钎料合金
- 格式:pptx
- 大小:830.24 KB
- 文档页数:19
钎料:(1)熔点:熔点不能高于金刚石石墨化温度,也不能过低,若熔点太低,则在磨削过程中,可能因为较高的磨削温度导致钎料软化,造成磨粒过早脱落。
目前, Ni-Cr 钎料应用最广泛,但其钎焊温度较高( 900℃以上),金刚石有石墨化的倾向,影响钎焊金刚石的强度和工具寿命。
一种思路:(常用钎料为镍基合金→钎焊温度太高使金刚石石墨化→通入磷蒸汽降低镍基合金熔点→含磷的钎焊把持力不够→用镀Ti、Cr金刚石改善结合强度)(2)润湿性:钎料对金刚石具有良好的浸润、扩散作用。
较好的浸润、扩散作用可以保证钎料与金刚石磨粒之间形成牢固的化学冶金结合,提高钎焊强度。
张凤林等通过在钎料合金中添加Cr 、Ti 金属粉,改善了钎料合金对金刚石的润湿性能。
(3)稳定性:钎料应具有稳定、均匀的成分,以减少钎焊过程中的偏析现象和易挥发元素的损耗。
(4)强度:钎料具有一定的强度和硬度。
在磨削过程中,如果钎料强度和硬度不够,那么将导致自身快速磨损,失去对磨粒把持能力。
Khalid 等通过分析金刚石、钎料和基体三者之间的界面,发现 Ti 元素的加入也使钎料本身的强度增大,耐磨性增大,但是Ti 含量过多,会导致合金熔点升高,以及金属化合物增多,钎焊接头脆性增大。
(5)残余应力:避免由于物理性能的不匹配导致金刚石与钎料截面处产生较大的残余应力。
金刚石镀膜:金刚石镀膜是指在金刚石表面镀覆一层亲和性金属,并且使镀层与金刚石之间发生牢固的化学键合,降低金刚石的表面能,使之易于被金属结合剂所浸润,改善金刚石表面的可焊性,实现金刚石与金属之间的强力冶金结合。
马伯江等通过使用表面镀覆了一层非晶态碳膜的金刚石颗粒进行钎焊实验,发现浸没在钎料层下面的金刚石表面生成了形核质点分布较均匀的铬碳化合物,钎料对金刚石具有良好的钎焊效果。
邓朝晖等利用 Cu-10Sn-5Ti 钎料粉末在钢基体上真空钎焊镀 Ti 金刚石,发现金刚石由于镀 Ti 层的保护隔离作用,大大降低了热损伤和石墨化,且金刚石的晶型完整。
火焰钎焊用的钎料和钎剂(一)对钎料的基本要求1.钎料的熔点应比母材的熔点低40~60℃,若接头在高温下工作时,钎料的熔点应高于工作温度。
2.钎料应具有良好的润湿性,并具有与母材相互扩散、熔解的能力,以利于填满接头间隙,获得牢固的钎焊接头。
3.钎料应满足钎焊接头的机械性能和物理、化学性能要求,如抗拉强度、导电性、耐腐蚀性和抗氧化性等。
4.钎料的热膨胀系数应与母材相近,以避免在钎缝中产生裂纹。
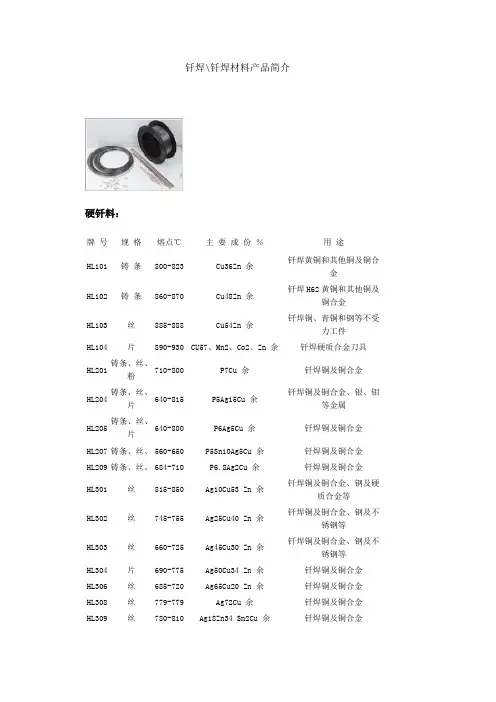
(二)火焰钎焊用钎料钎料是钎焊时用作形成钎缝的填充金属,按其熔点分为两类:其中熔点低于450℃的钎料为软钎料,熔点高于450℃的为硬钎料。
硬钎料一般用于工作温度和强度要求较高的焊件的钎焊,常用于气焊火焰钎焊,这一类硬钎料主要有银钎料。
铜锌钎料和铜磷钎料等。
1.银钎料:为银(Ag)、铜(Cu)和锌(Zn)的合金,并含有少量的镉(Cd)和镍(Ni)等。
银钎料较铜锌钎料和铜磷钎料熔点低,而且润湿性好、操作容易、强度高、导电性和耐腐蚀性优良,它可以钎焊铜及其合金、钢、不锈钢、耐热合金、硬质合金等。
火焰钎焊常用的银铜锌钎料有料302、料303和料304等。
火焰钎焊常用的银钎料的成分、性能和用途详见表1。
注:①钎焊紫铜时的数据。
②钎焊H62黄铜时的数据。
③钎焊碳钢时的数据。
④钎焊不锈钢时的数据。
2.铜锌钎料:这种钎料的机械性能和熔点与锌的含量有关,它具有较好的抗腐蚀性能,配合钎剂可钎焊铜、含锌量较少的黄铜、钢及铸铁等。
常用铜锌钎料的成分、性能和用途详见表2。
表2常用铜锌钎料的成分、性能和用途3.铜磷钎料:这种钎料具有良好的漫流性,适用于钎焊铜和黄铜。
但不能钎焊黑色金属,它不能润湿黑色金属表面,并且在钎缝靠基本金属(黑色金属)P),使钎缝变脆。
铜磷钎料的接头能很好的边界处,易生成脆性的磷化铁(Fe3地在拉伸状态下工作,并且有良好的导电性。
但钎缝塑性差,所以不能在处于弯曲、冲击状态下工作的钎焊接头中采用。
常用铜磷钎料的成分、性能和用途详见表3。
