超级双相不锈钢焊接指南
- 格式:pdf
- 大小:166.52 KB
- 文档页数:8

焊接技术第43卷第3期2014年3月2507超级双相不锈钢的组织、性能及其焊接工艺程巨强,李杰,弥国华,刘志学(西安工业大学材料与化工学院,陕西西安710021)摘要:介绍了2507超级双相不锈钢的组织、性能特点及其焊接工艺。
指出2507超级不锈钢焊接方法适应性较广,气体保护焊焊接效果较好,焊接热输入和冷却速率影响焊缝组织中铁素体和奥氏体相比例,焊接时,为保证焊缝组织中具有合适的相比例和良好的力学性能及其腐蚀性能,应该控制焊接热输入2~20k J /cm 之间,多道焊时道间温度控制在100℃以下,实际生产中通过调整焊接热输入及控制道间温度,可以得到合适的焊接接头组织及较好的性能。
关键词:2507双相不锈钢;组织与性能;焊接工艺中图分类号:TG457.11文献标志码:B文章编号:1002-025X (2014)03-0024-05收稿日期:2013-03-100引言双相不锈钢已成为一种重要的工程材料,广泛应用于石油化工、海上及海岸设施、油田设备、造纸、造船、环境保护等领域[1-2]。
2507双相不锈钢是在第二代双相不锈钢2205基础上发展起来的,目前有SAF2507,UR52N +,Zeron100,S32750,00Cr -25Ni7Mo4N 等牌号,2507组织由奥氏体和铁素体两相组织构成,兼有奥氏体不锈钢与铁素体不锈钢的双重特征,具有比奥氏体不锈钢更低的热膨胀系数和更高的热导率,它的孔蚀系数(PREN )大于40,具有很高的耐孔蚀、耐间隙腐蚀、耐氯化物应力腐蚀开裂性能,同时具有高强度、高抗疲劳强度、低温高韧性等,是一种应用广泛的双相不锈钢。
近年来,随着双相不锈钢应用领域不断扩大,对焊接技术的需求增加,加速了焊接技术的发展。
因此,总结和探讨国内外对2507不锈钢焊接性的研究成果,对于2507双相不锈钢的应用具有重要的工程实用意义。
本文综述了2507双相不锈钢的组织和焊接工艺特点,为该不锈钢组织分析和焊接工艺提供参考。
双相不锈钢2205及焊接技术双相不锈钢2205双相不锈钢2205由瑞典AvestaPolarit公司生产,商业牌号是2205CodePlusTow,已纳入ASTM和ASME的A240和A480中,UNS编号为S32205,属于第二代双相不锈钢。
2205CodePlusTow与UNS编号为S31803的同种双相不锈钢2205有所不同,它提高了氮含量的下限,并通过有害金属相析出测试。
2205CodePlusTow具有更高的强度、耐蚀性和焊后冶金稳定性,焊接接头易于获得平衡的两相组织,高氮含量更有效抑制有害金属相的析出,这对焊接是非常有利的。
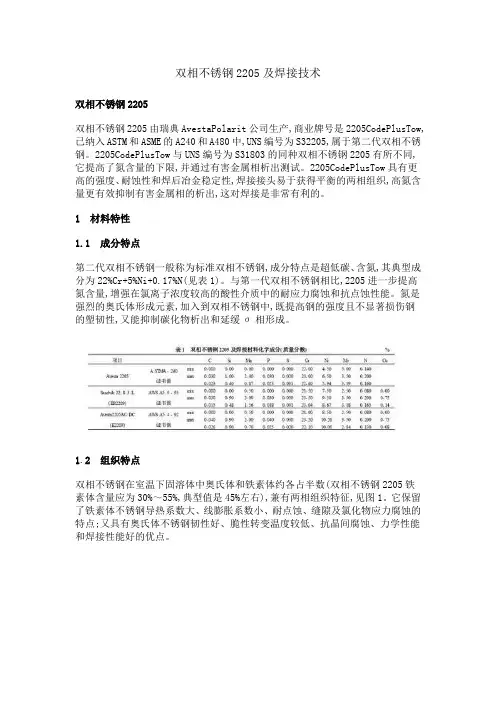
1 材料特性1.1 成分特点第二代双相不锈钢一般称为标准双相不锈钢,成分特点是超低碳、含氮,其典型成分为22%Cr+5%Ni+0.17%N(见表1)。
与第一代双相不锈钢相比,2205进一步提高氮含量,增强在氯离子浓度较高的酸性介质中的耐应力腐蚀和抗点蚀性能。
氮是强烈的奥氏体形成元素,加入到双相不锈钢中,既提高钢的强度且不显著损伤钢的塑韧性,又能抑制碳化物析出和延缓σ相形成。
1.2 组织特点双相不锈钢在室温下固溶体中奥氏体和铁素体约各占半数(双相不锈钢2205铁素体含量应为30%~55%,典型值是45%左右),兼有两相组织特征,见图1。
它保留了铁素体不锈钢导热系数大、线膨胀系数小、耐点蚀、缝隙及氯化物应力腐蚀的特点;又具有奥氏体不锈钢韧性好、脆性转变温度较低、抗晶间腐蚀、力学性能和焊接性能好的优点。
图1 2205DSS 板材典型显微组织1.3 性能特点在性能上的突出表现是屈服强度高和耐应力腐蚀。
双相不锈钢比奥氏体不锈钢的屈服强度高近1倍,同样的压力等级条件下,可以节约材料。
比奥氏体不锈钢的线性热膨胀系数低,与低碳钢接近。
使得双相不锈钢与碳钢的连接较为合适,这有很大的工程意义。
锻压及冷冲成型性不如奥氏体不锈钢。
双相不锈钢2205的机械性能见表2。
2 焊接性双相不锈钢2205具有良好的焊接性,焊接冷裂纹和热裂纹的敏感性都较小。

