刀具磨损及状态检测
- 格式:ppt
- 大小:701.00 KB
- 文档页数:87


机械加工过程中刀具磨损分析与优化
导论
在机械加工过程中,刀具的磨损问题一直是制约加工质量和效率的关键因素。刀具磨损会导致加工精度下降、表面质量变差,甚至可能导致刀具断裂等问题。因此,对于刀具磨损的分析与优化显得尤为重要。本文将从刀具磨损的原因入手,深入探讨刀具磨损的分析方法和优化策略。
一、刀具磨损的原因
刀具磨损的原因可以归结为机械因素和化学因素两个方面。
1. 机械因素
机械因素是指切削过程中产生的剪切力、挤压力和磨擦力等力的作用下,刀具与工件之间产生的磨损。切削过程中,刀具不断与工件接触,受到高速摩擦和冲击力的作用,导致刀具表面出现磨擦热和弯曲变形,进而形成磨损。
2. 化学因素
化学因素是指在切削过程中,刀具与工件接触时产生的化学反应导致刀具磨损。在高温、高压、高速的切削环境下,刀具表面容易与工件表面发生化学反应,形成化学反应层。这些反应层会改变刀具表面的性质,引起刀具的磨损。
二、刀具磨损的分析方法
针对不同的刀具磨损类型,需要采用不同的分析方法进行评估和分析。常见的分析方法包括显微观察法、扫描电子显微镜(SEM)分析法、X射线衍射(XRD)分析法等。
1. 显微观察法 显微观察法是一种直观的分析方法,通过肉眼或显微镜观察刀具表面的磨损情况,判断刀具磨损的类型和程度。这种方法简单易行,但只能提供表面信息,对于隐蔽的磨损现象了解有限。
2. 扫描电子显微镜(SEM)分析法
SEM分析法是一种常用的表面形貌和微观结构观察手段。通过SEM可以观察到刀具表面的微观形貌,分析刀具磨损的特点和原因。该方法可以提供高分辨率的图像,能够帮助判定磨损类型,并进一步了解磨损机制。
3. X射线衍射(XRD)分析法
XRD分析法可以通过测量刀具表面的X射线衍射谱图来分析刀具磨损的类型和成因。在刀具磨损过程中,刀具材料可能会发生晶体结构的改变,这些改变可以通过XRD分析得到。通过分析XRD谱图,可以判断刀具材料的相变和晶体结构的演变,探究刀具磨损的机理。
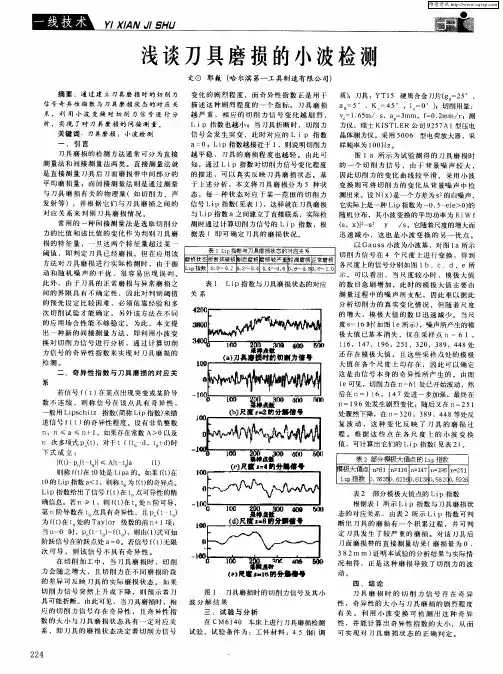
YI X/AN JI SHLI 浅谈刀具磨损的小波检测 摘要:通过建立刀具磨损时的切削力 信号奇异性指数与刀具磨损状态的对应关 系,利用小波变换对切削力信号进行分 析,实现了对刀具磨损的间接测量。 关键词:刀具磨损;小波检测 一 引言 刀具磨损的检测方法通常可分为直接 测量法和间接测量法两类。直接测量法就 是直接测量刀具后刀面磨损带中间部分的 平均磨损量;而间接测量法则是通过测量 与刀具磨损有关的物理量(如切削力、声 发射等),并根据它们与刀具磨损之间的 对应关系来判别刀具磨损情况。 常用的一种间接测量法是选取切削分 力的比值和该比值的变化作为判别刀具磨 损的特征量,一旦这两个特征量超过某一 闽值,即判定刀具已经磨损。但在应用该 方法对刀具磨损进行实际检测时,由于振 动和随机噪声的干扰,很容易出现误判。 此外,由于刀具的正常磨损与异常磨损之 间的界限具有不确定性,因此对判别闽值 的预先设定比较困难,必须依靠经验和多 次切削试验才能确定。另外该方法在不同 的应用场合性能不够稳定。为此,本文提 出一种新的间接测量方法,即利用小波变 换对切削力信号进行分析,通过计算切削 力信号的奇异性指数来实现对刀具磨损的 检测。 二 奇异性指数与刀具磨损的对应关 系 若信号f(t)在某点出现突变或某阶导 数不连续,则称信号在该点具有奇异性, 一般用Lipschitz指数(简称Lip指数)来描 述信号f(t)的奇异性程度。设有非负整数 n,n≤a≤n+l,如果存在常数A>0以及 n次多项式P (t),对于t∈(to-d,tn+d)时 下式成立: If(t)一P (t—t )I≤Air—t..1a (1) 则称f(t)在t0处是Lipa的。如果f(t)在 t0的Lip指数a<l,则称t 为f(t)的奇异点。 Lip指数给出了信号f(t)在t 点可导性的精 确信息。若n≥l,则f(t)在t 处n阶可导, 第n阶导数在t。