Vol. 11, No. 9September 2021第11卷第9期2 0 2 1年9月有色金属工程Nonferrous Metals Engineeringdoi :10. 3969/j. issn. 2095-1744. 2021. 09. 007Ni 含量对Sn-0. 7Cu 无铅钎料钎焊性能的影响樊江磊王宁格翟恒涛⑺,梁柳博1,2,刘建秀1,2(1.郑州轻工业大学机电工程学院河南省机械装备智能制造重点实验室,郑州450002;2.郑州轻工业大学河南省先进材料成型与测试工程技术研究中心,郑州450002)摘 要:以Sn-0. 7Cu 无铅钎料为基础,以改善二元Sn-Cu 钎料合金的性能为目标,研究了 Ni 含量对Sn-0. 7Cu 钎料合金组织和 性能的影响。
通过组织观察、力学性能测试、熔化特性测试、润湿性能测试、电阻率测试、耐腐蚀性测试、时效处理等,研究了 Ni 含 量对Sn-0. 7Cu-^Ni(^=0. 5.1. 0,1. 5.2. 0)钎料合金凝固行为和钎焊性能的影响规律。
结果表明:随着Ni 含量添加,金属间化合 物相(Ni 3Sn 4)体积分数逐渐增大,Ni 含量为2%时,硬度最大值为14.2 HV ;Ni 含量为0.5%时,熔程最小为4.4 °C ;Ni 含量为1% 时,铺展面积最大值为92. 4 当血含量为2%时,电阻率最大为1.1X 10_7 n • m ;IML 厚度随着时效时间的延长先增加后趋于均匀;当Ni 含量为2%时,钎料在酸性腐蚀条件下最稳定。
关键词:Sn-Cu-Ni 系无铅钎料;微观组织;力学性能;钎焊性能中图分类号:TG42 文献标志码:A 文章编号:2095-1744(2021)09-0046-10Effect of Ni Content on Solder Ability of Sn-0. 7Cu Lead-free SolderFAN Jianglei 1'2 ,WANG Ningge 1'2 ,ZHAI Hengtao 1'2, LIANG Liubo 1'2 ,LIU Jianxiu 1'2(1. Henan Key Laboratory of Intelligent Manufacturing of Mechanical Equipment , School of Mechanical and Electrical Engineering ,Zhengzhou University of Light Industry ,Zhengzhou 450002,China ;2. Henan Engineering Research Center of Advanced Materials Processing and Testing , Zhengzhou University ofLight Industry , Zhengzhou 450002, China)Abstract : In order to improve the properties of binary Sn-Cu solder alloy , the effect of Ni content onMicrostructure and properties of Sn-0. 7Cu solder alloy was studied. The effect of Ni content on solidification behavior and brazing properties of Sn-0. 7Cu-^:Ni (h = 0. 5, 1. 0, 1. 5, 2. 0) solder alloy was investigated by the microstructure characterization , mechanical property test, melting property test, wettability test, resistivity test, corrosion resistance test and aging treatment. The results show that the volume fraction of intermetallic phase(Ni 3Sn 4)increases gradually with the addition of Ni. When the Ni content is 2%, the maximum hardness is 14. 2 HV ; when the Ni content is 0.5%, the minimum melting range is 4. 