拉丝学讲解,拉伸变形参数
- 格式:xls
- 大小:29.00 KB
- 文档页数:4
一、线材拉伸的基本原理1.线材的拉伸线材的拉伸是指线坯在一定的拉力作用下,通过模孔发生塑性变形,使截面减小、长度增加的一种压力加工方法。
2.拉伸的特点(1)拉伸的线材有较精确的尺寸,表面光洁,断面形状可以多样。
(2)能拉伸大长度和各种直径的线材。
(3)以冷加工为主,拉伸工艺、模具、设备简单,生产效率高。
(4)拉伸能耗较大,变形受一定的限制。
3.拉伸的原理拉伸属于压力加工范围,拉伸过程中除了产生极少的粉屑外,体积变化甚微,因此拉伸前、后金属的体积基本相等。
4.影响拉伸的因素(1)铜、铝杆(线)材料。
在其他条件相同时,拉铜线比拉铝线的拉伸力大,拉铝线容易断,所以拉铝线时应取较大的安全系数。
(2)材料的抗拉强度。
材料的抗拉强度因素很多,如材料的化学成分,压延工艺等,抗拉强度高则拉伸力大。
(3)变形程度。
变形程度越大,在模孔变形段长度越长,因而增加了模孔对线的正压力,摩擦力也随之增加,拉伸力也增加。
(4)线材与模孔间的摩擦系数。
摩擦系数越大,拉伸力越大。
摩擦系数由线材和模具材料光洁度、润滑液的成分和数量决定。
(5)线模模孔工作区和定径区的尺寸和形状。
定径区越大,拉伸力也越大。
(6)线模的位置。
线模安放不正或模座歪斜也会增加拉伸力。
也是线径及表面质量不达标。
(7)外来因素。
线材不直,拉线过程中线的抖动,放线阻力,都会增加拉伸力。
二、拉丝设备1.拉丝机的分类按模具数量分:单模拉丝机和多模拉丝机。
按工作特性分:滑动式拉丝机和非滑动式拉丝机。
按鼓轮形状分:塔形鼓轮拉丝机、锥形鼓轮拉丝机及圆柱形鼓轮拉丝机。
按润滑型式分:喷射式拉丝机和浸入式拉丝机。
按拉制线径分:巨、大、中、小、细、微拉丝机。
2.多模拉丝机的特点多模拉丝机是线材通过几个规格逐渐减小尺寸的模子和其后的拉线鼓轮,而实现拉伸的拉丝机。
(1)滑动式连续拉丝机滑动式连续拉丝机是拉丝鼓轮圆周速度大于线材拉伸速度,并以次而产生摩擦力。
它的优点是总的延伸系数高,加工率大,拉伸速度高,产量大,易于实现自动化、机械化。
铝拉丝工艺铝拉丝工艺是一种常用的金属加工方法,可以将铝材料加工成各种形状和尺寸的拉丝产品。
本文将从铝拉丝的基本原理、工艺流程以及应用领域等方面对铝拉丝工艺进行介绍。
铝拉丝的基本原理是通过拉伸和挤压的方式将铝材料变形成所需的形状。
首先,选取适当的铝合金材料,根据产品要求确定合适的拉伸比例和挤压参数。
然后,将铝材料加热至一定温度,使其变得柔软易塑性。
接下来,将加热后的铝材料送入拉丝机,通过拉伸和挤压的作用,逐渐使铝材料变细长,并形成所需的拉丝产品。
最后,将拉丝产品进行冷却处理,使其保持所需的形状和尺寸。
铝拉丝工艺的具体流程分为材料准备、加热处理、拉丝和冷却处理四个步骤。
首先,需要准备好所需的铝合金材料,并进行表面清洁处理,以确保拉丝产品的质量。
然后,将铝材料加热至适当的温度,一般在铝的熔点以下,以使其变得柔软易塑性。
加热过程中需要控制好温度和时间,以避免过热或过短的加热时间对材料性能造成不良影响。
接下来,将加热后的铝材料送入拉丝机,通过拉伸和挤压的作用,逐渐使其变细长,并形成所需的拉丝产品。
在拉丝过程中,需要控制好拉伸比例和挤压参数,以确保拉丝产品的质量和尺寸精度。
最后,将拉丝产品进行冷却处理,使其保持所需的形状和尺寸,并进行表面处理,以增加其耐腐蚀性和美观性。
铝拉丝工艺具有广泛的应用领域,主要包括建筑、交通、电子、航空航天等行业。