点具有奇异性,且P (t…t ) 为f(t)在t 处的Taylor级数的前n+l项; 当n=0时,Pn(t—to)=f(t ),则由(1)式可知 阶跃信号在阶跃点处a=0。若信号f(t)无限 次可导,则该信号不具有奇异性。 在切削加工中,当刀具磨损时,切削 力会随之增大,且切削力在不同磨损阶段 的差异可反映刀具的实际磨损状态。如果 切削力信号突然上升或下降,则预示着刀 具可能折断。由此可见,当刀具磨损时,相 应的切削力信号存在奇异性,且奇异性指 数的大小与刀具磨损状态具有一定对应关 系,即刀具的磨损状态决定着切削力信号 224 文0郭巍(哈尔滨g--cr-.g.,,1 ̄.有限公司) 变化的剧烈程度,而奇异性指数正是用于 描述这种剧烈程度的一个指标。刀具磨损 越严重,相应的切削力信号变化越剧烈, L i P指数也越小;当刀具折断时,切削力 信号会发生突变,此时对应的L i P指数 a=0;LiP指数越接近于l,则说明切削力 越平稳,刀具的磨损程度也越轻。由此可 知,通过L i P指数对切削力信号变化程度 的描述,可以真实反映刀具磨损状态。基 于上述分析,本文将刀具磨损分为5种状 态,每一种状态对应于某一范围的切削力 信号LiP指数(见表1),这样就在刀具磨损 与LiP指数a之间建立了直接联系,实际检 测时通过计算切削力信号的L i P指数,根 据表l即可确定刀具的磨损状况。 关系 表l LiP指数与刀具磨损状态的对应 图l 刀具磨损时的切削力信号及其小 波分解结果 三.试验与分析 在CM6 1 4O车床上进行刀具磨损检测 试验。试验条件为:工件材料:4 5钢(调 质){刀具:YTl 5硬质合金刀片(g =25。, a =5。,K =45。,l :0。);切削用量: v -二1.65m/8,a , . ;测n=3mm f=O 2mm/r 力仪:瑞士KISTLER公司9257A l型压电 晶体测力仪,采用5006型电荷放大器,采 样频率为l 00HZ。 图l a所示为试验测得的刀具磨损时 的一个切削力信号,由于背景噪声较大, 因此切削力的变化曲线较平滑。采用小波 变换则可将切削力的变化从背景噪声中检 测出来。设N(x)是一个方差为s z的白噪声, 它实际上是一种Lip指数为一0.5一e(e>0)的 随机分布,其小波变换的平均功率为E 1 wf (8,X)l =s Y /s,它随着尺度的增大而 迅速减小,这也是小波变换的另一优点。 以Gau8S小波为小波基,对图l a所示 切削力信号在4个尺度上进行变换,得到 各尺度上的信号分别如图l b、C、d、e所 示。可以看出,当尺度较小时,模极大值 的数目急剧增加,此时的模极大值主要由 测量过程中的噪声所支配,因此难以据此 分析切削力的真实变化情况。但随着尺度 的增大,模极大值的数目迅速减少。当尺 度8=l6时(如图le所示),噪声所产生的模 极大值已基本消失,仅在采样点n=6 l, 116,l47,l96,25l,320,389,448处 还存在模极大值,且这些采样点处的模极 大值在各个尺度上均存在,因此可以确定 这是由信号本身的奇异性所产生的。由图 le可见,切削力在n=6l处已开始波动,然 后在n=l1 6,l 4 7处进一步加强,最终在 n=l 96处发生剧烈变化{随后又在n=2 5l 处骤然下降,在n=320,389,448等处反 复波动,这种变化反映了刀具的磨损过 程。根据这些点在各尺度E的小波变换 值,可计算出它们的LiP指数(见表2)。 表2吉盼模极大值点的Lip指数 做大揎l占J rl=61 In:116 ln=147 In=196 In=251 Lip指数b.763书.621 .61:3 .582 .5g 表2部分模极大值点的LiP指数 根据表l所示Li P指数与刀具磨损状 态的对应关系,由表2所示Li P指数可判 断出刀具的磨损有一个积累过程,并可判 定刀具发生了较严重的磨损。对该刀具后 刀面磨损带的直接测量结果(磨损量为0. 3 8 2mm)证明本试验的分析结果与实际情 况相符,正是这种磨损导致了切削力的波 动。 四、结论 刀具磨损时的切削力信号存在奇异 性,奇异性的大小与刀具磨损的剧烈程度 有关。利用小波变换可检测出这种奇异 性,并能计算出奇异性指数的大小,从而 可实现对刀具磨损状态的正确判定。