4 °C ; when the Ni content is 1 %, the maximum spreading area is 92・ 4 mm 2 ; when the Ni content is 2% ,the maximum resistivity is 1. 1X10-7 Q ・ m. Theresults show that the thickness of IML increases firstly and then tends to be uniform with the prolongation of aging time ; when the Ni content is 2% ,the solder is the most stable under acid corrosion condition.Key words : Sn-Cu-Ni lead-free solder ; microstructure ; mechanical ; properties ; brazing properties收稿日期:2021-01-08基金项目:国家自然基金资助项目(U1904175);郑州市重大科技创新专项(2O19CXZXOO65);2O18年度河南省高等学校青年骨干教师培养计 划项目(2O18GGJSO9O);河南省研究生教育改革与质量提升工程项目(YJS2021AL026)Fund : Supported by the National Natural Science Foundation of China(U1904175) ; Zhengzhou Major Science and Technology Innovation Project (2019CXZX0065) ; Training Plan for Young Backbone Teachers of Colleges and Universities in Henan Province in 2018 (2018GGJS090);Postgraduate Education Reform and Quality Improvement Project in Henan Province(YJS2021AL026)作者简介:樊江磊(1983—),男,博士,副教授,主要从事金属材料成型与凝固技术研究。
铜基钎料种类全文共四篇示例,供读者参考第一篇示例:铜基钎料是一种常用的焊接材料,广泛应用于各种金属材料的连接和修复工作中。
铜基钎料种类繁多,不同的铜基钎料适用于不同的工作需求,下面将介绍一些常见的铜基钎料种类及其特点。
1. 银铜焊料银铜焊料是一种含有银、铜等金属成分的铜基焊接材料,具有较高的导电性和导热性,适用于需要高强度连接的金属材料焊接。
银铜焊料的熔点通常在800℃左右,可以有效地焊接铜、铝、镍、钛等金属材料。
铜基钎料种类繁多,每种铜基钎料都有其特定的优势和适用范围。
选择合适的铜基钎料对于焊接工作的质量和效率都至关重要,希望以上介绍的信息对大家有所帮助。
第二篇示例:铜基焊料是指焊接铜或铜合金时使用的焊接材料。
铜基焊料种类繁多,根据不同的焊接方式和要求,可以选择不同类型的铜基焊料。
下面将介绍一些常见的铜基焊料种类及其特点。
1. 铜焊条铜焊条是一种常见的铜基焊料,通常用于手工焊接或气焊。
铜焊条具有较高的电导率和导热性,适用于焊接厚度大于1mm的铜件。
铜焊条的主要成分是铜和磷,熔化温度较低,熔化后的焊缝质量较好。
在焊接过程中,需要使用适当的焊接技术,以避免焊件过热导致气孔和裂纹的产生。
2. 铜焊丝铜焊丝是一种常用的自动化焊接材料,适用于气体保护焊和焊丝焊接。
铜焊丝具有优良的导电性和导热性,能够在高温条件下提供稳定的焊接效果。
铜焊丝可分为铜锆焊丝、铜磷焊丝、铜硅焊丝等不同类型,根据需求选择不同化学成分的焊丝进行焊接。
3. 铜焊剂铜焊剂是一种辅助焊接材料,能够增强焊接过程中的流动性和润湿性,减少氧化物的生成,提高焊接质量。
铜焊剂可分为液体和固体两种,液体焊剂适用于手工焊接和气焊,固体焊剂适用于自动化焊接和焊丝焊接。
选择合适的铜焊剂能够提高焊缝的强度和密封性,减少焊接缺陷的产生。
4. 银铜焊料银铜焊料是一种高温焊接材料,适用于焊接高温合金和特殊材料。
银铜焊料具有优良的导电性和导热性,可在高温环境下实现稳定的焊接效果。
简述钎焊的原理(一)钎焊的原理什么是钎焊钎焊是一种将两个金属部件连接在一起的方法,它使用一个可熔化的合金材料(也称为钎料)将它们粘合在一起。
钎焊与焊接不同,焊接是将两个部件用熔化的金属粘在一起,而钎焊则是用一个合金材料黏合。
