amadeus5培训资料
- 格式:doc
- 大小:1.71 MB
- 文档页数:22
(培训体系)清华大学AM 集训队企业培训资料程序说明第一行“#include<iostream>”,是一句预处理命令,相当于把“iostream”这个文件的所有内容复制到当前位置,替换该行。
因为在输出操作中需要做很多事,C++编译器就提供了很多已经写好的函数(成为C++标准库),我们做的只是拿来用就可以了。
第二行的“usingnamespacestd;”是使用标准命名空间,因为我们在程序中用到了在标准命名空间里的函数和对象。
目前可以不了解其具体如何实现,在以后的程序设计中可以再对其进行了解。
在明函数中“cout<<”HelloWorld!”<<endl;”是在屏幕上打印“HelloWorld!”,“endl”表明打印完这句话之后需要换行。
如果我们替换引号内的内容,程序的输出就会相应改变。
另外一个C++程序例子//--definingyourownfunction#include<iostream>voidsimon(int);//functionprototypeforsimon()intmain(){usingnamespacestd;simon(3);//callthesimon()functioncout<<"Pickaninteger:";intcount;cin>>count;simon(count);//callitagaincout<<"Done!"<<endl;return0;}voidsimon(intn)//definethesimon()function{usingnamespacestd;cout<<"Simonsaystouchyourtoes"<<n<<"times."<<endl;}//voidfunctionsdon'tneedreturnstatements下面试运行情况:Simonsaystouchyourtoes3times.Pickaninteger:512Simonsaystouchyourtoes512times.Done!程序中包含了cin语句来从键盘上获取数据。
Notes:Breakthrough Management GroupM5 -精簡製造簡介(Lean Manufacturing)本模組中的一些素材摘自下列原始資料:Womack, Jones, & Roos, The Machine That Changed the World, Harper Potential, 1990.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.!介紹精簡製造!精簡製造與Six Sigma 的協作之論述!5S 基本原理之論述M5 -章節目的與用途Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.測量階段: 可能取得的成果HGFEDCBA87654321HGFED CBA87654321BMG 6σBreakthrough Management GroupBlueprint for BreakthroughSIZEFSCM NODWG NOREVA1SCALE1 : 1SHEET3 OF 5!明確專案定義"項目描述"運用Metric.xls 確立項目關鍵測量指標及文件跟踪!確認輸入及輸出測量指標"製程流程圖及精簡製造(Lean Manufacturing)簡介"因果矩陣及魚骨圖!測量系統分析"數據系統和Minitab 軟體簡介"基礎統計學"量具研究: 定性型/ 定量型測量系統!確定製程能力"計算短期和長期Cpk, Ppk, Sigma 水平, DPU, RTY !完成階段總段"結論,問題和下階段任務製定製程流程圖是專案及關鍵指標確定後的第一項任務.專案開始時有一個完整的流程圖至關重要. 隨後的任務由製程流程圖而展開.經過記錄製程步驟, 我們常會發現專案範圍太大. 此時可把專案分爲幾個小一些的專案, 或通過改進專案定義縮小專案範圍.儘快完成製程流程圖分析會導致專案進行事半功倍.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.精簡製造源起精簡製造-豐田生産系統(Toyota Production System)"TPS 始於二十世紀五十年代, 由Taiichi Ohno 先生發起的."是對戰後日本市場作出的反應!汽車市場需求小, 但車種類型廣泛!高度有組織的勞動力及嚴格限制解聘!戰後廢墟中的國家, 急需資金!日本政府明令禁止外國投資汽車工業"是Taiichi Ohno 先生對戰後美國汽車工業觀測的結果精簡製造的問世有其必要性. 日本沒有資源仿效通用汽車公司和福特汽車公司的生産技術.在克服日本汽車工業發展的局限性的過程中, Ohno 研發了許多革新手段, 後來(簡直太晚)才被美國汽車工業採用.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.什麽是精簡製造?依照Womack 等人的理論!精簡生産的基本原理包括"有效利用資源和消除浪費"團隊合作"有效溝通"持續改善!精簡生産與大規模生産的比較"一半的工廠人力"一半的製造空間"一半的工具投資"一半的工程小時"一半的新産品開發時間豐田生産系統也稱之爲精簡生産或精簡製造.“精簡”表示事半功倍的觀念.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.精簡製造–消除浪費!精簡製造:是基於只要有生産的地方就有浪費的前提下的一套系統的管理方法!精簡製造的目標: 從以下幾個方面著手全面消除浪費"明確定義浪費(Muda)"確認浪費源頭"計劃消除浪費"建立永久控制方法, 預防浪費再次發生消除缺點就是消除浪費. 黑帶的專案是一種在關鍵的地方消除浪費的系統方法. 一個黑帶人員是否成功取決於缺陷是否永遠被消除.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.確認浪費(MUDA)!七種浪費類型:"重工浪費"過量生產浪費"製程中的浪費"運輸浪費"動作浪費"庫存浪費"等待浪費!要消除浪費首先必須確認浪費!所有Six Sigma 專案都是用於減少一個或兩個上述類型的浪費生産中的浪費是指大於必要的開支和損失的利潤.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.重工浪費!定義: 缺陷的修理與或更正!結果: 材料, 設備, 廠房空間和人力等的成本提高可能隱藏真實的缺陷率!例子:"漆面裂紋的磨砂, 修補與重新油漆…..".…."…..?産品的返修和修補是一個明顯的浪費. 可是破損機器的修理和在線的調整也是修改, 你能想到還有其他什麽浪費嗎?Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.生產過剩浪費!定義: 生産零組件超過需求或以超過規定的速度生産零組件!結果: 造成不必要的庫存顯示生産能力超過需求!例子:"由於生産方法或設備難以改變而預先生産出大批量的零組件""?Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.製程浪費!定義: 與改進生產線或提高産品品質無關的多餘的工作!結果: 在材料,人力,設備能力和廠房空間等方面增加不必要的開支!例子:"在顧客從來不會看到的內部零組件上塗刷油漆"""?從未使用過的資料是不是也是浪費? 多次收集資料, 可從來都不加以分析. 這就是加工浪費Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.!定義: 搬移零組件或産品. 此運輸只是一種臨時需要的搬運活動!結果: 增加人工成本. 由於錯誤的搬運, 不良的産品等將增加缺陷出現的風險等等.!例子:"在生產線周圍推來推去的搬運車"動線愈長愈浪費""?某些運輸是必要的, 但終究是浪費. 此目標是要減少運輸來達到減少浪費Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.!定義: 不能使産品增值的人員動作或機器動作!結果: 增加損壞産品的風險增加人力需求!例子:"工作區域之間距離太長, 如工作站零件盒距離"""?Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.!定義: 儲存産品, 材料, 零組件等, 所有的庫存都是浪費!結果: 增加成本, 佔用資金. 瑕疵品隱藏在成品裏, 庫存掩飾無效率,停工時間過長, 生産計劃欠妥, 員工操作不一致!例子:"寄賣在外的備用設備品(Spare Parts)"""""?及時(JIT) 是目標. 所有庫存皆是浪費. 減少庫存可減少浪費. 可是, 一定數量的庫存也是必要的, 用以減少設備停頓帶來的等待浪費.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.!定義: 操作或事件之間的閒置時間!結果: 增加人工成本.顯示一條不均衡的生產線!例子:"作業員等待系統運行完畢"""電梯, 換證, 停車Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.5S –精簡製造的基礎JIT目視管理工作標準化持續改善清理整理整頓清潔5S修養目標:消除浪費MeasureAnalyzeImproveControl精簡製造就像一座金字塔,如果底部不完善或不存在, 金字塔上較高的部分不可能取得成功.在測量階段, 我們將討論5S 目視管理和工作標準化將在分析階段講解, 持續改進將在改善階段講解, 及時生產管理(JIT) 將在控制階段講解.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.Six Sigma 和精簡製造的關係!精簡製造適合Six Sigma 嗎?或!Six Sigma 適合精簡製造?!Six Sigma 工具適合於 (I)目視管理工作標準化持續改善清理整理整頓清潔5S修養!Six Sigma 專案適合於…Six Sigma 是一個改進系統, 可是又不完全等同於不斷改進. Six Sigma 是在不斷改進的層次上尋求突破性的改進.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.通過5S 消除浪費!5S 的進程:步驟5:步驟4:步驟3:步驟2:步驟1:Sustaining培訓/自律-自我修養ShitsukeStandardize 標準化-整頓Seketsu Shining 清潔-清潔Seiso Storage 組織有序-整理Seiton Sorting 清掃-清理Seiri 對等英文字面翻譯-義譯日語Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.清理(Sorting)–決定要與不要的物品!定義"決定那些必要與那些不必的東西!將常用的物品存放在工作區域內!將不常用的物品存放在工作區域以外!清除很少使用或根本不使用的物品!