在建筑领域,铝拉丝产品常用于制作门窗框架、幕墙材料等。
在交通领域,铝拉丝产品常用于汽车车身、飞机零部件等。
在电子领域,铝拉丝产品常用于电子设备外壳、散热器等。
在航空航天领域,铝拉丝产品常用于航空器结构件、发动机零部件等。
铝拉丝产品具有重量轻、强度高、耐腐蚀性好等优点,被广泛应用于各个领域。
总结起来,铝拉丝工艺是一种常用的金属加工方法,通过拉伸和挤压的方式将铝材料加工成所需的形状和尺寸的拉丝产品。
铝拉丝工艺的基本原理是通过拉伸和挤压的作用,使铝材料变形成所需的形状。
铝拉丝工艺的工艺流程包括材料准备、加热处理、拉丝和冷却处理等步骤。
r角和拉伸系数
拉伸模具的R角和拉伸系数都是重要的设计参数,其计算和设定涉及到具体的产品特性和加工要求。
拉伸系数是拉伸模具设计中用于衡量拉伸程度的参数,公式为m=An/An-1,其中An表示拉伸后的截面积,An-1表示拉伸前的截面积。
在初次拉伸时,拉伸系数应该在左右,后面的n次拉伸的系数在~左右,最后一次拉伸的拉伸系数在左右。
R角的选择也有一个计算公式,即毛坯的相对厚度t÷D0×100。
比如料厚为,D0=100,即1÷100×100=1,公式的值为2~1时,不带法兰的零件的R
角为6~8t。
公式的值为1~时,R角为8~10t,公式的值为~时,R角为
10~15t。
总的来说,拉伸系数和R角的选择需要根据具体的产品特性和加工要求进行计算和设定。
如需了解更多关于拉伸模具设计的知识,建议咨询相关行业专家或查阅相关技术手册。
拉丝作业指导书引言概述:拉丝作业是一种常见的金属加工工艺,通过拉伸金属材料使其形成细长的线状结构。
本文将详细介绍拉丝作业的步骤和技巧,以及注意事项。
一、准备工作1.1 准备合适的材料:选择适合拉丝的金属材料,如钢、铝等。
材料的品质和纯度对拉丝效果有重要影响。
1.2 清洁材料表面:使用溶剂或清洗剂彻底清洁材料表面,确保无油、灰尘等杂质。
这有助于提高拉丝的质量。
1.3 准备拉丝设备:确保拉丝机和其他相关设备的正常运行。
检查设备的刀具、夹具等部件是否完好。
二、拉丝操作2.1 固定材料:将待拉丝的材料固定在拉丝机上,确保稳定性。
使用夹具或其他固定装置将材料牢固地夹住。
2.2 调整拉丝机参数:根据材料的特性和要求,调整拉丝机的参数,如拉伸速度、拉丝力度等。
这些参数的合理设置可以提高拉丝的效果。
2.3 开始拉丝:启动拉丝机,使其开始拉伸材料。
根据需要,可以逐渐增加拉丝力度,但要注意不要超过材料的承受范围。
三、拉丝技巧3.1 控制温度:在拉丝过程中,控制材料的温度非常重要。
过高的温度可能导致材料变形或破裂,而过低的温度则会影响拉丝效果。
根据材料的特性,选择适当的温度范围。
3.2 控制拉伸速度:拉丝速度的快慢也会对拉丝效果产生影响。
过快的拉伸速度可能导致材料表面出现划痕或其他缺陷,而过慢则会延长拉丝时间。
根据材料的特性和要求,选择适当的拉伸速度。
3.3 注意材料的变形:在拉丝过程中,要密切关注材料的变形情况。
如果发现材料出现过度拉伸、扭曲或其他异常情况,应及时停止拉丝操作,检查设备或调整参数。
四、注意事项4.1 安全操作:在进行拉丝作业时,要注意安全操作。
戴上适当的防护手套、护目镜等个人防护装备,避免意外伤害。
4.2 定期保养设备:定期检查和保养拉丝机及相关设备,确保其正常运行。
清洁设备表面,及时更换磨损的刀具或部件。
4.3 严格控制质量:在拉丝作业中,要严格控制产品的质量。
检查拉丝后的材料是否符合要求,如表面光滑度、直径精度等。