钎焊的原理钎焊原理是基于几个基本原则的:1.热量钎焊需要足够的热量使钎料熔化,钎料会通过毛细作用浸入被连接部件的表面,然后熔化并流动以填充零隙并创造强力接头。
2.渗透钎料应该渗透到被连接部件的表面以创造出一个坚固的连接点。
这是钎焊的主要目的之一。
当钎料渗透时,它会占据附近的空隙,使其填满,因此强制形成一个更密的接口。
3.清洁度被连接部分的干净程度是决定钎焊品质的关键因素。
清洁的表面有助于提高钎焊的质量和预防裂纹的生成。
4.与原材料的相容性钎料必须与所连接的金属具有良好的相容性,并且必须能够在任何应力下维持其粘合力。
一旦钎料粘合到表面上,它必须能够自己形成一个紧密的键合接头。
钎焊的种类常用的钎焊种类有以下几种:•火焰钎焊•感应钎焊•高频感应钎焊•脉冲气弧钎焊•熔化极钎焊总结钎焊技术在工业界中得到广泛应用。
虽然它可以连接多种金属和合金,但是需要注意与原材料的相容性,清洁度,恰当的热量和渗透而实现最佳的连接效果。
钎焊的使用钎焊通常用于以下应用:•制造家具时,用于连接金属部件•制造空调和冰箱时,用于连接管道、盘管等•制造汽车悬挂系统时,用于连接金属部件•制造电力设备时,用于连接导体和电缆等•制造珠宝和其他工艺品时,用于连接轻薄金属部件钎焊是一种灵活和经济实惠的金属连接方法。
与其他方法相比,它可以为金属部件提供强大的粘接和快速的治愈时间。
结论总之,钎焊的原理是使用合适的热量熔化钎料并将其运用到被连接部分,然后利用毛细作用渗透并填满空隙以创造一个坚固的连接点。
有许多各种各样的钎焊,可以应用于不同的材料和应用程序,并提供灵活性和经济性。
我们应该选择合适的钎焊方法来确保安全和稳定的连接。

不锈钢接头钎焊该如何选择钎料不锈钢的钎焊在各行各业中得到广泛应用,但是很多时候企业不知道如何选择钎料,选择钎料也是非常重要的,因为钎焊时,钎焊工艺是通过熔化的钎料凝固后连接起来的,因些钎焊接头质量高、低很大程度上也取决于钎料,那么小编就来讲讲不锈钢接头钎焊钎料的应用。
不锈钢钎焊有软钎焊与硬钎焊之分,而今天我所讲的是硬钎焊的钎料应用。
而在讲应用钎料前,我们也要熟悉一下钎焊牌号的表示,牌号的第一部分分为钎料的代号,S表示软钎料、B表示硬钎料;第二部分表示钎料的主要组元一组化学元素符号,第一个为基础组元,用数字表示其质量分数于其后。
其余组元按含量多少排列,不标含量。
当需要标记其他内容时,以“-”与第二部分隔开标记。
例如:B-Ag92CuLi,B表示钎料、主要组元为Ag,含量为92%,还有CuLi 存在,BAg92CuLi银钎料。
一、银钎料银钎料是钎焊不锈钢时应用最为广泛的钎料。
在选择银钎料时就注意以下几点:1、银钎料绝大部分钎焊温度全部落在奥氏体不锈钢的有交敏化温度为538-871℃区间内。
在该温度内将发生碳化物沉淀,从而降低母材的耐腐蚀性;碳化物沉淀不但与温度有关,而且停留时间也有影响。
如果对工作时的防腐蚀能力要求高,则应该采用超低碳的、钛稳定化的或铌稳定化的奥氏体不锈钢。
2、钎焊含少量镍和不含镍的铁素体和马氏体不锈钢时,优先选用含镍的钎料3、含铜和锌的银钎料在加热温度过高和加热时间过长时将导致铜和锌大量渗入晶界,从而使钎焊接头变脆。
二、铜、黄铜、高温铜钎料除了铜和黄铜钎料可钎焊不锈钢外,还有一些专用的钎焊不锈钢的高温铜钎料。
出现这些钎料的原因是通常使用的银钎料和黄铜钎料的高温强度和蠕变强度比较低,当温度超过400℃后,钎焊接头强度急剧下降,并且钎料的氧化也很严重,这些钎料不能在钎焊温度较高场合。
所以高温铜钎料它可满足400-600℃的高温工作要求。
三、锰钎料钎焊工艺温度高于600℃以上的可采用锰钎料,锰的熔点为1235℃,为了降低其熔点可加入镍,60%Mn和40%Ni形成熔点为1005℃的低熔固溶体,延性优良。
金锡焊料及其在微电子封装中的应用张春杨(西安电子科技大学微电子学院140712班)摘要:在功率放大器微电子器件制造工艺中,硅芯片在工作中会产生大量的热,故其结构需要一个良好的散热通道。
金基钎料比锡基或铅基钎料有较优良的热导性和较高的熔点,同时具有较高的抗热疲劳性能,因此,金基钎料是性能优良的微电子器件封装用材料。
AuSn20 钎料除可用于芯片与电路基材的连接外,还可广泛用于多种高可靠电路气密封装。
本文介绍了Au80%Sn20%焊料的基本物理性能。
同时介绍这种焊料在微电子、光电子封装中的应用。