好處"比較安全的工作場所"節省空間"比較容易做到實際過程視覺化, 比較容易發現不合規範存放的物品!提示"從一個小的區域著手, 然後一個區域一個區域的擴展"召集所有相關人員進行清理"邀請外部觀察員"紅單標簽系統!將可能不需要的物品加上標簽!將所有貼有標簽的物品存放在指定的存放處!清理出去在規定時間內沒有使用的標簽當你決定什麽需要什麽不需要時. 黑帶人員和專案組必須顧及生産工人的感受. 一些工人與他們在公司成長時所伴隨著的工具和方法有特殊感情對什麽是需要和不需要的存有認知差異意味著工作中有非標準化現象, 確定什麽是最好的方法來用以決定什麽需要和什麽不需要, 並以這種方法作爲標準. 然後, 在此區域實施5S.千萬不要給人加標簽(起外號)!Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.整理(Storage) –必需的物品定點、定位!定義"所需的物品均擺放在其指定的地點"所有需要的物品都有其固定地方存放"標識/說明存放物品位置!好處"什麽物品放錯地方在或什麽物品找不到一目了然"容易找到需要的物品"物品擺放在靠近需要用的地點!提示"將同一地方使用的物品收集在一起"將物品的佈置作爲一個迷你製程流程來考慮"自問:“每一件物品如何使用?在什麽地方使用? 將其擺放在什麽地方最適合?”"使用標簽, 標帶, 地板標識, 輪廓外形, 標記"將共用的物品保存在中樞位置有許多儲存物品的方法. 在儲存地點應有可見提示.將指定爲需要不時騰出的地方, 如等候加工區, 和總應放置物品(工具或安全裝置)的地方區分開來.在存放非常用物品的區域,應標明物品在哪里使用, 這樣可減少搜尋時間. 中心區域的位置也應用可見標簽標識, 以便尋找.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.清潔(Shining)–清潔近乎於虔誠!定義"持續保持工作區域清潔!好處"改善態度–將“破損窗戶”綜合病症減到最小"清潔的工作場所有助於識別反常狀況"灰塵和污垢造成産品受污染!提示"使用不同色彩作標記將工廠劃分爲各個衛生清潔責任區"確認“無人之地”衛生死角"存放物品時, 時刻牢記清潔"用文件的形式制定清潔時間表和責任制"不斷強調清潔: “請保持清潔”多年來,人們已經知道在美國許多的城市,有窗戶損毀的大廈導致越來越多的窗戶被損毀和大廈被人們忽視. 現在全國的城市都在大力推動消除“破損窗戶”綜合症同樣地, 缺少出入平臺的設備, 汙迹污染的工作區域, 和肮髒的加工工具使公司對優質產品的承諾成爲了空洞的宣傳.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.整頓(Standardizing)!定義"將工作場所保持在高度整齊清潔的水準上, 一有問題便顯而易見,一目了然"每個人都應用5S 管理所有工作區域!好處每個人都參與識別錯誤活動各個區域可以相互學習!提示"只要可行, 所有工作區域保持相同的,高標準的整齊與清潔"逐步建立一套系統使工作場所的任何人都能看到問題的發生"不同區域開展相互檢查"開展競賽,獎勵成功將5S 工作方式標準化的好處之一就是發展組織的記憶力. 無論你做什麽工作, 你都懂得系統的運作. 同時會有更少的專門人員負責各自的工作區域.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.修養(Sustaining) –長期自律!定義"實踐, 實踐, 再實踐直至5S 成爲我們的生活習慣!好處"樹立了追求能勝任工作的文化"使5S 成爲企業的長期特徵"縮短了新員工培訓的周期!提示"使用查檢表"使用照片定格“完美”的條件"將時間表文件化"使5S 維持時間表成爲設備維護文件和操作指導的一部分"加強對內務管理(Housekeeping) 的責任心和紀律性"黑帶和經理在自己的辦公室裏應當起表率作用你的辦公室怎麽樣? 如果你的工作區域髒亂差, 你可以在廠區內宣揚5S 嗎?管理層及全體職員還需要作出許多好的榜樣才能令生産區域的人員所接受.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.5S 是公司的一種工作方式!5S 是精簡製造的基礎!5S 的目標就是消除浪費!首先必須完成5S 然後才有可能實施目視管理!5S 好處:"增加工作場所的安全性"減少空間需求"容易發現異常情況"減少可能的産品污染"激發他人講清潔. 生産過程中的“懶人”, 一看就非常顯眼, 無處躲藏.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.!你的車庫也如此凌亂嗎?我們不只是考慮清潔和整理我們的“工作場所”, 也應該想到辦公桌, 文件櫃, 車庫, 硬碟, 電子郵件文件夾, 等等---我們甚至已經有了純粹的事務型客戶將精簡製造應用到所有事務業務類型中的工作流程上. 僅僅因爲這些技術來自製造領域, 並不意味著不能在其他方面應用.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.!瞧! 這樣的車庫如何?令人驚訝! 看上去還像同一個車庫嗎? 現在竅門就是長期保持這種習慣! 5S 中最辛苦的就是最後一個---保持成果.Notes:©BMG-Taiwan.版權所有, 未經授權不得使用及出版.課堂練習與家庭作業1. 每組選一位硬碟或電子郵件整理最好的同仁,上台分享他/她的整理方法.(一分鐘分享報告)2. 實施5S 之前, 在你的專案區域(或你的辦公室)拍攝照片一張, 爲下次培訓課程做準備.!在你的專案區域或你的辦公室實施5S .!在你的專案區域(或你的辦公室)再拍攝全景照片一張.!請將兩張照片附在你的專案演示報告上以備在下次培訓課程中展示.。
浙美版五年级音乐下册考试复习资料一、音符及其时值1. 全音符:用一个空心椭圆表示,时值为4拍。
2. 二分音符:用一个空心椭圆加一根竖线表示,时值为2拍。
3. 四分音符:用一个实心椭圆表示,时值为1拍。
4. 八分音符:用一个实心椭圆加一根横线表示,时值为半拍。
二、拍号常见的拍号有2/4、3/4和4/4:1. 2/4拍号:每小节有两拍,每拍为四分音符。
2. 3/4拍号:每小节有三拍,第一拍为强拍,第二拍和第三拍为弱拍。
3. 4/4拍号:每小节有四拍,第一拍为强拍,第二拍和第三拍为中拍,第四拍为弱拍。
三、音域音域是指乐器或人的音乐参与者所能发出的音高范围。
常见的音域有低音、中音和高音。
四、音乐常识1. 节奏:音乐中的时间感,按一定的拍子或节拍进行演奏。
2. 旋律:由一连串的音符组成,具有一定的音高、音程和音色。
3. 和声:多个不同音高的声音同时发出时产生的效果。
4. 音调:乐曲在音乐的音域中的基准音高。
5. 调性:音乐的基本音高在规定的音阶上进行音乐创作和演奏。
五、常见乐器1. 键盘乐器:钢琴、电子琴。
2. 弦乐器:小提琴、大提琴。
3. 木管乐器:长笛、单簧管。
4. 铜管乐器:小号、长号。
5. 打击乐器:鼓、钹。
六、音乐家名人堂1. 贝多芬(Ludwig van Beethoven):德国作曲家和钢琴家,音乐史上最重要的人物之一。
2. 莫扎特(Wolfgang Amadeus Mozart):奥地利作曲家和钢琴家,音乐天才。
3. 巴赫(Johann Sebastian Bach):德国作曲家和演奏家,巴洛克音乐的代表人物。
以上是浙美版五年级音乐下册考试复习资料的主要内容,希望能对你的学习有所帮助。
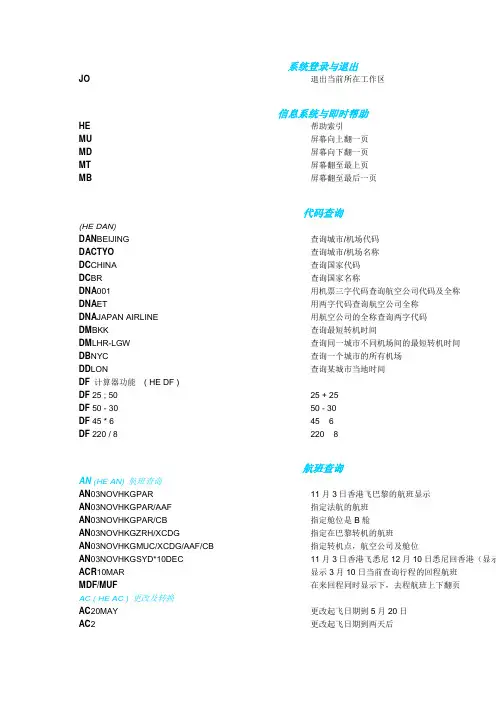
系统登录与退出JO 退出当前所在工作区信息系统与即时帮助HE 帮助索引MU 屏幕向上翻一页MD 屏幕向下翻一页MT 屏幕翻至最上页MB 屏幕翻至最后一页代码查询(HE DAN)DAN BEIJING查询城市/机场代码DACTYO 查询城市/机场名称DC CHINA查询国家代码DC BR查询国家名称DNA001用机票三字代码查询航空公司代码及全称DNA ET用两字代码查询航空公司全称DNA JAPAN AIRLINE用航空公司的全称查询两字代码DM BKK查询最短转机时间DM LHR-LGW查询同一城市不同机场间的最短转机时间DB NYC查询一个城市的所有机场DD LON查询某城市当地时间DF 计算器功能( HE DF )DF 25 ; 5025 + 25DF 50 - 3050 - 30DF 45 * 645 × 6DF 220 / 8220 ÷ 8航班查询AN (HE AN) 航班查询AN03NOVHKGPAR11月3日香港飞巴黎的航班显示AN03NOVHKGPAR/AAF指定法航的航班AN03NOVHKGPAR/CB指定舱位是B舱AN03NOVHKGZRH/XCDG指定在巴黎转机的航班AN03NOVHKGMUC/XCDG/AAF/CB指定转机点,航空公司及舱位AN03NOVHKGSYD*10DEC11月3日香港飞悉尼12月10日悉尼回香港(显示ACR10MAR显示3月10日当前查询行程的回程航班MDF/MUF 在来回程同时显示下,去程航班上下翻页AC ( HE AC ) 更改及转换AC20MAY更改起飞日期到5月20日AC2更改起飞日期到两天后AC-4更改起飞日期到四天前建立PNR的基本步骤SS (HE SS) 建立航段SS2Y3订序号为3的航班2个Y舱座位SS BR852Q20MAYHKGTPE3订香港到台北的BR852航班Q舱的3个座位SS2Y3*12同时订去程序号为3,回程序号为12的航班2个Y SS2Y3/PE候补序号为3的航班2个Y舱座位NM (HE NM) 输入旅客姓名NM1ZHOU/HONG MS 1LI/PING MR多名旅客AP (HE AP)联系方式AP 直接回车输入本公司的名称及电话号码AP 8620-87696808后加自由格式的电话号码APE-***********后加旅客电子邮箱地址(非必须内容)TKTL/TKOK(HE TKTL/TKOK)出票期限TKTL 15MAY设定出票期限为5月15日(该PNR会出现在期限日RF(HERF)签收RF PAX操作者签收(在建立PNR时及对已完成的PNR进行修改时都必须输入)ER/ET (HE ER/ET) 封口ER 封口再提取(END AND REDISPLAY)ET 封口后退出(END OF TRANSATION)IG/IR(HE IG/HE IR)忽略IG 在建立PNR时使用,系统忽略未封口前的所有输入在修改PNR时使用,系统忽略该次所有的修改并退IR 系统忽略所做的一切修改并重新打开原记录。