双相不锈钢焊接工艺规范1范围本标准规定了双相不锈钢的焊前准备、人员、工艺要求、工艺过程和检验。
本标准适用于一般强度结构钢和高强度结构钢所组成的各类船体结构及工业性产品中的对接接头及角接接头。
对所有焊接位置、板厚均不受限制。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
Q/RSHI.3.001.ZS.06船舶建造质量标准Q/RS3165-2012船体结构坡口形式选用规定Q/RS3112-2012船体结构焊缝修补工艺规范3一般要求3.1人员必须经过专门培训和考试合格,经有关船级社认可,持有合格证书方可上岗。
3.2材料双相不锈钢材材料如下表:相对应的焊接材料如下表:焊材种类22%Cr双相钢焊材25%Cr超级双相钢焊材焊材种类牌号AWS标准号牌号AWS标准号SMAW焊条22.9.3.LRA5.4E2209-1625.10.4.LRA5.4E2553-16 22.9.3.LBA5.4E2209-1525.10.4.LBA5.4E2553-15TIG MIG 焊丝SAW 22.8.3.LA5.9ER220925.10.4.LA5.9ER2553FCAW焊丝22.9.3.LTA5.22E2209T1-4E2209T0-4————适用被焊材料SAF2205SAF2304UNSS31803UNS S32205UR35N UR45N等SAF2507UNS S32750UNSS32760UNS S32550UR47NUR52N等注:①SMAW——焊条电弧焊TIG——钨极氩弧焊MIG——熔化极氩弧焊SAW——埋弧焊FCAW——药芯焊丝电弧焊②焊材牌号后面的符号:LR——钛型酸性焊条LB——碱性焊条L——焊丝LT——药芯焊丝③各种焊材牌号均为瑞典山特维克公司焊材牌号3.3环境室外作业时,当周围的风速大于2米/秒时应采取防风措施(如:加挡风板)。

2205双相不锈钢的焊接工艺规程双相不锈钢的焊接工艺规程随着工业技术的不断发展,奥氏体不锈钢已经不能满足应力腐蚀、点腐蚀和缝隙隧洞式腐蚀的要求。
为此,冶金工作者研制出了双相不锈钢,它将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,成为一种可焊接的结构材料。
双相不锈钢的固溶组织中铁素体相和奥氏体相各约占50%,一般量少相的含量也需要达到30%。
在含C较低的情况下,Cr含量在18%-28%,Ni含量在3%-10%。
有些钢还含有Mo、Cu、Nb、Ti,N等合金元素。
该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。
与奥氏体不锈钢相比,强度高且耐晶间副食和耐氯化物应力腐蚀有明显提高。
双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。
双相不锈钢的应用范围不断扩大,除了在石油化工领域中用于、管道和零部件等,还在一般民用工程和能源交通方面得到广泛应用,如桥梁、飞机、船舶、汽车以及沿海城市和化工区的装饰建筑等。
双相不锈钢的发展经历了三代历程,我国的应用也在逐步增加。
在正确控制化学成分和热处理工艺的基础上,双相不锈钢的焊接工艺规程也得到了不断完善。
1.1.1 石油和天然气工业石油和天然气工业是国外应用双相不锈钢的主要领域之一,目前已铺设了1000公里的油气输送管线。
国内只有南海油田少量使用,且全部进口。
另外,西气东输工程在考虑使用双相不锈钢焊管作为集气管线,国内已有条件生产和制造。
炼油工业是最早使用国产双相不锈钢的部门之一。
在南京、镇海、天津、济南等炼化公司中,多集中使用双相不锈钢于常减压蒸馏塔的塔顶衬里(或复合板)、塔内构件、空冷器和水冷器等,最长的使用时间已达20年。
___是我国最大的炼油基地,加工能力为1600万吨,已进入世界百强,冷凝冷却系统中多套设备使用双相不锈钢。