关键词:金锡合金;钎料;微电子封装;光电子封装Abstract:In the power amplifier manufacturing process during microelectronics devices, the silicon chip will generate a lot of heat in the work, so the structure needs a good cooling channel. Gold-based solder has a better thermal conductivity and high melting point than tin-based solder or lead-based solder,and at the same time it has a high thermal fatigue resistance,therefore, gold-based solder is excellent microelectronics device packaging material.AuSn20 solder can be used to connect chips and circuit substrates, it can also be used in a variety of high-reliability circuit hermetic package.This article describes the physical properties of eutectic Au/Sn Solder alloy and its applications for rnicroelectronics and optoelectronis packagings.Key words:Au Sn Solder alloy;Solder;Microelectronics Packaging;Optoelectronic Packaging 1.前言钎焊是组装电子产品的一项重要技术。
几种Ag基钎料钎焊NiTiNb形状记忆合金的接头组织及性能朱成俊;李成思【摘要】采用AgCuInTi、AgCuTi和AgCuPd三种钎料对NiTiNb形状记忆合金进行真空钎焊,对应的钎焊温度分别为780℃、880℃和980℃,获得了冶金质量良好的接头.微观分析结果表明,三种接头的中心区域均生成了Ag基固溶体,在该固溶体区与NiTiNb母材之间生成了灰黑色扩散反应层,其中AgCuInTi和AgCuTi钎料对应接头的反应层中生成了(Cu,Ni)Ti化合物相,而AgCuPd钎料对应接头的反应层中生成了(Cu,Pd,Ni)-Ti相.测试三种钎料对应接头的室温抗拉强度,强度最高的是AgCuPd钎料对应接头,平均值达到593 MPa;其次为AgCuInTi钎料对应接头,抗拉强度为528 MPa;强度最低的是NiTiNb/AgCuTi/NiTiNb接头,平均值为459 MPa.保温时间对NiTiNb/AgCuInTi/NiTiNb接头微观组织及强度影响较小.分析接头断口发现,断裂主要发生在性能薄弱的(Cu,Ni)Ti相区或(Cu,Pd,Ni)-Ti相区.%Vacuum brazing of NiTiNb shape memory alloy is studied with three kinds of AgCuInTi,AgCuTi and AgCuPd brazing filler metals respectively at 780 ℃,880 ℃ and 980 ℃,and good joints are achieved.The results show that a dark gray diffusion reaction layer is generated between base metal NiTiNb and Ag-based solid solution located in the central part of the brazing joints.