连铸保护渣基础知识
- 格式:ppt
- 大小:337.00 KB
- 文档页数:18

【连铸保护渣的作用是什么?】(1)绝热保温防止散热;(2)隔开空气,防止空气中的氧进入钢水发生二次氧化,影响钢的质量;(3)吸收溶解从钢水中上浮到钢渣界面的夹杂物,净化钢液;(4)在结晶器壁与凝固壳之间有一层渣膜起润滑作用,减少拉坯阻力,防止凝壳与铜板的粘结;(5)充填坯壳与结晶器之间的气隙,改善结晶器传热。
一种好的保护渣,应能全面发挥上述五个方面作用,以达到提高铸坯表面质量,保证连铸顺行的目的。
【对保护渣熔化模式有何要求?】在连铸过程中加入到结晶器的保护渣,要完成上述五个方面的功能,必须要求保护渣粉有规定的熔化模式,也就是要求在钢水面上形成所谓粉渣层—烧结层一液渣层的所谓三层结构。
添加到结晶器高温钢液(1500℃左右)面上低熔点(1100~1200℃)的渣粉,靠钢液提供热量,在钢液面上形成了一定厚度的液渣覆盖层(约10~l5mm),钢水向粉渣层传热减慢,在液渣层上的粉渣受热作用,渣粉之间互相烧结在一起形成所谓烧结层(温度在900~600℃),在烧结层上粉渣接受从钢水传递的热量更少,温度低(<500℃),故保持为粉状,均匀覆盖在钢水面上,防止了钢水散热,阻止了空气中的氧进入钢水。
在拉坯过程中,由于结晶器上下振动和凝固坯壳向下运动的作用,钢液面的液渣层不断通过钢水与铜壁的界面而挤入坯壳与铜壁之间,在铜壁表面形成一层固体渣膜,而在凝壳表面形成一层液体渣膜,这层液体渣膜在结晶器壁与坯壳表面起润滑作用,就像马达轴转动时加了润滑油一样。
同时,渣膜充填了坯壳与铜壁之间气隙,减少了热阻,改善了结晶的传热。
随着拉坯的进行,钢液面上的液渣不断消耗掉,而烧结层下降到钢液面熔化成液渣层,粉渣层变成烧结层,再往结晶器添加新的渣粉,使其保持为三层结构,如此循环,保护渣粉不断消耗。
【如何实现使结晶器保护渣粉形成所谓“三层结构”?】要发挥保护渣5个方面功能,就必须使添加到结晶器渣粉形成“三层结构”。
要形成“三层结构”关键是要控制保护渣粉的熔化速度,也就是说,加入到钢液面的渣粉不要一下子都熔化成液体,而是逐步熔化。
连铸保护渣的密度
铸造保护渣是一种重要的铸造过程中添加剂,它可以减少和抑制冶炼过程中熔渣对
精度件的损伤,其主要成分是Fe3O4。
它具有稳定的熔点,可以很好地避免精度件的损伤,特别是在低温熔炼时具有良好的保护效果。
焊接是改变物体的形状和尺寸的一种重要的加工方法。
在焊接过程中,受热比较剧
烈的原料如金属受潮气体的腐蚀,因此涂覆保护渣对精密零件的保护就变得更加重要,这
不仅使物体的形状和尺寸得到保护,而且降低了焊接过程中醒杂元素的湿度和氧化。
焊接物体的结构和均匀性,都取决于涂覆铸造保护渣的质量,厚度和密度。
一般来讲,随着铸造保护渣的厚度和密度的增加,焊接物体的焊接强度也会随之提高,但是,过
厚和过浓的铸造保护渣会导致物体焊接后变形,也会影响焊接组件的可靠性。
因此,为
了保证精度零件的焊接组件的质量,它的厚度和密度一般不宜太高或太低。
根据研究表明,在一般的零件表面,连铸保护渣的密度一般控制在2-4g/cm3,这样可以保证产品表面充分涂覆保护渣,同时也可以抑制和减少外部气体对焊接件的腐蚀性能。
另外,在材料焊接工艺中,连铸保护渣的密度需要根据不同的焊接材料来选择,一般而言,Fe3O4的厚度和密度最高可以达到4~6g/cm3。
最后,在微电子产品的制造中,因为对于
终端产品的要求非常高,有时需要连铸保护渣的密度达到 6–8g/cm3以上,以便得到更好的保护效果。
第一章连铸保护渣研究前言保护渣的作用与分类保护渣与连铸工艺相适应保护渣对铸坯质量的影响一、前言连铸技术以其简化生产工序、提高金属收得率、节能降耗、提高铸坯质量和改善劳动条件等优点而得到迅速发展。