Lean Manufacturing Rating Criteria (Ver 1.8)工厂评估标准FOR COMPLETE CUT – BOX LINESCharacteristics Rating Criteria(With definitions) (No evidence of a criteria = score of zero)一、Material物料1. One-piece / One pair flow一件流/ 一双流Maximizes value added; minimizes non-value added/ waste: runs a stable process with controlled variables, stable scheduling.Cells should be collocated so that the work flows directly to the next cell. Min safety stocks are held.Components should not be sent outside of the cell / outsoured mid way through their process.Components that are cut & processed outside & then delivered to the Cut-box cell, as subassemblies are not classified as outsource.In the case of synthetic material one cut can also refer to when the cutting die is full, maybe after several cuts & then emptied on one occasion.使附加价值最大化, 无价值/ 浪费最小化:流程安定化, 计划排定安定化, 所有变量得到控制.各工作组紧密排列, 加工部件可直接流至下一个工作组. 安全库存保持在最小量. 元件在生产过程中不应离开工作组或送至外厂家.直接在外厂家裁断, 加工, 而后送回专线的元件不算在外发元件之内. 备注: 定义: (一个工作组指一个裁断组, 准备组, 针车组或成型组)在裁人工皮的情况下一个流指的是一刀流, 即有可能是在多次裁断之后,斩刀满量时, 取出的元件的数量Each sub cell operates independently of each other & has stations within the cell that also operate independently & stockpile WIP. More than one operation in the Cut-Box cell is outsource.各工作组之间的生产毫无联系, 工作组里的各工作站也都独立作业. 在制品堆积. 专线中有一个以上的元件需要外发;Within each sub cell each workstation operates with a standard batch size flow between the processes. One or more operation in the Cut-Box cell is outsourced with a kanban system used to coordinate the delivery & retrieval of the components to & from the subcontractor .每个工作组中所有工作站之间保持有固定量的安全库存. 各工作站之间保持有标准量的安全库存. 专线中有一个元件需要外发; 运用看板系统来管控外发元件的发送及返修;50% of the sub cells and the stations within each sub cell have 1 piece / 1 pair / 1 cut flow between the processes (Non standard WIP / batch size between some of processes) With a standard safety stock limit between the cells. All operations for the Cut–Box cell are located in-house, with more than one operation located offline. A Kanban system is used to coordinate the delivery & retrieval of the components to & from the offline cell.在每一个工作组中50%的工作站可保持一件/一双/一刀流(部分流程之间存在不定量的在制品).各工作站之间保持有标准量的安全库存. 从裁断到成型的所有工程都在厂内完成, 但有一个以上的元件需要离线作业. 运用看板系统来管控所有离线加工元件的发送与返修;75% of the sub cells and the stations within each sub cell have 1-piece / 1 pair / 1 cut flow between the processes (only standard WIP / batch size between all processes) With a 2 hour standard safety stock limit between the cells. All operations for the Cut–Box cell are located in-house, with only one operation located offline. A Kanban system is used to coordinate the delivery & retrieval of the com ponents to & from the offline cell.在每一个工作组中75%的工作站可保持一件/一双/一刀流(各流程之间保持标准量的在制品). 各工作站之间保持有2小时的安全库存. 从裁断到成型的所有工程都在厂内完成, 只有一个元件需要离线作业. 运用看板系统来管控所有离线加工元件的发送与返修;All sub cells and all stations within each sub cell have 1-piece / 1 pair / 1 cut flow, (only standard 1 piece/ 1 pair / 1 cut WIP bet ween all processes). Coordinated shutdown & flow between stations (planned down time only) All Cut–Box cell operations are located inline, operating with either a standard batch size, curtain effect, or with clearly defined safety stock levels (Not more th an 1 hour / 1 shift) or .(4 hrs from stockfit to assembly for cement curing) between each sub cell在每一个工作组中所有的工作站可保持一件/一双/一刀流. 工作站之间的流程顺畅, 且仅有计划性的停机. 各工作站之间保持有2小时的安全库存. 从裁断到成型的所有工程都在线内完成, 各工作站之间存在标准的安全库存量, 窗帘效应, 或明确标示安全库存量(不超过1小时/ 1班).(底加工每4小时要供应给成型加工)2. Production Paced by Takt Time依据产距时间生产Avoids waste of overproduction, coordinates & balances all activities within the cell; has flexible operations & assignments to handle fluctuations in demand.避免制造过多的浪费, 协调工作组中操作员的工作量, 使之平衡. 弹性化分配操作员的工作, 以满足需求的变化.(补充说明: 若实际产量超出目标产量太多, 则应考虑适当减少操作员)Meets customer delivery performance targets & a production plan is established.可满足客户出货业绩目标, 排定生产计划;Takt time established for all the sub cells. Running production, but not relative to takt time.各工作组设定产距时间, 但并不依据产距时间生产;Takt time established for all the sub cells. Production runs within 20% of takt time in all sub cells and each sub cells visually display production data compared takt time各工作组设定产距时间. 实际产量在目标产量20%的范围内浮动. 每组设立目视管理板, 显示产距时间与其它生产数据的对比;Takt time established for all the sub cells. Production runs within 10% of takt time in each the sub cells and all sub cells visually display production data compared takt time各工作组设定产距时间. 实际产量在目标产量10%的范围内浮动. 每组设立目视管理板, 显示产距时间与其它生产数据的对比;Takt time established for all the sub cells. Production in all sub cells runs equal to takt time daily and each sub cell visually displays production data within takt time各工作组设定产距时间. 实际产量完全符合目标产量. 每组设立目视管理板, 显示所有生产数据都符合产距时间.3. Use of Pull Production System. Down stream department is treated as the customer.采用后拉式生产系统, 客户是指后关部门Highlights problem areas: ties operations to demand: simplifies scheduling Minimizes inventory within cell. 后关部门被视为客户.凸显问题点: 依据需要量生产, 生产排程简单化, 使工作组内的库存量最小化.备注: 定义: (客户指的是后关部门或后关工作站; 供应商指的是前关部门或前关工作站)Re :Re : Definition :(The Customer refers to the down stream or following cell or dept.Supplier refers to the upstream or previous cell or dept.)