(Cu,Ni) Ti compound phases are formed in the diffusion reaction layers of the joints brazing with AgCuInTi and AgCuTi,and (Cu,Pd,Ni)-Ti compound phases are formed in the diffusion reaction layer of joints brazing with NiTiNb/AgCuPd/NiTiNb.The average tensile strength of the joints brazing with AgCuPd is 593 MPa.The tensile strength of NiTiNb/AgCuInTi/NiTiNb and NiTiNbtAgCuTi/NiTiNb joints is 528 MPa and459 MPa,respectively.The holding time has little effect on the microstructure and strength of NiTiNb/AgCuInTi/NiTiNb joints.The fractures of the three joints mainly occur in the (Cu,Ni) Ti phase or(Cu,Pd,Ni)-Ti phase,which have unsubstantial properties.【期刊名称】《电焊机》【年(卷),期】2017(047)009【总页数】6页(P120-125)【关键词】NiTiNb形状记忆合金;Ag基钎料;真空钎焊;扩散反应层【作者】朱成俊;李成思【作者单位】河南工业职业技术学院,河南南阳473009;武汉理工大学机电工程学院,湖北武汉430070;河南工业职业技术学院,河南南阳473009【正文语种】中文【中图分类】TG425NiTi形状记忆合金具有超弹性和形状记忆特性,同时还具有比强度高、耐磨性好、抗腐蚀、生物相容性好等优点,广泛应用于航空航天、机械制造、自动控制、医疗器材等领域[1-2]。
生产应用俘掳 国产耐热合金钎料与进口钎料的性能比较 哈 尔 滨 理 工 大 学(150080) 谷丰孙凤莲 哈尔滨东安发动机集团有限公司(150066) 陈健朱陋
摘要 目前钎焊耐热合金类材料时,大多数企业采用进口BNi一2钎料,这不仅成本较高,有时由于供货不及 时而延误工期。针对飞机发动机部件用材料GH1035的钎焊,分别使用国产BNi一2和进口BNi一2两种成分的钎 料进行对比分析,以润湿性能和接头强度作为主要评定指标,结果表明:两种钎料在GH1035母材上的润湿铺展面 积相近,润湿角均为零;接头剪切强度均可达290 MPa,但国产钎料的焊缝硬度稍高。因此,在适当的钎焊工艺条 件下,国产BNi一2钎料可以较好地代替进口BNi一2钎料。
关键词:BNi一2钎焊耐热合金 中图分类号: TG425
0前 言 飞机发动机部件的工作温度最高可达900 ,国 际上常用耐热合金GH1035作为基本材料,叶片用铸造 方法生产,然后焊接组合在一起。在选择焊接方法过 程中,防止叶片的变形是问题的关键,相对而言,钎焊 为首选的焊接方法。特别是真空钎焊由于具有不氧 化、变形小、不用焊剂,不产生气孔、夹渣,不腐蚀工件, 可实现多道钎缝、多个组件同时焊接等优点,成为主要 的焊接方法。 目前在钎焊不锈钢、高温合金及耐热合金等材料 时,所应用最多的是进口BNi一2钎料。但是,进口钎 料的价格昂贵,有时钎料不能及时供货,使生产受到限 制,影响整体的生产进度。因此,论文以选择适合 GH1035合金的国产钎料替代进口为目的,分别对国产 BNi一2和进口BNi一2两种成分的钎料进行钎焊对比 分析。
1试验材料和方法 1.1 试验材料 (1)钎料:国产BNi一2和进口BNi一2,其主要成 分见表l。
表1 两种BNi一2钎料的成分比较(质量分数,%)
(2)母材:轧制高温合金GH1035板材。 1.2钎焊主要工艺参数 润湿试验和钎焊工艺试验分别在ZRY5型真空烧 结炉中进行,真空度为6×10~P'a。 (1)润湿试验:分别秤取相同重量2 g的两种钎 料,测量在不同的加热温度下熔化后的润湿铺展面积 进行比较。 (2)加热速度及保温时间:在真空炉中以20 ̄C/min 收稿日期:2007—05一l5 的加热速度加热至900 oC,然后以5 oC/min的速度加 热到钎焊温度(国产为1 040℃,进口为1 060℃);两 种钎料分别保温5、10、15 min,比较钎焊润湿铺展面 积。 1.3测试分析方法 (1)拉伸试验:采用标准板式拉伸试样,在CSS一 44100电子万能试验机上进行,搭接尺寸为2.3 mm× 10 mm。 (2)微观分析:借助FEI Sirion扫描电子显微镜和 GX71、BX41M型金相显微镜进行断口形貌及显微组织