CFB-FGD、NID、RCFB-FGD 三种脱硫工艺的比较
- 格式:pdf
- 大小:193.53 KB
- 文档页数:12
CFB-FGD、NID、RCFB-FGD三种脱硫工艺的比较
一、烟气循环流化床干法脱硫技术(CFB-FGD):
烟气循环流化床干法脱硫技术是德国鲁奇能捷斯(LLAG)公司最早在上世纪七十年代末开始了循环流化床烟气脱硫技术的研究,经过近三十年的不断改进(主要是在90年代中后期),解决了烟气循环流化床干法脱硫技术在负荷适应性、煤种适应性、物料流动性、可靠性、大型化应用等方面的问题,使烟气循环流化床脱硫技术得以成熟地进行工业应用。
德国鲁奇能捷斯(LLAG)公司是世界上最早从事烟气治理设备研制和生产的企业,已有一百多年的历史(静电除尘器的除尘效率计算公式---多依奇公式,就是该公司多依奇先生在上世纪初发明的)。
迄今为止,德国LLAG公司的循环流化床干法脱硫技术在全世界已有约50多套应用业绩。
其中包括世界上成功运行的300MW机组配套配套业绩。
从已投运装置的情况看,LLAG的烟气循环流化床技术,在脱硫率、Ca/S比、负荷适应能力、系统阻力、可控性、系统配置灵活性、可靠性等多项技术指标上,居于世界领先水平。
德国LLAG公司的烟气循环流化床脱硫技术的主要特点说明如下:
1、采用流化床脱硫塔,一炉一塔。
2、塔内烟气流速约5m/s,烟气与脱硫剂的接触时间大于8秒钟以上,
有利于脱硫效率的保证和脱硫灰水分的充分蒸发,提高整个系统的
可靠性。
另外,长达8秒的接触时间为高脱硫率提供了的保证。
3、将物料和水分开单独加入到吸收塔内,加水的位置位于流化床颗粒
浓度最大和湍动能最大的区域,采用单根回流式高压喷嘴,注入到塔内的雾化水的粒径小于200μ,通过气流和以大量激烈湍动的颗粒,促使脱硫反应的降温水得到有效的蒸发。
4、采用回流式高压喷嘴单喷嘴,水泵的出水设计量是喷嘴注水量的数
倍,适应烟温变化的能力较强。
5、脱硫灰和吸收剂均从文丘里下部烟气高温段注入,抑制和减少了强
吸水性物质的产生,提高了脱硫灰的流动性,解决了脱硫灰过度抱团、黏结的问题。
6、采用清洁烟气再循环技术,在负荷变化情况下,反应器内的流化床
运动机制不会随烟气量的变化而变化。
7、采用专门的石灰消化器,消化生成的消石灰直接喂入到脱硫塔内,
中间环节少、系统简洁。
消化器运动部件少,维修较方便。
8、脱硫后电除尘器采用上进风结构,降低电除尘器的进口浓度,有利
于提高后续除尘器的效率。
9、外排脱硫副产物的物料含水量小于1%,有利于气力输送系统的稳
定工作。
整个系统设置一备一用的气力输送管路,管理、维护工作量小、可靠性较高。
二、NID工艺:
NID脱硫工艺是ALSTOM公司收购的动力分公司下属的环保部于95年左右开发的一种简易的干法脱硫工艺,主要用于中小机组、低硫煤和脱硫率要求小于80%的场合,具体说明如下:
1、NID的干法脱硫工艺采用除尘器进口前的垂直烟道作为脱硫反应器,
脱硫反应器内的流速高达18m/s以上(对应的循环流化床脱硫工艺是5m/s),脱硫反应时间大约只有1秒左右(对应循环流化床脱硫工艺为8秒以上),因此,脱硫效率达到80%以上较难。
2、在垂直烟道反应器内喂入大量的物料,由于烟道内的流速高达18m/s
以上,因此不能形成物料的高密度区(大约为循环流化床反应器的1/10),而由于烟气中除了SO2外,还含有一定的SO3,这样烟气中以气溶胶状态存在的SO3,在反应器内不能被有效地吸附,由于脱硫反应后的烟气温度已经降低到了大约70℃左右,因此非常容易造成后续设备的腐蚀,这种情况在高硫煤尤为严重。
3、采用将水注入消化混合器,水与灰混合后,注入到烟道反应器内来
达到降温的目的(一般温度需降低到70℃以下),以加快脱硫反应,这种方法对锅炉负荷变化的适应性较差,当烟气温度降低时,一部分来不及得到有效蒸发的、过湿的灰进入到后续的除尘器,容易造成除尘器故障,如极板、极线的积灰、腐蚀。
4、由于在混合器内加入再循环物料、消石灰和水,这三种物料的搅拌,
类似于混凝土搅拌,容易在混合器内造成物料结块。
5、由于从除尘器灰斗排出的70℃左右的物料,经中间仓汇合,在混合
