对一些已固定过孔位。
3.更换或修正被紧固零部件;调小风批档位。
4.加强岗位培训,掌握好紧固的分寸。
5.严格工艺规范,在静止或低速运动时紧固。
6.合理调小风批档位,分2次紧固到位。
7.调整螺钉紧固顺序,尽量采用对角固定,有效减小紧固力。
8.使用正确规格型号螺钉。 9.调整风批扭力。