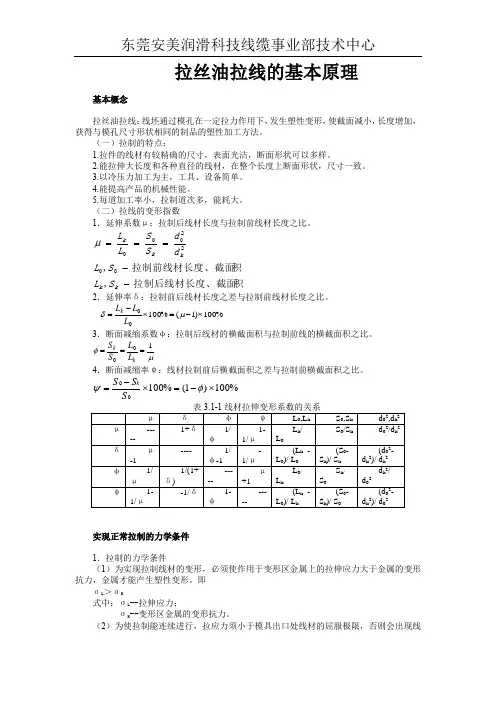
拉丝油拉线的基本原理基本概念拉丝油拉线:线坯通过模孔在一定拉力作用下,发生塑性变形,使截面减小,长度增加,获得与模孔尺寸形状相同的制品的塑性加工方法。
(一)拉制的特点:1.拉件的线材有较精确的尺寸,表面光洁,断面形状可以多样。
2.能拉伸大长度和各种直径的线材,在整个长度上断面形状,尺寸一致。
3.以冷压力加工为主,工具、设备简单。
4.能提高产品的机械性能。
5.每道加工率小,拉制道次多,能耗大。
(二)拉线的变形指数1.延伸系数μ:拉制后线材长度与拉制前线材长度之比。
积拉制后线材长度、截面,积拉制前线材长度、截面,0022000--===k k kk k S L S L d d S S L L μ 2.延伸率δ:拉制前后线材长度之差与拉制前线材长度之比。
%100)1(%1000⨯-=⨯-=μδL L L k 3.断面减缩系数φ:拉制后线材的横截面积与拉制前线的横截面积之比。
μφ100===k k L L S S 4.断面减缩率ψ:线材拉制前后横截面积之差与拉制前横截面积之比。
%100)1(%10000⨯-=⨯-=φψS S S k实现正常拉制的力学条件1.拉制的力学条件(1)为实现拉制线材的变形,必须使作用于变形区金属上的拉伸应力大于金属的变形抗力,金属才能产生塑性变形。
即σL >σK式中:σL --拉伸应力;σK --变形区金属的变形抗力。
(2)为使拉制能连续进行,拉应力须小于模具出口处线材的屈服极限,否则会出现线材拉细或拉断。
即σL <σSK式中:σSK --模具出口处线材的屈服极限。
因此实现正常拉制的力学条件为:作用于变形区金属上的拉伸应力应大于金属的变形抗力,同时小于模具出口处线材的屈服极限。
σK <σL <σSK因为材料的屈服极限很难精确求出,并且金属拉伸硬化后屈服极限与抗拉强度接近,常用金属的抗拉强度σbK 代替屈服极限。
即σK <σL <σbK ⑶安全系数通常把σSK 与σL 的比值称为安全系数:lbkl sk s K ÒÒÒÒ==安全系数取值在1.4~2.0之间,安全系数过大,增加拉制道次和能耗,过小则易断线,影响制品质量和生产效率,安全系数取值与制品线径有关:线径大,安全系数小;线径减小,安全系数增大。
4个冷拉丝计算公式冷拉丝是一种常见的金属加工工艺,通过拉拔金属材料来改变其形状和尺寸。
在工业生产中,冷拉丝广泛应用于制造各种金属制品,如钢丝、钢管、铝线等。
在进行冷拉丝加工时,需要考虑许多因素,包括拉丝速度、拉丝力、材料性质等。
下面将介绍四个常见的冷拉丝计算公式,帮助大家更好地理解和应用这一加工工艺。
1. 拉丝速度计算公式。
拉丝速度是指金属材料在拉拔过程中的运动速度,通常用单位时间内通过的长度来表示。
拉丝速度计算公式如下:V = (π D n) / 60。
其中,V表示拉丝速度,D表示原始材料的直径,n表示拉丝机的转速。
这个公式可以帮助我们计算出在不同的转速下,原始材料的拉丝速度是多少,从而更好地控制加工过程。
2. 拉丝力计算公式。
拉丝力是指在冷拉丝过程中作用在金属材料上的拉力,它是冷拉丝加工中一个非常重要的参数。
拉丝力的大小直接影响到拉丝过程中金属材料的变形和加工质量。
拉丝力计算公式如下:F = k S Y。
其中,F表示拉丝力,k表示材料的流变指数,S表示金属截面积,Y表示应变硬化指数。
通过这个公式,我们可以根据材料的性质和加工要求来计算出所需的拉丝力,从而选择合适的设备和工艺参数。
