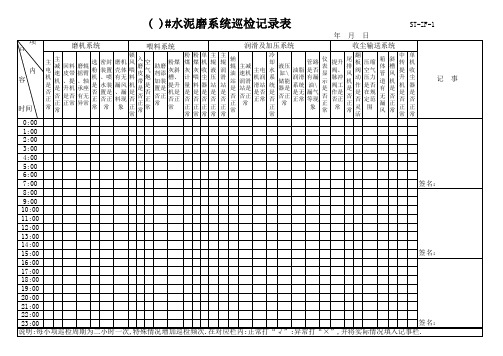
CLF-016 原料磨系统巡检记录表
- 格式:xls
- 大小:50.00 KB
- 文档页数:2
设备名称规格参数检查部位拉链机整体检查部位拉链机整体XX水泥公司专业巡检表电 收 尘型号:BS930;规格:2×28/1.5/3×10/0.4;风量:<970000m3/h;气体温度:100~150℃;气体露点:>45℃;压力尘浓度:入口≤100g/m3(标);出口:≤50mg/m3(标);电场横截面积:346m2;电场风速:0.78m/s运行中检查内容1.检查电机、减速机是否振动、异音、发热(<75℃)。
2.检查减速机视镜油位是否在规定的范围内,是否漏油。
3.减速机、电机等地脚螺栓是否松动、脱落。
4.壳体盖板、观察孔等是否密封严实,壳体有无异音、磨漏现象。
6.检查传动链是否完好、是否全面润滑。
7.输送链板、销子是否完好,拉紧装置是否失灵。
8.输送链是否有摩擦引起的异音,输送链轮是否变形,输送链是否跑偏。
1.检查振打各传动罩壳是否完好。
2.检查振打电机、减速机是否有异音、振动、发热(<75℃)。
3.检查锁风阀是否正常,摆减是否有异音、振动、发热(<75℃),油位是否正常。
4.检查判断振打连结杆是否完好。
5.检查本体是否存在漏风、漏灰现象。
停车检查内容1.检查内部是否有存料。
2.壳体内有无异物。
3.输送链板是否磨损、开裂,销轴的紧固、断裂、脱落情况。
4.检查拉链机联轴器柱销磨损。
5.检查头轮齿块磨损情况;6.检查导轨是否变形,磨损是否严重。
1.检查阴、阳极板分布情况是否良好,正常情况异极间距偏差应≤±10mm。
2.所有阴、阳极振打锤头应回复原始位置;3.检查螺丝有无松动,锤头和锤击部分有无断裂和缺损;4.检查振打连结杆是否完好;5.检查排灰系统风、管路等是否正常。
6.检查锁风阀链条、链轮磨损状况。
7.各联结螺栓是否松动电场风速:。
设备巡检记录表设备名称:班别:巡检人:年月日生产、加工、存放场地杀虫、灭鼠记录表归档:清洁卫生记录表记录人:脲醛树脂使用记录表记录人:审核:木材原料供应明细表化工原料供应商明细表卫生防疫制度1.目的对厂区环境、生产车间进行有效的控制和管理,确保厂区和车间不滋生有害生物对产品造成污染。
2.适用范围适用于本公司的厂区、车间。
3.权限公司负责人或生产厂长负责对整个防疫制度执行情况进行监督。
厂区环境卫生由办公室负责,生产部经理负责本车间防疫制度的具体执行,厂检员负责定期检查各防疫制度的落实情况。
4.程序4.1厂区环境卫生的管理要做好周边、厂内及生产车间内的环境卫生工作,提高全体员工的卫生防疫认识。
聘用专(或兼职)人员负责厂区及周边的环境卫生工作。
对厂内的职工食堂、公共厕所、员工宿舍每月进行一次环境卫生自查工作,并做好环境卫生检查记录。
4.2生产车间卫生防疫制度的实施4.2.1要做好卫生防疫工作的硬件建设,确保相关防疫工序有效运行,生产车间重点之一要做好防疫处理,确保进厂的原料能按相关规定要求合理堆放,做好防潮/防霉/防腐处理。
4.2.2车间及工序、成品库房是卫生防疫重要地点,每天下班除留出通风口外,要关闭门窗,工人挑选成品时要认真仔细,防止发霉产品混入合格产品,生产完成后及时打扫、清理杂物,成品包装车间要干净卫生,整齐有序,组装工人组装时要认真仔细,防止发霉产品混入合格产品,包装车间要定期清理、打扫。
成品库要求有垫板或托盘,成品不能直接接触地面,并与墙壁有一定的距离,达到防潮、防霉的目的,心要时还需配备除湿机。
成品库每周定期清扫、检查,保持清洁卫生。
4.2.3 定期检查原料库和各个生产车间,及时清理生产过程中生产的边角废料和相关次品,及时检查各个车间的卫生状况,保持整个生产车间的环境卫生,防止因某些物品存放过久而滋生昆虫对产品造成污染。
4.3 产品出口的防疫管理产品的出口装柜或车时,首先要通知厂检员对产品进行抽样检验检疫,经厂检员检验检疫合格后方能发货,装箱工人要检查和打扫集装箱或货车的车箱,防止有害生物和物质对产品造成二次污染。

德信诚培训网
磨床日常点检记录表
设备编号:设备名称:设备型号:年月班次:
序
号
检查内容时间 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 检查各部位所需
润滑油脂是否充
足,油池中的油
是否充足
开机前
2 检查砂轮是否有
裂纹或缺口等缺
陷
开机前
3 检查、确认急停
旋钮必须处于关
闭位置,以免开
机时碰撞
开机前
4 检查确认各防护
装置完好并处于
关闭状态和正确
位置
开机前
5 启动油泵前,手
动确认行程内无
碰撞,确认工件
安装牢固
开机后
6 工作台往复运动
平稳,换向无冲
击
开机后