定义: 客户--后关单位供应商--前关单位Production schedule not related to customer demand / PO's生产排程与客户的要求/ 订单量无关;Production schedule fluctuates with customer demand.Weekly plan used to schedule work throughout the sub cells.生产排程随着客户需求的变化而变化(各工作组中的安全库存不超过2小时), 各工作组排定日计划/ 周计划来管控生产;Daily production plan used to schedule work throughout the sub cells. Kanban is used to assist production scheduling between the sub cells.各工作组排定日计划/ 周计划来管控生产. 在各工作组中使用看板系统来协助生产;Hourly production plan used to schedule work throughout the sub cells. Practical Kanban signal (Trolley / cards) used to schedule work to up stream sub cell.各工作组排定小时生产计划.使用信号看板(小推车/ 卡片)来协调从成型到裁断的生产, 以及原物料的下单状况;Hourly production plan used to schedule work throughout the sub cells. Practical Kanban signal (Trolley / cards) used to schedule work up stream sub cell; Cutting & raw materials ordering. Express Kanban from final inspection back to cutting & raw materials ordering is used for the remaking of B & C grades.各工作组排定小时生产计划.使用信号看板(小推车/ 卡片)来协调从成型到裁断的生产, 以及原物料的下单状况.在鞋子被打B, 打C的情况下,最后关部门(验货区)使用紧急看板将信息反馈回裁断及原物料部门.料缺数.4. Shortened lead-time for Raw Materials.缩短原物料的交期时间Responds quickly to customer changes; reduces costs; meets customer demands in standard workweek; minimizes inventory within cell; minimizes inventory in the raw materials warehouse.(In the case of a cell raw materials refers to components waiting to be processed & finished goods refers to components ready for delivery to the next department)可迅速对客户需求的变化做出反应; 降低成本; 可在标准的工时内满足客户需求; 将工作组中的在制品最小化; 将原物料仓库里的在制品最小化. (在工作组中, 原物料指等待加工的元件以及加工完成, 等待被送至后关部门的成品.)(补充说明: 理论D2D时间= TT * 人数* 2)Raw Materials are issued to the cut-box cell daily. Safety stock levels between the sub cells exceed the sub cell D2D time. Finished good are delivered from the cut to box cell at random.原物料每天发放到专线中. 各工作组中的安全库存时间超过工作组的D2D时间. 专线中的成品不定时地送到仓库;Raw materials are issued to the cut to box line daily & some safety stock inventory levels between any sub cell exceed the down stream sub cell D2D time. Finished go od are delivered to the warehouse daily.原物料每天发放到专线中. 部分工作组中的安全库存时间超过后关工作组的D2D时间. 专线中的成品每天送到仓库;Raw materials are issued to the cut to box cell twice daily & the safety stock inventory levels between the sub cells is equal to the down stream sub cell D2D time. Finished good are delivered from the Cut to box to the warehouse twice daily.原物料每天发放到专线中.工作组中的安全库存时间等于后关工作组的D2D时间. 专线中的成品每天分两次送到仓库;Raw materials are issued to the Cut to box line every 2 hours & the safety stock inventory levels between the sub cells are below the down stream cell D2D time. Finished goods are delivered from the cut to box cell to the warehouse every 2 hours .原物料每2小时发放到专线中.工作组中的安全库存时间小于后关工作组的D2D时间. 专线中的成品每2小时送到仓库;Raw materials are prepared by the warehouse, maximum for 2 hours production based on the daily schedule. Raw materials are collected from this 2 hours safety stock by the cut/prep water spider when required by using a kanban signal at each of the cutters. Safety stock inventory levels between the sub cells are below the down stream sub cell D2D time. Finished goods are delivered to the warehouse hourly or directly.仓库根据日生产计划备料, 每次的最大备料数时间为生产线2小时的工作量. 每位裁工配有信号看板, 裁断组/ 准备组的水蜘蛛根据信号看板每2小时从仓库领料. 工作组中的安全库存量小于后关工作组的D2D时间. 专线中的成品每小时送到仓库或直接进仓.5. OSE (Overall Supplier Effectiveness) measurements in place and monitored for materials supplier. Up stream departments are treated as suppliers.评估所有供应商的效率表现, 并对其进行管制,供应商是指前关部门.Overall supplier effectiveness measures to include; On time delivery (Wait time) Wrong delivery, RFT (Quality) & Service on repairs / re-cuts.(In the case of a cell the supplier refers to the up stream cell / dept)(Roving QC data should also be included with the RFT)综合供应商绩效考核包括: 准时(等待时间) / 准质(送货错误, RFT) & 服务(返修, 重裁).(在工作站中, 供应商指的是前关部门)(RFT中应包括巡检QC的检验数据)(补充说明: 供应商应做到---- 准时, 准质, 准量)Up stream sub cell /supplier performance is measured only when a problem is discovered. Cell quality is measured informally.只有当问题出现时才考量前关部门/ 供应商的绩效. 未对工作站的产品品质做正式的检验;.Up stream sub cell / supplier is measured but with no formal records. RFT calculation method is understood by the sub cell supervisor & Cut to box manager.对前关部门/ 供应商的绩效进行考量, 但未做正式记录. 专线的最高主管及所有干部了解RFT的计算方法;Up stream sub cell / supplier is measured with a formal daily record. The RFT calculation method is understood by the sub cell supervisor & Cut to box manager. Results are posted.每天对前关部门/ 供应商的绩效进行考量, 并做正式记录. 专线的最高主管及所有干部了解RFT的计算方法. 公布考量结果;Up stream sub cell / supplier is measured with a formal daily record: The RFT calculation method is understood by the sub cell supervisor & Cut to box manager. Data base in place with feedback tomanagement, customer & supplier when requested. The RFT calculation method is understood by the sub cell supervisor & Cut to box manager. All QC tollgates in all sub cells have a RFT data collection method in place. Results are posted每天对前关部门/ 供应商的绩效进行考量, 并做正式记录. 