3. 拉丝功率计算公式。
拉丝功率是指在冷拉丝过程中消耗的功率,它是评价冷拉丝机性能和能耗的重要指标。
拉丝功率计算公式如下:P = F V。
其中,P表示拉丝功率,F表示拉丝力,V表示拉丝速度。
通过这个公式,我们可以根据拉丝力和拉丝速度来计算出所需的拉丝功率,从而合理安排生产计划和设备配置。
4. 拉丝温度计算公式。
在冷拉丝过程中,金属材料会因受到拉力而产生热量,从而使其温度升高。
拉丝温度是影响金属材料性能和加工质量的重要因素。
拉丝温度计算公式如下:T = T0 + (F L) / (A ρ c)。
其中,T表示拉丝温度,T0表示初始温度,F表示拉丝力,L表示拉伸长度,A表示截面积,ρ表示密度,c表示比热容。
通过这个公式,我们可以根据拉丝力和拉伸长度来计算出金属材料的温度变化情况,从而合理控制加工温度,保证产品质量。
拉丝工艺技术要求拉丝工艺是一种常用于金属材料的加工方法。
它通过对金属材料进行拉伸,使其截面变小,同时使其长度增加,从而获得所需的形状和尺寸。
以下是拉丝工艺所需的技术要求。
首先,拉丝工艺要求材料具有良好的塑性和可延展性。
常见的拉丝材料包括钢、铜、铝等金属材料。
这些材料需要具有足够的塑性,能够在拉伸过程中发生塑性变形,不易断裂。
同时,材料的可延展性也要足够好,可以在拉伸时发生薄化,从而使材料的截面变小。
其次,拉丝工艺要求材料具有较高的强度和硬度。
由于拉丝过程中材料会发生塑性变形,因此需要材料具有足够的强度,能够承受拉伸过程中的应力。
同时,材料的硬度也要适中,不能太硬,否则会导致拉丝过程中发生断裂。
拉丝工艺还要求设备和工具具备一定的条件。
首先,需要有足够强大的拉丝设备,能够提供足够的拉伸力。
常见的拉丝设备包括拉丝机和拉丝模具。
拉丝机一般由电机、传动装置和拉丝头等组成,可以通过调节拉伸力和拉伸速度来控制拉丝过程。
拉丝模具则用于确定材料的截面形状和尺寸。
另外,还需要适当的润滑剂来减少摩擦阻力。
拉丝过程中,由于金属材料受到摩擦力的作用,会产生加热和塑性变形。
使用润滑剂可以降低摩擦阻力,减少材料的加热量,保护材料表面,从而避免过度塑性变形和材料的热脆性。
此外,还需要合理的拉丝工艺参数来控制拉丝过程。
包括拉伸力、拉伸速度、模具温度等等。
拉伸力需要根据材料的性质和所需的拉丝形状来确定。
拉伸速度需要根据材料的热导性和所需成品的性能来确定。
模具温度则需要考虑材料的变形温度范围和热脆性。
最后,拉丝工艺还需要进行必要的质量控制和检测。
在拉丝过程中,需要对拉丝后的材料进行尺寸和形状的检测,以确保产品符合要求。
常见的检测方法包括光学显微镜、拉力试验机等。
此外,还需要进行拉丝材料的显微组织分析和硬度测试,以了解材料的内部结构和性能。
综上所述,拉丝工艺对材料、设备、润滑剂、工艺参数和质量控制等方面有着一系列的技术要求。
只有满足这些要求,才能够实现高质量的拉丝加工,获得满意的产品。

拉丝作业指导书标题:拉丝作业指导书引言概述:拉丝作业是一种常见的金属加工工艺,通过拉伸金属材料来改变其形状和尺寸。
本文将详细介绍拉丝作业的流程、注意事项和常见问题解决方法,匡助读者更好地掌握这一工艺。
一、准备工作1.1 准备拉丝机和相关工具:确保拉丝机处于正常工作状态,检查拉丝刀具和夹具是否安装正确。
1.2 准备金属材料:选择合适的金属材料,保证材料质量和尺寸符合要求。
1.3 清洁工作区:确保工作区域干净整洁,避免杂物干扰拉丝作业。
二、拉丝操作步骤2.1 调整拉丝机参数:根据金属材料的种类和尺寸,调整拉丝机的速度和压力。