7 油、水等有无泄
漏
开机后
8 检查机床运转时
有无不正常的尖
叫声和冲击声
工作中
9 检查液压系统油
量、油压、油温
等是否正常
工作中
10 清扫擦拭设备下班前
德信诚培训网
11 每周清理切削液箱,更换切削液(变脏变味时)
备注:
点
检
人操作者维修人临
检
障或其他原因;除封存设备外,均需填写点检记录表 3、设备有问题或其他情况需要说明时,在备注处填写,如时间,内容等 4、填写符号说明:√:良好×:异常,及时维修△:调整后可运行○:更换切削液。


设备巡检记录水泥厂设备巡检记录巡检日期:XXXX年XX月XX日巡检人员:XXX一、巡检地点及设备名称:1.原料仓库-原料储备仓-运料机-输送带2.磨煤机组-煤磨机-风机3.磨水泥机组-水泥磨-送风机-提升机4.窑炉系统-窑头-窑尾-窑身-窑传动装置-窑冷却风机5.电气控制室-PLC控制器-电力仪表-控制柜-电缆布线二、巡检内容及发现问题:1.原料仓库-原料储备仓和运料机正常运行,无异常情况。
-输送带存在一处松动,需要及时固定以防意外发生。
2.磨煤机组-煤磨机和风机运行正常,无异常情况。
3.磨水泥机组-水泥磨、送风机和提升机正常运行,无异常情况。
4.窑炉系统-窑头、窑尾、窑身表面状况良好,无明显磨损或裂纹。
-窑传动装置存在一处密封不严,导致少量热能损失,需要更换密封件。
-窑冷却风机存在一处噪音较大,需要进行维护及修复。
5.电气控制室-PLC控制器、电力仪表和控制柜正常运行,无故障。
-部分电缆存在老化情况,建议更换以确保安全使用。
三、巡检结果及处理措施:1.原料仓库-输送带松动情况记录,计划下班后进行紧固处理。
2.窑炉系统-窑传动装置密封不严问题已记录,计划在设备停运时更换密封件。
-窑冷却风机噪音较大问题已记录,计划进行维护和修复工作。
3.电气控制室-部分电缆老化问题已记录,计划在空闲期间进行更换。
四、其他问题及建议:1.建议加强设备日常维护工作,确保设备的长期稳定运行。
2.巡检过程中注意安全,保证人员的身体健康。
3.巡检记录应保留并进行归档,便于后续查阅和分析。
巡检人员签名:XXX。
设备操作员日常巡查记录表
日期: [填入日期]
设备名称: [填入设备名称]
一、巡查内容
二、巡查情况说明
请在此填写巡查过程中发现的异常情况、设备故障或需要修理的问题,并在需要的情况下提供详细的描述和相关照片或资料。
请按以下格式填写:
1. 异常情况一:[描述]
- 现象:[描述具体的现象]
- 原因分析:[填写可能的原因分析]
- 解决措施:[填写采取的解决措施]
2. 异常情况二:[描述]
- 现象:[描述具体的现象]
- 原因分析:[填写可能的原因分析] - 解决措施:[填写采取的解决措施]
三、巡查人员信息
四、审核意见
注意:
1. 每个巡查项目的巡查结果根据实际情况填写,可以选择填写“正常”、“异常”或其他相关结果。
2. 如果有异常情况,请提供详细的描述、原因分析和解决措施。
3. 巡查人员和审核人员的姓名、工号和巡查时间、审核时间请
填写完整。
请按照以上格式填写设备操作员日常巡查记录表。
如有问题,
请及时与上级领导或相关部门联系。
谢谢配合!。
编号:JDHT-SLFC-006年月日项目进口压力出口压力出口温度管道温度管道油压流量入口压力出口压力进口压力出口压力出口温度管道温度管道油压流量入口压力出口压力邮箱温度油泵压力邮箱温度油泵压力油箱温度油泵压力供油温度供油压力油箱温度油泵压力供油温度供油压力油箱温度油泵压力供油温度供油压力邮箱温度油泵压力供油温度供油压力Mpa Mpa ℃℃℃Mpa L/min Mpa ℃Mpa Mpa ℃℃℃Mpa L/min Mpa ℃Mpa Mpa℃℃Mpa ℃Mpa ℃℃℃Mpa ℃Mpa ℃℃℃Mpa ℃Mpa ℃Mpa ℃Mpa ℃Mpa ℃Mpa0:001:002:003:004:005:006:007:008:009:0010:0011:0012:0013:0014:0015:0016:0017:0018:0019:0020:0021:0022:0023:00备注: 设备运转正常时打√;有异常时打O;有故障时打×;有收尘器的岗位必须注明本班收尘器是否工作正常;并在记事栏内详细写出异常情况及处理结果。
冀东海天(新线)原料磨岗位巡检记录表记录更改签字1#磨减速机润滑系统2#磨减速机润滑系统1#磨研磨压力2#磨研磨压力1#2#磨选粉机温度1#2#提升机运行状态记 录夜 班白 班过滤器时间班长岗位工班长邮箱温度低压泵高压泵过滤器低压泵邮箱温度高压泵中 班岗位工1#磨磨辊润滑系统2#磨磨辊润滑系统轴承温度绕组温度班长稀油润滑站岗位工1#磨主电机轴承温度绕组温度稀油润滑站2#磨主电机1#磨循环风机主电机稀油润滑站2#磨循环风机主电机稀油润滑站。