在需要时将记录之数据反馈至最高主管, 客户及供应商. 专线的最高主管及所有干部了解RFT的计算方法. 所有品检站在适当的位置张贴RFT数据统计方法. 公布考量结果;Up stream / supplier & raw materials warehouse (includes consumables) is measured with a formal daily record: Database in place with feedback system established for management, customer & supplier. RFT calculation method is understood by the sub cell supervisor & Cut to box manager. All QC tollgates in all sub cells have a RFT data collection method in place. Daily 1 or 2 hourly results are posted in each sub cell & for the complete Cut-Box cell. 每天对前关部门/ 供应商及原材料仓库(包括消耗品)的绩效进行考量, 并做正式记录. 将考量数据张贴在适当的位置, 并建立反馈系统, 将数据反馈至最高主管,客户及供应商. 专线的最高主管及所有干部了解RFT的计算方法. 所有品检站在适当的位置张贴RFT数据统计方法. 每1 -- 2小时在每个工作站及整条专线中公布考量结果.6. Materials organized with visual control devise s. 原物料的目视管理Clear storage systems in place for raw materials & finished goods. Supermarkets and safety socks. (Raw Materials / RM = component parts from the up stream cell / deptFinished Goods / FG = completed component parts ready for the next down stream dept)对原物料与成品都建立明确的存放系统. 超市与原物料存放区(原物料= 来自上工作站或前关部门的元件; 成品= 加工完毕, 可送至下工作站或后关部门的元件)(补充说明: 一般而言, Supermarkets指成品, stocks 指原物料)Storage areas for the raw materials, WIP & finished goods exist.存在原物料, 在制品及成品存放区;Some of the raw material, finished goods & safety stock storage areas in some of the sub c ells are separated & labeled.在部分工作组中, 原物料, 成品与安全库存分开放置, 并标示;All of the raw material & finished goods storage areas in the all of sub cells are separated & labeled.在所有工作组中, 原物料, 成品与安全库存分开放置, 并标示;All raw material, safety stock, finished goods storage areas in all of the sub cells are separated, labeled with the adidas standard visual controls.在所有工作组中, 原物料, 成品与安全库存分开放置, 并采用Adidas标准的目视管理来标示;.All raw material, safety stock, finished goods & consumables storage areas in the complete Cut-Box and at each workstation are located in specific areas and are labeled with the adidas standard visual controls.在专线的所有工作组中, 原物料, 成品, 安全库存以及消耗品各有其特定的存放区, 并采用Adidas标准的目视管理来标示;.7. Material handling incorporated in the cell (s) 工作站中的物料传送管理Minimizes indirect labour, inspectors & supervisors in the cell使间接人工, 品管人员和干部人数最小化(A Material handler is classified as someone who either delivers work to & from the sub cell. A water-spider is classified as someone who distributes parts / components throughout the sub cell & assist with repairs & rework) (物料传送人员指在整条线中用以传送收发物料的人员.)(A utility workers is classified as someone that can operate all machines / processes in the cell and can fill in if a worker is absent, pool quantity is based on the current absenteeism %)将工作站中非直接人工, 品检, 以及干部的人数最小化. (材料传递人员指在工作站之间传送物料或在工作站中分发元件的工作人员)(全能工指能够操作工作站中的所有机台& 工程, 并能在其他员工缺勤时及时补充的操作员. 其数量取决于现有的缺勤率)Each sub cell has one or more supervisors, no water-spiders. There are fixed QC tollgate inspectors in every sub cell.每一个工作组中有多于1个干部. 没有水蜘蛛, 每个工作组有固定的QC人员Each sub cells has only one supervisor. There are water-spiders but they not assigned to specific sub cells. There are fixed QC tollgate inspectors in every sub cell.每一个工作组中只有1个干部, 且水蜘蛛没有指派给明确的工作组, 每个工作组都有固定QC人员.Each sub cell has only one supervisor and one water-spider. Fixed QC tollgate inspectors are located in some of the sub cells.每一个工作组只有1个干部, 1个水蜘蛛, QC人员固定在不同的工作组上.Each sub cell has only one supervisor. Water-spiders are assigned to each sub cell (1 for sub cells with less than 10 workers & 2 for sub cells with more than 10 workers) Tollgate QC is limited to finishing. There is one or more roving QC for the complete Cut-Box line.每一个工作组只有1个干部, 水蜘蛛指派在每个工作组(一个人负责每个工作组的10个以下员工工作,2个人要负责每个工作组10个以上员工工作),成型可允许有QC人员,整条专线1个或1个以上巡检人员.Each sub cell has only one supervisor, there is a group of multi skilled utility workers to service the complete Cut-Box cell. Water-spiders are assigned to each sub cell (1 for cells with less than 10 workers & 2 for cells with more than 10 workers) & are promoted from operators. There are no permanent (tollgate) inspectors except for finishing (1).Self-inspection is made by the VA workers with one roving QC for the complete Cut-Box line每一个工作组只有1个干部, 有一个小组的全能工人员可服务到专线生产线上, 水蜘蛛指派在每个工作组(一个人负责每个工作组的10个以下员工工作,2个人要负责每个工作组10个以上员工工作),这些水蜘蛛是从操作员提升的,除成型可允许有1个QC人员外,其他生产线没有QC人员,有价值员工在自检生产,整条专线1个巡检人员.Manpower人力8. % Workers capable of handling multiple processe s. 多能工比率Operators are flexible with equal skill & ability to meet takt time and quality demands, on each operation in the cell. Employs same classification and technical bonus payment rate.操作人员要有弹性操作能力,工作速度与正常速度一样,有能力满足TT时间和质量要求.操作人员对于每道工序都必须有相当的技术能力与速度.相当的技能,薪资水准应一样.多能工原始目的是一个人操作多种工序,并能操作前后,上下道工序.Multi skill training practiced, but with no formal system or records: Different rates of pay for different job classifications (Skill & long service) Output bonus payment is an individual piecework system.