《机床与液压》2006.No.12 ・87・
基于软测量技术的刀具磨损的在线监测
冯艳,罗良玲,夏林
(南昌大学机电学院,江西南昌330029)
摘要:刀具磨损的自动监测是现代制造技术的关键技术之一,足保证自动化加工顺利进行的前提之一。在实际生产当 中,对刀具磨损的检测,不能停机检测而只能采取在线的间接监测方法。本文在实时监测主轴电机电流信号的基础上,依
据机床的相关切削参数,选择刀具磨损量为主导变量,主电机电流为二次变量。提出了基于软测量技术的铣削加_L刀具磨 损的在线监测和识别的数学模型,并用实验数据加以验证。
关键词:软测量技术;刀具磨损;主电机功率;在线监测 中图分类号:TG714;TG806 文献标识码:A 文章编号:i001—3881(2006)12—087—3
On-line Monitor and Identification for the Tool Wear Based on Soft-measuring Technology
FENG Yan,LUO Liangling,XIA Lin
(Mechanical Engineering Institute Nanchang University,Nanchang Jiangxi 330029,China)
Abstract:Tool wear automatic monitor is one of the key techniques in modem manufacture and is one of the preconditions,which ensure the automatic machining.During the actual machining,the tool wear was measured by indirect monitor instead of by stopping
the machine.By measuring the main motor current real—timely,and selecting the tool wear as the main variable and the main motor current as the second variable.A method of on—line monitor and identification for the tool wear based on the soft—measuring technolo—

第 1 页 共 2 页 刀具寿命的判定
随切削长度加添,切削力加添,其中法向分力的变化程度比水平分力大,因此法向分力的变化是评价刀具磨损量的一个紧要指标。
假如刀具发生磨损,在刃口相近发生塑性变形或破坏状态,就会有不同的声发射可通过测定切削过程中的声发射信号来监测刀具的磨损程度。从信号的变化可在线检查出刀具的磨损。依据随着刀具发生磨损量加添,振幅较大的AE信号渐渐削减的对应关系来检测
判定刀具达到肯定磨损量后作为刀具寿命的基准,切削速度(V)与刀具寿命(T)之间的关系如下式所示:
VTn=C
式中:n,C—常数。
此公式被称为刀具寿命方程。n是切削速度对刀具寿命影响程度的指标数值
当n大于1时,在刀具使用寿命范围内,高速切削可使切削长度增长;也就是说,在同一切削用量的情况下,切削速度越快磨损量越小。
当n在0和1之间时,在刀具使用寿命范围内,高速切削可使切削长度缩短。C值越大,切削加工越简单,材料被切削性质越好。
钻孔加工时,n为0.59~3.10,C为1.6×102—3.6×10°。这个刀具寿命方程式( tool life equation)是以相同的磨损量,并假设加工精度对刀具寿命没有影响,只针对刀具材料和加工性质本身而获得的,即假如达到相同的磨损量,不管加工精度如何,均假定刀具已达到使用寿命。
以上通过刀具磨损及由此产生的各种现象,以及各现象之间 第 2 页 共 2 页 的关系来判定刀具的使寿命。除此之外,依据加工表面质量、刀具的刃磨费用、刀具一次刃磨持续使用时间用等经济方面因素也可被用来衡量刀具的使用寿命,在生产实践中,有时也可以通过加工时间和加工量来衡量刀具的使用寿命。