砂型铸造生产工艺参数选择
- 格式:ppt
- 大小:12.19 MB
- 文档页数:79

用型砂紧实成型进行铸造的方法,称为砂型铸造。
砂型铸造生产的铸件占铸件总产量的80%以上,而在砂型铸造中,重要而大量的工作是制造铸型。
与其它金属加工方法相比,铸造具有如下优点:(1)原材料来源广。
(2)生产成本低。
(3)铸件形状与零件接近,尺寸不受限制。
但铸造生产目前还存在着若干问题,如铸件内部组织粗大,常有缩松、气孔等铸造缺陷,导致铸件力学性能不如锻件高。
铸造工序多,而且一些工艺过程还难以精确控制,使得铸件质量不够稳定,废品率高。
砂型铸造所用的型(芯)砂由原砂和粘结剂组成,必要时,还加入各种附加物。
原砂是耐高温材料。
常用的是含SiO2较多的硅砂。
常用的粘结剂有粘土、水玻璃等。
型砂和芯砂应具有以下性能:(1)透气性(2)强度(3)耐火度(4)可塑性(5)退让性上述性能要求是最基本的,有时又是互相矛盾的,因此,要求型砂具有良好的综合性能。
生产中常采用砂子、粘土(常用膨润土)和水等经混制而成的粘土砂。
为满足透气性、型砂中还可加入锯末、煤粉等。
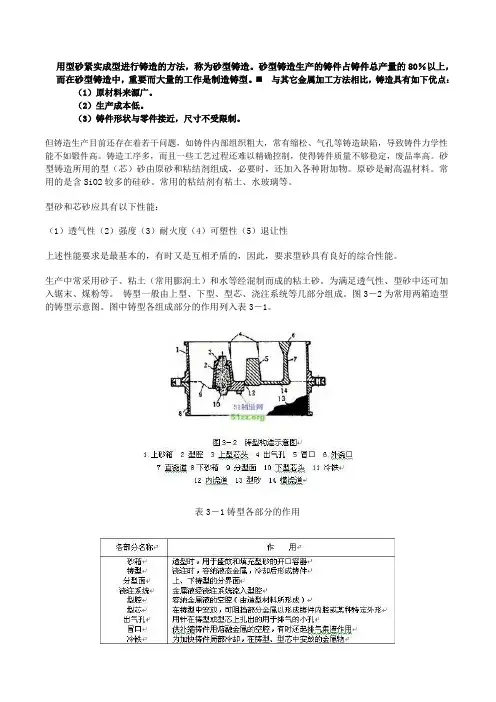
铸型一般由上型、下型、型芯、浇注系统等几部分组成。
图3-2为常用两箱造型的铸型示意图。
图中铸型各组成部分的作用列入表3-1。
表3-1铸型各部分的作用型芯的作用及形成3、型芯是砂型中的重要组成部分,在制造中空铸件或有妨碍起模的凸台铸件时,往往要使用型芯。
常用的型芯有:(1)水平型芯,(2)垂直型芯,(3)悬臂型芯,(4)悬吊型芯,(5)引伸型芯(有利于取模),(6)外型芯(可使三箱造型变为两箱造型)等。
图3-3是上述几种型芯的示意图。
造型方法按砂型紧实方式分为手工造型和机器造型两大类。
手工造型手工造型是全部用手工或手动工具紧实型砂、制成砂型的造型方法。
其优点是操作方便,灵活性强,特别适合于单件小批生产。
用机器全部完成或至少完成紧砂操作的造型方法称为机器造型。
按紧砂和起模方式不同,有多种不同类型的机器造型方法及相应的造型机。
手工造型工序流程。
根据铸件结构、生产批量和生产条件,可选用不同的手工造型方法。

