刀具管理系统
- 格式:ppt
- 大小:2.13 MB
- 文档页数:15
54 ・现代管理・ 纺织机械21107年第i期
数控刀具管理系统的建设与发展
黄贯生张永强王笑
(郑州纺织机械股份有限公司450053)
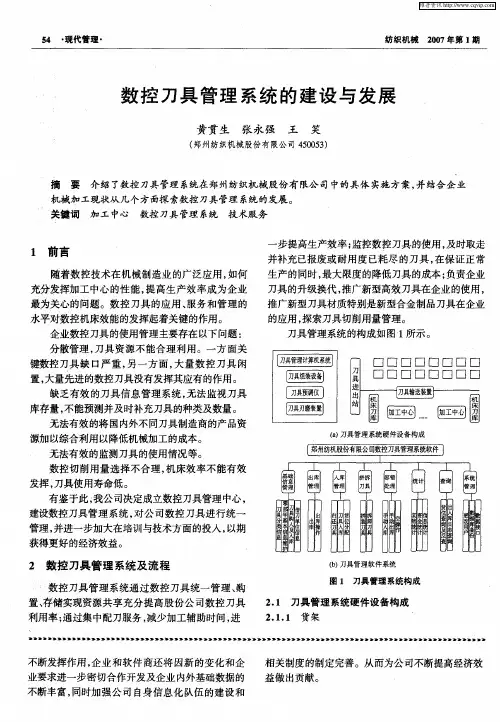
摘要介绍了数控刀具管理系统在郑州纺织机械股份有限公司中的具体实施方案,并结合企业 机械加工现状从几个方面探索数控刀具管理系统的发展。
关键词加工中心数控刀具管理系统技术服务
1前言
随着数控技术在机械制造业的广泛应用,如何
充分发挥加工中心的性能,提高生产效率成为企业
最为关心的问题。数控刀具的应用、服务和管理的 水平对数控机床效能的发挥起着关键的作用。
企业数控刀具的使用管理主要存在以下问题:
分散管理,刀具资源不能合理利用。一方面关
键数控刀具缺口严重,另一方面,大量数控刀具闲
置,大量先进的数控刀具没有发挥其应有的作用。
缺乏有效的刀具信息管理系统,无法监视刀具
库存量,不能预测并及时补充刀具的种类及数量。 无法有效的将国内外不同刀具制造商的产品资
源加以综合利用以降低机械加工的成本。 无法有效的监测刀具的使用情况等。
数控切削用量选择不合理,机床效率不能有效
发挥,刀具使用寿命低。
有鉴于此;我公司决定成立数控刀具管理中心,
建设数控刀具管理系统,对公司数控刀具进行统一 管理,并进一步加大在培训与技术方面的投人,以期
获得更好的经济效益。
2数控刀具管理系统及流程
数控刀具管理系统通过数控刀具统一管理、购
置、存储实现资源共享充分提高股份公司数控刀具
利用率;通过集中配刀服务,减少加工辅助时间,进
不断发挥作用,企业和软件商还将因新的变化和企
业要求进一步密切合作开发及企业内外基础数据的
不断丰富,同时加强公司自身信息化队伍的建设和 一步提高生产效率;监控数控刀具的使用,及时取走 并补充已报废或耐用度已耗尽的刀具,在保证正常
生产的同时,最大限度的降低刀具的成本;负责企业
刀具的升级换代,推广新型高效刀具在企业的使用,
推广新型刀具材质特别是新型合金制品刀具在企业 的应用,探索刀具切削用量管理。

。??0■一l|,。0。jll,?。_‘蠢,-_i。
,,l_^ji,00∥、。。。。鬻=。k∥0。五,瓤t-■“囊
一一机械加工中刀具管理系统
刘志强(长城汽车模具中心)
随着加工系统的高速化、无人化及智能化发展,为了提高
加工产品的品质,刀具管理的必要性尤为重要。因此,各企业
为了提高生产效率,减少成本,都竞相引入刀具管理系统或建
立刀具数据库。1刀具管理系统机械加工中刀具管理系统是对NC设备所需的刀具(铣刀和板料等1的基本信息、在库及购买的管理。其主要职能有:i)刀具管理:一般NC用刀具的入库、检收、补充及报废
管理:2)S(自动化)刀具管理:对FMs设备所需的刀柄和主轴管理;3)库房/购买管理:刀具的异体、预算、购买、订货及来
历等的管理。2刀具室刀具室的建立,不单单是作为一个库房来存在,它要完成
的任务在制作过程中应该起到很大的作用,工作做的如何直接
影响到产品质量,生产周期以及加工成本。一般简单的运作流程,如图1所示。
m蕊】匝》I—圜■◆
图1刀具配送方案
刀具室要记录各个设备的月消耗,通过对比分析来确定刀
具使用情况,以便于更好的做出成本分析。刀具室除了基础的刀具配送外,还应承担其他的任务。1)一般信息刀具编号、材质、规格、刀具长度、直径
及形状等。刀具室应该对刀具进行统一编号,以便于日后管理,并将刀具相关信息录入电脑记录,例如:F12—1(编号为“l”
的直径中12mlTl平刀);B10—2(编号为“2”的直径①10mm球刀)。当然可根据适合自己习惯的方法进行编号,录入刀具的
一些基本参数,以方便库管员根据加工程序单所示的的参数找到相应的刀具。2)加工信息—刀具寿命、刀具磨损量及切削条件。库管
员根据现场反馈情况和日常统计明确刀具的使用寿命,以此来
确定刀具的更换周期,及时地更新刀具磨损量,根据实际加工情况合理的配备合适的刀具,切勿大材小用。3)库房分析—刀具选取、品质水准、刀具修理及研磨、特殊刀具制作、供应商考核、月消耗及设备考核。刀具管理可以说是~个很复杂的工作,不单单是把刀具送到现场,进行账目统计,以及刀具维修这么简单。在此过程中