有多能工训练,但没有正式的系统或记录; 根据不同的工程采用不同的薪资等级(包括技能与年资), 按计件来计算奖金.25% of the operators in each sub cell are capable of working on more than one station in the cell; multi skill training is practiced & charts are posted; different rates of pay for different job classifications (Skill & long service) Team / group output bonus payment system. 在每个工作组中25%的操作员有能力操作一个以上的工作站; 进行多能工培训, 并公布表单; 不同的工程采用不同的薪资等级(包括技能与年资); 以团体件资来支付奖金.50% of the operators in each sub cell are capable of working on more than one station in the cell with equal skill (ability to meet takt time); multi skill training is practiced & charts are available; different rates of pay for different job classifications (Skill & long service); Team / group output bonus payment system.在每个工作组中50%的操作员有能力操作一个以上的工作站, 且可满足产距时间的要求; 进行多能工培训, 并公布表单; 不同的工程采用不同的薪资等级(包括技能与年资); 以团体件资来支付奖金.50% of the operators in each sub cell can work on both their upstream & down stream neighboring operation. (Ability to meet takt time & quality standards): regularly change work positions each week: with the same rate of output bonus pay; (Only long service payment variations) multi skill charts posted. Team / group output bonus payment system.在每个工作组中50%操作员可操作工作组中的相邻工程,(可满足产距时间与品质的要求); 每周有规则更换工作岗位; 所有的工程采用相同的薪资等级(只有年资的差异);公布多能工培训表单; 团队与小组的奖金支付系统.All operators in all sub cells can work on both their upstream & down stream neighboring operation with equal skill; (ability to meet takt time & quality standards): With the same rate of output bonus pay; (Only long service payment variations) Multi skill charts are posted. Team / grou p output bonus payment system.在每个工作组中所有操作员可操作工作组中的相邻工程,(可满足产距时间与品质的要求);薪资等级相等(只有年资的差异), 有张贴多能工表单. 以团体件资来支付奖金.9. Value added ratio有价值操作比率Eliminates redundant non value adding operations: eliminates unnecessary moves (NVA but necessary operations are not classed as NVA operations)消除多余的无价值操作: 消除不必要的搬运(一些必要的无价值作业不能被当作无价值操作)Each sub cell has a least one NVA operation.在Cell中管理人员要理解有价值和无价值操作的意义;More than two NVA operations are present in the complete Cut–Box cell. 2=Cell中有两个以上的无价值操作人员;Two NVA operations are present in the complete Cut–box cell Cell中有两个无价值操作人员;One NVA operation is present in the complete Cut-Box cell Cell中有一个无价值操作人员;The complete Cut–Box cell has no NVA operations. All NVA but necessary elements are now performed as part of a VA operation by the workers in the cell Cell中没有无价值操作人员, 所有操作作为有价值操作部分并由Cell中直接人工来完成.10. Indirect support functions incorporated into the cell Cell中的辅助作用Employs decentralization rationale: expands responsibility, authority & capabilities of the team; promotes accountability. 使用分散化的基本原理: 扩张cell的责任感,权威性及工作能力.(Each Lean floor comprising of cut, stitch, assembly & stockfit should have their own purchasing, planning & maintenance collocated and under the direct responsibility of the Lean floor factory manager.) 要把支援的部门规划到同一部门,并采用分散化的基本原理: 扩张员工的责任范围,权威性及带动本组的工作能力. (每一个专线楼层应包含底加工, 裁断, 针车和成型部门, 还应有其独立的采购, 生管和水电维护部门, 且属专线厂区楼长管制.Functional organizational structure (silo) for all support activities to all cells (Purchasing, Planning, Maintenance, Quality & HR) Personnel have no relationship or i dentification with any specific Lean Cut-Box line or Lean floor.将辅助功能部门(采购,生管,水电,品管及人力资源)集中在一个部门,对所有的Cell 负责,这些成员没有指定到具体的专线或专线楼层.Functional organizational structure (silo) for some support function activities (Planning, maintenance) Personnel within these departments are identified to the cells / Lean floor that they support but are still responsible to support function department heads.一部分辅助工能部门(生管,水电)内部人中指定到所服务的专线楼层中,但只对辅助功能部门的主管负责.Each Lean Cut-Box cell or Lean floor (maybe for two lines) has a management support team that is assigned to the cell / Lean floor; Support personnel within this team have specific duties the Planning, Purchasing, Maintenance & Quality but are still responsible to the support function department heads.每条专线或专线楼层(可能有两条专线)有一个功能小组,此小组人员指定到此专线或楼层中,负责采购,生管,品管事宜,但其对功能部门主管负责.Each Lean Cut-Box cell or Lean floor (maybe for two lines) has a support function team that is assigned to the cell / Lean floor; Personnel within this team are responsible to the Lean Cut-Box / Lean floor manager & have specific duties (Planning, Maintenance, Quality. Are supported by factory wide specialists in a Matrix management organization每条专线或专线楼层(可能有两条专线),有一个功能小组,此小组人员指定到此专线或楼层中,负责采购,生管,品管事宜,对专线或专线楼层主管负责,此小组由管理机构的专人负责Lean Cut-Box cell manager or Lean floor manager (maybe responsible for two lines) is responsible for a multifunctional management team assigned to the cell / Lean floor. Personnel in the team cover all duties, Planning, Maintenance, Quality & HR etc . Support personnel have their work areas located within the Lean cell / floor. Are supported by factory wide specialists in a matrix management organization.