连铸自采用浸入式水口加保护渣浇注的工艺以后,它对稳定连铸工艺,扩大连铸品种,提高铸坯质量和产量都是一项极为有效的技术,因此,连铸保护渣技术已成为现代连铸技术的重要组成部分,如何不断提高连铸保护渣的适用性以提高铸坯表面质量满足连铸生产要求,是当前连铸技术发展的一项重要课题。
二、保护渣的作用与分类2.1 保护渣的作用从总体方面讲,保护渣在连铸过程中有两大功能:一是稳定连铸工艺,保证其顺行;二是提高铸坯的表面和皮下质量。
保护渣在结晶器内具有五个方面的作用。
2.1.1 在结晶器内的绝热保温作用保护渣在结晶器内对钢液面的绝热保温作用,主要是靠保护渣粉渣层厚度和粉渣层的物性来实现(粉渣层厚度、容重及含碳量)。
主要防止结晶器内钢液面结壳和弯月面处温度过低,造成铸坯表面和皮下夹杂。
应根据钢种的需要,选择保护渣的保温性能,否则,将造成铸坯表面和皮下大量夹杂。
2.1.2 防止结晶器内钢液的二次氧化保护渣在结晶器内防止钢液二次氧化的作用,主要靠保护渣液渣层来实现。
通常结晶器内液渣层厚度在10~12mm范围内,在液面稳定,水口插入深度合理的情况下,均能起到很好隔绝空气的作用。
2.1.3 吸收钢液中上浮夹杂物保护渣应具有吸收钢液中上浮夹杂物的能力,特别是结晶器内弯月面处的夹杂物,应及时地被保护渣同化。
否则,将会造成铸坯表面和皮下大量夹杂。
目前做到使保护渣具有吸收夹杂物的能力并不难,而难在保护渣吸收大量夹杂物之后,还要保持其良好的性能,以满足连铸工艺的要求,特别是润滑性能和均匀传热性能。
通常夹杂物含量高的钢种,如含铝、钛和稀土元素的钢种,这些元素的氧化物进入渣中,使保护渣的性能有较大的变化,如保护渣的碱度、熔化温度和粘度发生较大的变化。
浇注过程中覆盖在钢锭模或结晶器内钢液面上稳定浇注操作和改善钢表面质量的一种合成渣。
保护渣按使用范围可分为模注保护渣和连铸保护渣。
浇注过程钢表面产生的缺陷如重皮、翻皮、夹渣、裂纹等,往往都与保护渣性能及操作有关。
渣保护浇注是钢浇注中最常用、最有效的一种工艺。
保护渣在浇注过程中的功能有:(1)防止钢水再氧化;(2)减少钢液面的热损失,防止钢液面过早凝固结壳;(3)溶解吸收钢水表面的夹杂;(4)控制钢坯的传热速度,减少钢坯凝固层厚度方向上的温度梯度产生的热应力;(5)在结晶器与坯壳之间起润滑作用。
对模注保护渣来说主要是前3种功能,而连铸保护渣则具有所有的功能。
模注保护渣可分为上注保护渣和下注保护渣,按其性能有绝热型与吸收型两种。
模注保护渣与连铸保护渣按原料及制备方法不同,有以发电厂飞灰或石墨矿粉等为基的粉状保护渣,合成保护渣,预烧结、预熔保护渣与颗粒保护渣。
使用最广泛的是合成的粉状保护渣和颗粒保护渣。
保护渣的成分通常是以二氧化硅一氧化钙三氧化二铝为基,添加适量的碱土氧化物(如Na2O、Li2O、K2O等)、氟化物(如CaF2、NaF等)及碳质材料(如石墨、焦炭、石油焦及碳化合物等)。
保护渣的主要理化性能有:熔融温度、熔融速度、黏度、表面张力、结晶温度等。
在使用过程中还要求其具有铺展性、保温性、吸收夹杂物的能力,以及化学反应性等。
这些性能与保护渣的原料和熔剂的种类、配比及粉体特性有关。
常用熔剂有苏打、冰晶石、硼砂及氟化物等。
它们均能有效降低熔融温度,加快熔融速度,得到适宜的黏度。
碳是保护渣中不可缺少的材料,它有效调节熔化速度,改善烧结倾向,提高粉渣的保温性能,控制熔渣的氧化性。
当浇注时,模注保护渣以袋装或吊挂方式加入钢锭模内,其加入方法如图。
模注保护渣一旦与钢水接触,立即被加热、熔融、烧结。
在钢液面上形成三层结构,在靠近钢液面上为熔融层,熔融层上为烧结层,最上面是粉状层。
粉状层起着隔热保温作用,熔融层可以减少从大气中吸收氧、氢、氮等气体,溶解吸收夹杂物,渗入到钢锭模与凝固层缝隙中形成渣膜,有效改善传热及表面质量。
个人收集整理勿做商业用途目录中文摘要........................................................................ 错误!未定义书签。