槽内再次加水后混合后,喂入到进口烟道中,由于搅拌很难均匀,因此一些大颗粒物料容易掉落到烟道内,虽然通过排灰装置从烟道底部将掉落的粗颗粒排出,但由于进口烟道底部掉落的灰,大部分为粗颗粒,容易造成气力输送管路的堵塞。
6、再循环灰从除尘器灰斗排出,经过中间仓汇合后,加入到混合槽,
在混合槽内加水后,再喂入到烟道内,由于灰的温度只有70℃,沿途容易结块,堵塞物料流动通道,造成系统不能正常工作。
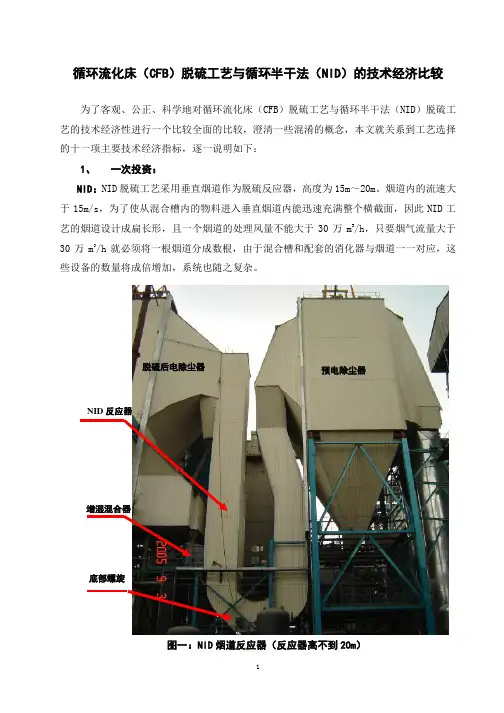
7、用烟道反应器作为反应器,烟道截面的尺寸不能太大,50MW及以上
机组必须原则上必须采用两根烟道或四根以上的烟道作为反应器(如附图所示),由于从混合槽喂入反应烟道,是采用溢流方式,当每根烟道喂入的物料量不一致,将导致风机阻力不一致,造成烟道偏流。
8、除尘器灰斗再循环集中到流化底仓,采用螺运机和空气斜槽混合的
形式,结合点多,漏风率较大。
9、烟道内采用设置折流板的方式来适应负荷变化,容易造成在底负荷
时大量物料掉落到烟道底部,影响烟道的通流面积。
10、脱硫副产物的含水量在4%左右,容易造成外排气力输送的堵塞。
11、由于反应时间短,物料与烟气接触不充分,因此Ca/S高(如果要达
到80%以上的脱硫率,Ca/S需大于2),运行费用较高。
三、内循环烟气循环流化床脱硫技术RCFB-FGD
内循环烟气循环流化床脱硫技术(RCFB-FGD),系德国WULLF公
司的总经理GLAF先生,于90年左右从德国鲁奇能捷斯(LLAG)公司离开时,在所带走的鲁奇公司当时的干法脱硫技术基础上,做一定的变动而形成的。
WULLF公司在LLAG公司90年代初的循环流化床干法脱硫技术基础上,通过加大脱硫塔出气口上部的高度和在塔内设置了多道的紊流圈,加大塔内的内循环量,因此在循环流化床烟气脱硫〔Circulating Fluidised Bed (CFB)-Flue Gas Desulphurisation (FGD)〕英文缩写前增加了一个英文单词REFLUX(中文意思为“回流”)的缩写“R”,简称为RCFB-FGD,。
(2003年底,原德国WULFF公司的职员,ZIMMER先生在离开WULFF公司到中国的一家公司二年后,离开这家公司,在德国自办一家名叫RAGAR脱硫公司,推出了“KCFB-FGD”的干法脱硫技术。
在CFB-FGD英文缩写前增加一个德文字母“KONSTANT”的缩写“K”,与英文“CONSTANT“同义,即,永恒的。
将RCFB变成了KCFB。
)从RCFB-FGD技术在中国广州某电厂的应用情况看,这一技术基本还停留在德国LLAG公司90年代初的技术水平,所做的改进没有达到预期的效果,具体说明如下:
1、采用在吸收塔底部两股烟道水平进风方式,吸收塔下部易落灰,特
别是这种进风方式在负荷变化时会影响吸收塔内的七个文丘里管的气量分配均匀性,导致脱硫率下降或Ca/S比提高。
2、塔的高度较CFB-FGD低10m左右,吸收剂与烟气的接触时间不足,
脱硫率较难保证。
3、吸收塔出来的烟气水平进入电除尘器,这种方式会在出风水平段上
造成大量的积灰,当停炉检修时,由于风机的吸力消失,会造成随机的塌灰现象,危及吸收塔内的检修人员。
4、喷枪数量4只,不能保证所有的喷枪始终处于最佳的蒸发位置,特
别是在负荷变化时会造成局部灰过湿,导致后续的除尘器工作不正常。
5、采用循环流化床石灰消化器,能耗大,故障率较高。
6、物料从低温段喂入,容易生成CaCl2·2H2O,这种物质非常容易吸
潮、结块,导致脱硫灰输送系统容易发生堵塞故障和电除尘器极板、极线上的灰清不下来。
7、末电场脱硫灰直接外排,没有参与再循环,由于Ca(OH)2较细,
大部分未反应完全的Ca(OH)2均落入到末电场,因此,造成Ca(OH)2浪费严重,导致运行费用提高。
8、吸收塔出气口上部的高度,增加了过大的、不可控物料内循环量,
降低了系统对SO2浓度变化的适应能力。
9、塔内设置紊流圈,容易造成物料在塔内堆积。
附表:CFB-FGD与NID脱硫工艺技术对比表
7
8
9
10
11
12。