由专线主管或专线楼层主管负责多方面工作,(可能负责两条专线)并主管指定到专线中的多功能小组,此功能小组人员负责专线中的生管,水电,品管,人力资源等事宜.在专线楼层设立此小组人员的工作区域,此小组由管理机构的专人负责.并与cell形成一个距阵形.Machinery机器11. Dedicated equipment in the cell cell中的专用机器Equipment is simple, flexible, low cost, easily reconfigured; Facilitates quick changeover is product focused, permanently assigned to the cell and is capable to meet capacity requirements.设备要简单,灵活,易安装,且有快速换模的能力.有专属做哪个刀模的设备,且能力满足本专线的产能要求. One or more of the sub cells has a monument (non-movable) operations or machine that emphasizes units per hour / volume rather than 1 piece flow & balance.机台庞大,无法移动;且运作时不考虑整个工作站之运行状况,仅注重机台本身之小时产量.One or more of the sub cells has a monument (non-movable) machines that is shared with another sub cell.机台庞大,无法移动;由两个或多个工作站共用;One or more of the sub cells has one or more movable shared machines. Quick-change capability: kanban system is in place between the cells to co-ordinate / priorities the work flow.在各组中有一个或者多个共用设备,有快速换模能力,使用看板系统来调整流程.All machines in the Cut–box cell are dedicated to each of the sub cells; “off the shelf” equipment is used but some may have unused technical machine features & adjustments.Some machines are easily movable.机台指定到工作站中,在不使用时贴上待用标示;.Complete Cut-Box line has all custom made equipment thatIs dedicated to the cell; all machines are the correct size & speed; with no unused features and are all easily moveable.专线中的所有设备都为专用设备,机台的大小及速度均恰当,且易于移动.12. Machines in order of proce ss按流程排列机器Facilitates one-piece / one-pair flow processing; allows cause & effect relationships to be more easily identified.(Possible data for the logs are: cycle times Vs Takt time, machinery nonconformance, waiting time, RFT, etc) 有助于一件流/一双流的的实行,容易发现不良问题的来源.记录数据:小时生产管理表CT(实际操作一双的时间),TT(目标时间),RFT,等待时间.红单区(RED TAG PROCEDURE)Red tag procedure / policy implemented to remove unused machines. Red tag holding area is located within the Cut-Box cell / Lean floor. Red tag manager is assigned.有红单区且有进出管理政策, 此红单要设在专线同一层,且有专人负责.Red tag procedure / policy implemented to remove unused machines. Red tag holding area is located within the Cut-Box cell / Lean floor. Red tag manager is assigned. Two or more stations / mac hines in the complete Cut–Box cell are not in process order专线的楼层有红单区,机器在不使用时移送红单区(不使用的期限),此区有专人负责管理(表单记录).在从裁断到包装的加入线中有二道工序(人员或机器)没按工程顺序排列Red tag procedure / policy implemented to remove unused machines. Red tag holding area is located within the Cut-Box cell / Lean floor. Red tag manager is assigned. One station / machine in the complete Cut – Box cell is not in process order专线的楼层有红单区,机器在不使用时移送红单区(不使用的期限),此区有专人负责管理(表单记录).在从裁断到包装的加入线中有一道工序(人员或机器)没按工程顺序排列.Red tag procedure / policy implemented to remove un used machines. Red tag holding area is located within the Cut-Box cell / Lean floor. Red tag manager is assigned and is identified by a photo posted at the red tag area. All stations / machines are in the correct process order专线的楼层有红单区,机器在不使用时移送红单区(不使用的期限),此区有专人负责管理(表单记录).在从裁断到包装的加入线中所有工序(人员或机器)都按照工程顺序排列.Red tag procedure / policy implemented to remove unused machines. Red tag holding area is located within the Cut-Box cell / Lean floor. Red tag manager is assigned and is identified by a photo posted at the。
金蝶培训教材第五章期初数据录入第五章期初数据录入当企业的各项资料设置完毕后,需要将物料的期初数据准备好并录入系统。
本章主要讲解存贷初始数据的录入,以及与总账系统的接口与未核销单据的录入。
初始数据是本系统启用时仓库物料的结存情况的记录。
系统设置初始数据分仓库进行录入。
在实际成本法下,录入的资料包括物料代码、结存数量、结存金额;在计划成本法下,录入的资料包括物料代码、结存数量、结存金额、材料成本差异。
如果启用的会计期间不是第一期,则除了结存数量、结存金额外,还需录入本年累计收入数量、本年累计收入金额、本年累计发出数量、本年累计发出金额。
案例按照案例数据录入期初数据。
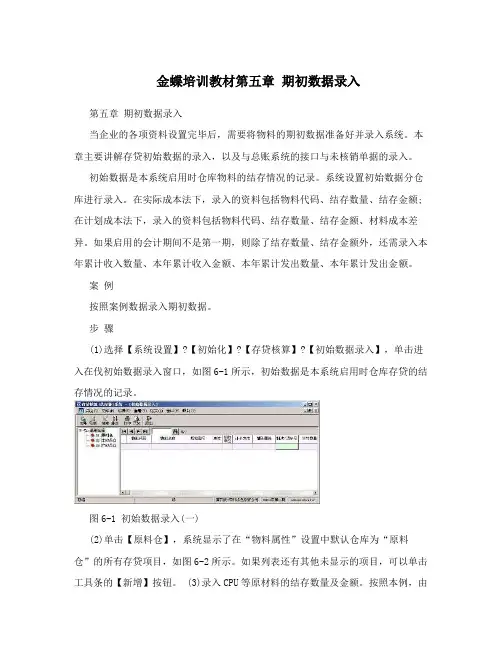
步骤(1)选择【系统设置】?【初始化】?【存贷核算】?【初始数据录入】,单击进入在伐初始数据录入窗口,如图6-1所示,初始数据是本系统启用时仓库存贷的结存情况的记录。
图6-1 初始数据录入(一)(2)单击【原料仓】,系统显示了在“物料属性”设置中默认仓库为“原料仓”的所有存贷项目,如图6-2所示。
如果列表还有其他未显示的项目,可以单击工具条的【新增】按钮。
(3)录入CPU等原材料的结存数量及金额。
按照本例,由于是从第7期开始启用,除需录入期初数量、期初金额外,还需录入物料的本年累计收入数量、本年累计收入金额、本年累计发出额即可。
单击窗口滚动条,依次录入原物料的期初数量、期初金额等。
这些物料的计价方法为加权平均法,初始化数据可以直接录入,此外,移动平均法的存贷余额也可以直接录入。
录完原材料余额,再按照同样操作录入半成品余额。
(4)接下来录入电脑等产成品的结存数量及金额。
如果物料的计价方法采用“先进先出法、后进先出法、分批认定法”,则在录入初始数据时必须通过双击绿色的【批次/顺序号】进行录入,如图6-4所示。
如果存在多笔记录,单击工具条中的【新增】按钮即可。
与先进先出法、后进先出法稍有不同的是,采用分批认定法进行物料初始数据录入时,还需录入相应的批号。
一、5W2H:5W: What? Why? When? Who? Where? What:什么问题?Why:为什么会发生?When:什么时间发生的?Who:什么人发现的?Where:在哪里发生?2H: How, How many?How:什么样的问题?How many?:有多少这样的缺陷?5Why?5个为什么要层层递进?下个问题是上个问题得到的结论二、QRQC需注意:问题发生时间,什么问题?什么现象?跟产品有关吗?一个完整的QRQC须注意:问题描述,原因分析,改善对策,责任人,完成时间相应的追踪确认当问题得到控制时,此问题须至少跟踪3个班次或生产批的品质状况。
QRQC: Quick Response quality control(快速响应质量控制) QRQC team:分为:line的QRQC和Workcell的QRQC两种.line的QRQC成员包括:发生问题的生产线负责人,TT ,QT, MT ,line leader, 操作员, Line经理等.Workcell的QRQC成员包括: 发生问题的生产线负责人.TE, QE ,ME ,Line manager, Line管理人. Workcell 经理等.三、三现主义、3F三现:现场,现实,现物(有顺序的)3F:外形、装配、功能或form ,fit, function四、文件的认识DA: 有效期是三个月,它属于违背流程所出的支持文件,它一定要有QE Manager的签名才能生效,为受控文件。
(影响产品的装配、功能、外形)补充流程: 有效期是两个星期或10个工作日,它是针对流程方面的变动,它属于违背流程所出的支持文件,必须有Workcell Manager的签名,为受控文件。