2.2 进行拉丝操作:将金属材料固定在夹具上,启动拉丝机进行拉伸操作。
2.3 定期检查拉丝质量:在拉丝过程中,定期检查拉丝质量,确保拉丝效果符合要求。
三、注意事项3.1 安全第一:在进行拉丝作业时,务必佩戴好防护装备,避免发生意外伤害。
3.2 控制拉丝参数:严格控制拉丝机的参数,避免过度拉伸导致金属材料损坏。
3.3 防止材料变形:拉丝过程中要注意控制金属材料的温度,避免材料变形影响拉丝效果。
四、常见问题及解决方法4.1 拉丝质量不佳:可能是由于拉丝机参数设置不当,需要重新调整参数。
4.2 金属材料损坏:可能是由于拉丝过程中材料受力过大,需要降低拉丝机的压力。
4.3 拉丝速度不稳定:可能是由于拉丝机的传动系统故障,需要及时维修或者更换部件。
五、结束工作5.1 清洁工作区:结束拉丝作业后,及时清理工作区域,保持整洁。
5.2 关闭拉丝机:关闭拉丝机的电源,进行必要的维护和保养工作。
5.3 整理工具:将使用过的工具整理好,存放在指定的位置,方便下次使用。
结语:通过本文的介绍,相信读者对拉丝作业有了更深入的了解,希翼读者在实际操作中能够遵循操作规范,确保拉丝作业顺利进行。
愿本文对读者有所匡助。
1.拉絲定義:
V0=VK(1------1)
式中:V
0
----------拉伸前金屬線材的體積(mm3)
Lk----拉伸後金屬線材的長度(mm)
對於機工截面積為圓形的金屬線材,式中(1-2)可以簡化:d02L0=d2kLk式中:
d0-------圓形金屬線材的拉伸前的直徑(mm)
dk----- 圓形金屬線材拉伸後的直徑(mm)
2.為了描述金屬線材拉伸前後的變形程度,引入下述四個參數.
1.伸長系數:
2.伸長率:
3.收縮系數:
4.收縮率:
收縮率是指金屬線材拉伸前與其拉伸後的橫截面積差,同拉伸前的橫截面積比,用戶表示,即φ=(S
0-SK)/S0
各變形參數之間的關系可根據式(1-2)和式(1-3)導出,見表1-1
變形參數名稱及符號長度(L0 LK)面積(S0 SK)直徑(d0、dk)伸長系數伸長率收縮系數L0---拉伸前金屬線材的橫截面積(mm2)Sk----拉伸後金屬線材的橫截面積(mm2)對應的有關參數
伸長系數:是指金屬線材拉伸後的長度與其拉伸前的長度比,用μ表示.即μ=L
K/L0
伸長率:是指金屬線材拉伸後與其拉伸前的長度差,同拉伸前的長度比,用δ表示:即δ=(L
K-L0)/L0
收縮系數是指金屬線材拉伸後的橫切截面積與其拉伸前的橫截面積比,用ε表示.即ε=S
k/S0
第一章:拉伸變形參數
在常溫下,把金屬線材用一定的拉力,拉過模具的模孔,使其截面積減小長度增加的壓力加工過程.
1.金屬線材在拉伸前後,只改變其原有的形狀和尺寸,而體積和重量保持不變.
或: S
0L0=SkLk
Vk------拉伸後金屬線材的體積(mm3)
S0---拉伸前金屬線材的橫截面積(mm2)
拉絲模
伸長系數μ
L
k/L0S0/SKd0/dkLk/L4Lk/L5
伸長率δ
L
k/L0Lk/L1Lk/L2Lk/L3Lk/L4Lk/L5
收縮系數ε
L
k/L0Lk/L1Lk/L2Lk/L3Lk/L4Lk/L5
收縮率ψ
L
k/L0Lk/L1Lk/L2Lk/L3Lk/L4Lk/L5
只用於橫截面為圓形的金屬線材.
(1---2)
即φ=(S
0-SK)/S0
收縮率
L0)/L
0
S
0
增加的壓力加工過程.
Lk/L
6
Lk/L
6
Lk/L
6
Lk/L
6