铸造课堂:树脂砂铸造工艺守则,树脂砂造型工艺守则1.型砂的配比和性能:1) 连续式混砂机砂子配比:旧砂100%+固化剂0.55-0.65%+树脂1.1-1.2%;2) 碾轮混砂机砂子配比:新砂100%+固化剂0.55-0.65%+树脂1.2-1.3%;3) 连续式混砂机砂子性能:型砂强度为6-8㎏·f强度为宜;4) 碾轮混砂机砂子性能:型砂强度为7-12㎏·f强度为宜;5) 其他要求:新砂的含水量要≦0.25%;型砂的含泥量要≦1%;冬季砂温≦20℃;夏季砂温≦40℃;树脂和固化剂的加入量要每2-3天校核一次。
2.准备工作:1) 操作者首先模样和芯盒的工作表面是否平整光滑、是否有埙坏、活块、厂标和炉次号码是否有缺少、定位销是否缺少、牢固、浇冒口、冷铁是否齐全等情况,并把造型的刮板、气眼针等工具准备好,如果不符合要求要修整合格后再进行生产。
炉次号码每炉次更换一次。
2) 在进行造型工作前操作者要进行对模样和芯盒喷涂脱模以用气源喷涂或用毛刷刷涂,脱模剂要涂均匀,不得有严重的脱模剂积存,等脱模剂就基本干燥后可以进行造型操作。
3) 操作者或维修工对连续式混砂机进行检查,主要检查砂仓是否有砂子、树脂和固化剂是否充足、设备的电、气与机械部分是否完好,若不符合要求,要修整合格后再进行生产。
3.造型操作:1) 放箱:操作者把砂箱吊放到模具型板上,要注意砂箱的圆、方衬套的方向是否正确、砂箱衬套是否齐全,安排人员进行检查,杜绝圆、方衬套的方向错误和无砂箱衬套进行生产。
并检查砂箱的箱口是否平整,不得有跑火铁水在箱口上,如果有要用砂轮机修磨平整后再使用,砂箱要放置到位,与型板平面结合。
2) 准备:操作者把浇冒口、冷铁、芯铁、活块等安放到模样和芯盒的正确位置。
把浇冒口棒上的粘砂去除,并检查浇冒口棒的定位部分是否合格。
检查冷铁表面是否有严重锈蚀,若有要对冷铁进行抛丸处理后再进行使用。
3) 灌砂:操作者开动连续式混砂机,开始的型砂要放到地面上,不得放入砂箱和芯盒内(放入会造成该部分砂子不固化),操作时操作者要戴手套操作,因为固化剂对皮肤有较强的腐蚀性。

砂型铸造-湿型铸造1 概述粘土砂型可分为湿型、干砂型和表面烘干砂型。
三者之间的主要差别在于:湿型是造好的砂型不经烘干,直接浇入高温金属液体;干砂型是在合箱和浇注前将整个砂型送入窑中烘干;表面烘干砂型只在浇注前对型腔表层用适当方法烘干一定深度(一般5~10mm,大件20mm以上)。
目前,湿型砂是使用最广泛的、最方便的造型方法,大约占所有砂型使用量的60~70%,但是这种方法还不适合很大或很厚实的铸件。
表面烘干型与干型比,可节省烘炉,节约燃料和电力,缩短生产周期,所以曾在中型和较大型铸铁件的生产中推广过。
通常采用较粗砂粒(使有高的透气性),加入较多粘土和水分,有时还在型砂中加1~2%的木屑(提高抗夹砂结疤能力),其型腔表面必须涂敷涂料。
干型主要用于重型铸铁件和某些铸钢件,为了防止烘干时铸型开裂,一般在加入膨润土的同时还加入普通粘土。
干型主要靠涂料保证铸件表面质量。
其型砂和砂型的质量比较容易控制,但是砂型生产周期长,需要专门的烘干设备,铸件尺寸精度较差,因此,近些年的干型,包括表面烘干的粘土政型已大部分被化学粘结的自硬砂型所取代。
2 湿型铸造2.1湿型铸造特点湿型铸造法的基本特点是砂型(芯)无需烘干,不存在硬化过程。
其主要优点是生产灵活性大,生产率高,生产周期短,便于组织流水生产,易于实现生产过程的机械化和自动化;材料成本低;节省了烘干设备、燃料、电力及车间生产面积;延长了砂箱使用寿命等。
但是,采用湿型铸造,也容易使铸件产生一些铸造缺陷,如:夹砂、结疤、鼠尾、粘沙、气孔、砂眼、胀砂等。
随着铸造科学技术的发展,对金属与铸型相互作用原理的理解更加深刻;对型砂质量的控制更为有效;加上现代化砂处理设备使型砂质量得到了一定保证;先进的造型机械使型砂紧实均匀,起模平稳,铸型的质量较高,促进了湿型铸造方法应用范围的扩大。
例如汽车、拖拉机、柴油机等工业中,质量在300~500kg以下的薄壁铸铁件,现都已成功地采用湿型铸造。