(只适用于流程问题,不适用于任何产品质量的问题)ECO:是不受控的,它可以一直用到下一次ECO的产生..品质警报: 有效期是1个月.它分为内部和外部两种.WI有:缺陷代码表出货流程图各型号的工作指引流程品质检查OBA报表,:验机合格通知书,历史记录: 需保存一年五、DPM的计算坏机数/总机数*1000000六、EPS上的LabelS代表: Shipping/合格,可以出货P代表:partial/待满箱H代表:Hold ing /有问题,待处理。
AMADEUS 5用户手册© DDS, Jan. 2003Publication 10UE400 rev C.1.用户名和密码默认值:姓名为“dds”,密码为“dds”注意字母的大小写“姓名”和“密码”要注意大小写。
计算机认为AFI, afi, 和 aFi 是不同的。
延时介绍如果在预制的延时时间里没有键入姓名和密码,会关闭开始窗口。
首次使用软件建议在首次使用软件时修改姓名和密码。
退出系统停止操作退出系统时,按下面步骤选择退出系统的方式:点击导向条最右边的标着门的图标。
点击界面左上角标着魔杖的图标点击界面右上角的“X”直接按功能键‘’F4’’2. GENERAL SCREENS 界面概述2.1. 主界面主界面中下拉菜单的信息栏使用前为黑色。
使用后,为兰色。
2.2.工具栏2Amadeus 5 – User Manual - Doc. 10UE400Amadeus 5 – User Manual - Doc. 10UE400 3工具栏图标为一些重要界面的查找提供了捷径:控制器、卡、所有持卡人、事件处理程序、激活报警、出色的报表、轮询、激活报警的数量、得到报警确认的数量、发出的待处理命令的数量,退出。
个性化工具条增加了系统的适应性。
3.1. 控制器网络信息栏3.1.2. 控制器网络 –定义 信息栏端口:详细说明通讯口的类型和地址(1~9),默认值是串行口COM1通讯 速率: 选定之间的通讯数据4.800 bauds (默认值)9.600 bauds19.200 bauds38.400 bauds协议: 选定之间的协议Protocol 4, (自主知识产权, 默认值)Modbus, 开放协议等待延迟:设定计算机和控制器(轮询或命令)两次通讯之间的延迟。
用毫秒计算。
该功能帮助减缓系统通讯使PC 得以休整。
4. 日编程Amadeus 5 – User Manual - Doc. 10UE4004 将一天24小时分成多个时间区,这些时间区与系统的预定功能相配合。
最多有4个可通行时间区和5个不能通行时间区。
信息栏名称: 日编程名称描述: 每天24小时时间区 1- 4: 用XX:YY 格式定义4个时间区的界限。
其中X=小时,Y=分钟。
界面底部的标尺用一种看得见的方式标出时间。
绿色 部分表示该时间段可以通行(最大为4个)红色部分代表被禁止的时间段( 最大为5个) 提示和建议控制器认可日编程里的2个或4个时间区可用的最大的编程数量能有许多的日编周编程和节假日编程。
但是控制器类型限制了在某个时间可使用的编程数量。
TPL4控制器默认数量的最大日编程数为99个。
使用默认编程系统有两个默认日编程,“所有时间”和“从不”。
可以重命名,但这两个编程既不能删除也不能修改。
出厂值选择“永远”。
5.周编程周编程由8个日编程组成,即一个星期的7天和一个额外的节假日编程。
参看“时间区”中的基本概述部分。
信息栏名称: 周编程名称描述:每周7天24小时(含节假日)日编程: 一星期7天(星期日~星期六)和一个节假日(节日);从列表里选出适当的编程或用[…]钮为一天创建一个新的日编程。
可使用的最大编程数量能有许多的日编周编程和节假日编程。
但是控制器类型限制了可使用的编程数量。
TPL4控制器默认的最大周编程数为32个。
使用默认编程系统有两个默认周编程:“所有时间”和“从不”。
可以重命名,但这两个编程既不能删除也不能修改。
出厂值选择“永远”。
6. Holiday节假日在本界面定义作为节假日的日期。
在节假日里,拒绝所有人的通行。
不过可以承认在“参数-持卡人”界面里设定的个别授权。
TPL4控制器认可最大节假日20个。
参看“时间区”中的基本概述部分。
信息栏描述: 对新数据登记项进行说明日期:系统默认列出当前日期。
在日历里,用红色圆圈标注。
点击当前日期右边的箭头翻阅日历。
点击“今天”,界面里显示当前月份的日历。
也可以直接输入日期。
选择一个给定的月份点击显示的月份名称,产生月的列表点击双箭头的一端往后挑选月份(下一个月)按住双箭头键的一端滚动挑选月份(下一个月)选择想要的年份点击显示的年份名称产生年的列表点击双箭头键的一端往后挑选年份(下一年)按住双箭头键的一端滚动挑选年份(下一年)每年:为以后几年选择重复节假日定义。
例如,圣诞节总是在12月25日。
Amadeus 5 – User Manual - Doc. 10UE400 5提示和建议可以使用的编程数量能有许多的日编周编程和节假日编程。
但是控制器类型限制了可使用的编程数量。
TPL4控制器默认的最大节假日编程为20个。
红色为节假日日历里的红色为节假日。
7.通行级别该功能决定“谁,何时能进入何地”。
配给员工的通行级别决定可以通行的门、与此门有关的周编程和门的危机等级。
使用该功能为级别里的每个人选择授权的门结合相应的周编程给每个级别配危机等级在“参数-所有持卡人-常规”界面里为每个员工配一个通行级别。
系统不限制通行级别的数量。
创建新数据时,信息栏名称: 选中的门打V,后面是进门的时间段(周编程),危机等级不用变。
观看: 显示该表V: 通行被认可的读卡器X: 通行被拒绝的读卡器X & V: 所有读卡器--: 无读卡器表的第一栏V 或 X选V显示包含通行级别里的读卡器选X显示从通行级别里排除读卡器6Amadeus 5 – User Manual - Doc. 10UE4008. 部门部门是一个职能概念,既将位置分列在各个工作区域。
该功能有很强的信息性。
部门的选择可以作为显示和打印报告的选择准据。
例如行政部门,技术部等等9. 卡该界面定义卡的使用和使用它们的员工。
信息栏号码:选用十进制卡号,系统用数字“0” 到“9”组成一个8个字符的数列。
若编码长度不足8个字符,在号码前加0补齐8位。
从卡上取得卡号:按该钮通过读卡取得卡号类型:从下面列表里选择卡的技术磁卡条码韦根智能卡 1智能2智能卡 3接触式射频在“参数-控制器-读卡器-常规”界面里的“技术”选项定义卡技术。
卡的信息会只会下载到兼容该技术的读卡器里。
持有者:将卡派给一个人;当选择分派的卡号时,持卡人的名字会出现在该信息栏里。
如果卡号未分派,该信息栏是空的。
点击[…]钮进入员工界面,从列表里,选择即将使用新卡的员工。
9.1. 卡组通过该菜单可以用一个单一命令创建一个卡组。
Amadeus 5 – User Manual - Doc. 10UE400 7Amadeus 5 – User Manual - Doc. 10UE4008 在“参数-卡”菜单或“选项-创建卡组”菜单里设置 信息栏首张卡号: 键入第一张卡的8-字符卡号。
张数:键入要定义的卡的数量。
该列表里有选择资料,最大卡的数量由控制器类型决定。
10. 持卡人10.1. 持卡人 – 基本概念那些需要对该地点的通行进行授权的持卡人,员工,来宾或保安,预先都应在数据库里备案。
在“参数—来宾”或“模块”“保安”菜单里只能获取或修改有关来宾或保安的资料。
“参数--持卡人”界面定义所有用户,员工和来宾。
设置非常相似。
分成4个设定部分常规资料个人资料10.2. 持卡人 –常规此界面记录了持卡人的一般资料常规持卡人的姓名号码: 输入识别号码类型:在“员工”“来宾”或“保安”里选择。
“来宾”或“保安”界面里没有类型选项。
公司:公司名称:来宾或保安工作的公司显示照片:点击文件图标挑选看到有员工照片(jpeg or bmp格式)的文件名。
区域部门:从表里选出员工所在的部门或点击[…]钮创建新部门。
办公室电话:办公室电话,手机号等等卡. 一个员工不能有几张同技术的卡,可以是:创建的新卡:创建新卡并将其分派给员工分派: 分派现有的卡编辑: 显示现有卡的细节移动: 移走卡通行通行级别: 从表里选择通行级别或点击[…] 钮针对个人的周编程:从表里选择针对个人的周编程或点击[…] 钮创建新编程;若它的数值与通行级别一相配,只能使用该编程。
PIN 号码: 在读卡器键盘上输入的持卡人的个人识别密码;所有已使用的读取技术都可用该密码。
针对个人的危机等级: 在0和7之选择个人的危机等级。
确认从日期: 创建持卡人数据的日期;是系统自动提供的,不能修改。
给定日期:该功能限定卡的有效性,点击白框启动该选项。
当卡的有效期将满时,给定日期和小时。
也可直接键入数据或用方向箭头选择日期。
在特定日期过后,卡自动失效。
确认: 该功能对卡的使用进行确认,一个未确认的卡虽然记录在数据库里,但禁止使用。
作为默认值的设置:将被选的持卡人作为参考,他的参数会被当作默认值自动复制给新建的持卡人。
从而避免了为创建的所有员工、来宾和保安逐一定义参数的麻烦。
10.3.持卡人–个性化此界面记录了持卡人的个人资料Amadeus 5 – User Manual - Doc. 10UE400 9信息栏地址: 输入持卡人的地址,包括街道,城区,城市,邮编,电话和传真。
描述: 对新数据登记项进行说明汽车牌号:输入员工的汽车牌号;在停车场区域模式里需要这个数据。
ID: 给员工一个识别号,例如社保号,员工号等等。
特权: 给持卡人一些被认可或被限制的特权没有APB,没有定时的防跟随在节假日不能通行默认选择是当资料下载时重置APB级别10.4. 持卡人–定位一旦出现紧急情况,员工定位能够核对在场员工人数,也可将特定区域的人员疏散。
持卡人当时的信息是由其最后通过的读卡器提供的。
信息栏系统能自动更新读卡器最后刷卡的那张卡的数据最后刷卡的日期最后通过的读卡器通过之前和之后的防跟随等级重置钮:点击此钮为该持卡人重置全局APB级别重置所有钮: 点击此钮为所有持卡人重置全局APB级别10.5. 持卡人–自定义在使用现在界面之前,在“参数—自定义标签”界面里定义4个赋于个性的信息栏的标签11. 来宾系统从员工里区别临时的来宾。
“参数—来宾”界面仅能查阅和修改有关来宾的资料。
创建临时卡给来宾不需要进入主要的员工数据库,可由大厦入口的前台人员或保安去操作。
10Amadeus 5 – User Manual - Doc. 10UE400注意:该界面除了已设为来宾,不在界面显示的“类型”信息栏外,其他同“参数—所有持卡人”的界面相同。
12. 控制器:控制器是一个有着巨大存储容量,可以存储如用户、时间区,联动等监控参数的控制板。
它监控下面一些元件:读卡器, 及与其对应的门报警输入点继电器输出有关控制器的信息由5部分组成常规部分读卡器部分输入点部分输出部分本地联动部分12.1.控制器–常规在“参数–控制器–常规”菜单里定义控制器参数信息栏名称:下面为默认名称:控制器1,控制器2,等等用与控制器的图形位置相关或与监控的部门相关的名称修改默认名称。
如果控制器同时监控许多的读卡器,名称的选择必须有一致性。