关于智能数控刀具管理系统的分析
摘要:数控加工过程中,对刀具管理自动化的要求越来越高,但目前国内关于刀具管理系统自动化的研究相对较少。基于此,本文针对智能数控刀具管理系统进行了分析。
关键词:智能;数控;刀具;管理系统
数控刀具是机械加工的根本,刀具管理水平的好坏直接影响着加工效率及质量。本文以机械加工车间(以下简称某机加车间)智能化数控刀具库建设为例研究分析智能化在数控刀具中的管理作用和重要意义。该研究对智能工厂建设中的智能仓储和智能物流研究有一定的借鉴作用。
1数控刀具管理现状分析
随着某机加车间数控刀具数量和品种的不断加大,传统的刀具管理模式已经远远不能满足刀具发展的需求。
1.1传统管理模式已无法满足刀具的日常管理需求
该机加车间现有数控刀具1300把,刀具管理人员仅有2人,刀具存放空间狭小,刀具经常出现现场互相堆积。手工纸质管理无法满足快速查找、快速定位和实时状态信息反馈的需求。
1.2刀具资产大、积压浪费严重
该机加车间大部分刀具为进口刀具,资产累积近千万元,由于传统管理手段问题,大部分刀具无法实现信息共享,刀具互换性得不到满足,部分刀具重复订购,一些通用刀具成为了专用刀具,造成了大量重复投入。
1.3信息沟通困难,数据真实性难以保证,技术决策困难
该机加车间刀具台账手工管理,信息无法共享。数据掌握在少数几个人手中,人为因素影响数据的真实性。技术人员在进行技术分析和刀具采购决策时无法得到真实数据,严重影响决策的准确性。
2智能数控刀具管理系统的建立及构成
借鉴先进的自动化仓库技术、网络信息化技术、传感技术、条形扫码技术、无线网络技术,从刀具需求、采购、存储、维护、使用、报废等各环节进行控制和管理,与工厂资源数据库进行集成,建立自动化、实时性、量化的刀具智能管理平台,提高刀具利用效率,降低生产成本。

外包模式,可取得的优势如下:
1.成本降低
人员成本降低:生产厂透过整体外包,对于刀具管理相关人员的招募、培训等全交由刀
具管理公司提供,减少了对人员的投资;刀具成本降低:透过刀具总包商的刀具优化方案与
具体刀具试验,完成逐年降本的目标;库存成本降低:刀具总包商所承包的五级管理中,即
包括刀具采购与刀具库存管理, 客户仅需依照双方议定的CPU ( 单件成本计价 ) 及每月
实际生产工件的数量, 来计算应支付给刀具总包商的费用 , 因此, 客户免除了库存资金的积压。
2. 以单件成本的方式支付
依刀具五级管理,所有前期投资设备、刀具购买、软件使用费, 均得由刀具总包商支付,
客户仅需在后期实际生产后, 依CPU( 单件成本计价 )方式, 依每月实际生产工作数量来
支付。 相对而言, 客户节省了在前期投资、设备购买、 营运管理等金钱与精力,换言之, 客户得到了更有利的营运资金运作。
3. 更少的供应商
以往客户需与各个不同刀具供应商交易。但经刀具管理5级承包后,其刀具供应商的对
口就只有刀具管理承包商,由刀具管理承包商与刀具供应商打交道。如此客户的对口即简单化了。
4. 刀具管理与生产队伍的整合
刀具管理公司一般皆具有完整的管理团队,当接到新的客户时很容易的就将已有经验的
队伍立即进入,为客户做完善的服务。客户可减少很多培养人员队伍的时间,而直接积极的投入生产。
5. 技术的进步更新
刀具管理公司对于世界各个新的产品与新的加工技术一旦由供应商处接受到信息后即
提供给适合此项技术的各个客户,并做刀具优化的准备。例如:TCM China 会定期的派人培训并参加各个展会。同时在奥地利的总部也会将各地所得到的新技术信息定期的与TCM China 交流,以随时提供给客户做最佳的服务。
6. 稳定的生产过程
TCM China 有支强大的技术队伍,可为任一新客户随时服务,且经有计划的人员培训后,稳定与精准的技术服务可让客户放心的生产,让生产出错率几乎为零。