英文摘要........................................................................ 错误!未定义书签。
1 绪论 (1)1。
1连铸保护渣的基本功能及其在结晶器中的行为 (1)1.1。
1连铸保护渣的作用 (1)1。
1。
2连铸保护渣在结晶器内行为 (2)1.2裂纹敏感性钢种连铸面临的问题 (4)1。
3连铸保护渣结晶性能的研究现状 (6)1。
3.1影响连铸保护渣结晶特性的因素 (6)1.3。
2连铸保护渣结晶性能对传热的影响 (7)1。
3。
3结晶器中保护渣控制传热的途径 (8)1.4国内外关于保护渣凝固收缩性能的研究 (9)1。
5本课题的来源、研究的主要内容 (11)2 实验方案与设备 (12)2.1保护渣凝固收缩性能的测试方案 (12)2。
1.1保护渣体积变化率的评价方法 (12)2。
1。
2保护渣结晶体、玻璃体密度的测试方法 (12)2.1.3实验过程中渣样的对比研究方案 (14)2。
2实验渣成分的设计 (15)2. 3与保护渣结晶性能相关的参数的测定 (18)2.3。
1保护渣定点粘度、粘温曲线的测试 (18)2。
3.2保护渣熔化温度的测试 (20)3 实验结果及分析 (22)3.1相同渣系组分对结晶性能、凝固收缩性能影响的探讨 (22)3.2不同渣系的保护渣凝固收缩性能的探讨 (27)3。
3不同冷却速度对凝固收缩性能的影响的探讨 (28)4 结论 (30)5 致谢 (30)参考文献 (32)1 绪论连铸保护渣是连铸过程中关键性辅料,对连铸工艺的顺行和铸坯表面质量的控制具有重要影响。
保护渣从加入到离开结晶器这一过程中所发挥的作用可归结为:对结晶器钢液面绝热保温,避免钢液凝固;保护钢液面不受空气二次氧化;吸收钢液中上浮的夹杂物;润滑运动的铸坯;均匀和调节凝固坯壳向结晶器的传热.在上述诸多功能中,最重要的是润滑铸坯和控制传热两大特性。

保护渣学习总结1、保护渣的分类形状分为:粉渣和颗粒渣,其中颗粒渣分为实心渣和空心渣;按原料处理分为:混合型、烧结型、预熔型;其他还可按用途、钢水成分、钢坯形状分类。
2、保护渣的作用(1)防止钢液二次氧化中间包注流进入结晶器,由于注流的冲击作用,使结晶器内金属表面不断更新。
当保护渣加入到结晶器内钢液面时迅速形成液渣层、烧结层和固渣层,并均匀地铺展在钢液面上使之与空气隔绝,从而有效地阻止空气进入到钢液中,防止钢液二次氧化。
(2)绝热保温减少钢液热损失钢液表面的凝固和弯月面初生坯壳的提前凝固对铸坯表面将产生不良的影响。
因为钢液中的上浮夹杂物有可能被凝固的铁的结晶体捕集,形成一个有金属和氧化物组成的硬壳结构,它被卷入坯壳后能造成严重的缺陷。
渣的保温作用通过覆盖在钢液面上的具有温度低、体积密度小的固渣层来实现。
因此适当增加固渣层的厚度,可以提高渣的绝热保温性能,并使液渣层的温度升高。
但过厚的固渣层会延长保护渣在高温下的烧结时间,导致结团和渣条严重危害连铸生产的风险。
(3)吸收和溶解非金属夹杂物进入结晶器的钢液不可避免地带入非金属夹杂物,此外结晶器内铸坯液相穴内上浮到钢液弯月面的夹杂物有可能被卷入坯壳形成表面和皮下夹杂缺陷。
从热力学的观点来看,硅酸盐渣系能吸收和溶解此类非金属夹杂物,但其溶解速度受到许多因素的影响。
在大力实施经济洁净钢生产模式下,钢水中夹杂虽然减少,但进入保护渣后对熔渣性能有影响,希望保护渣的性能变化要控制在连铸工艺许可范围之内。
(4)在结晶器壁和坯壳之间起润滑作用凝固的坯壳与结晶器铜壁之间需要一层性状合适、厚度均匀的液渣来减小固—固摩擦力。
钢液面上的液渣层源源不断地为坯壳和结晶器壁间提供润滑剂。
为了保证液渣不断供给,弯月面处必须保持通畅,而且为了使润滑作用充分发挥,液渣要具有玻璃态的性能,液渣内不应有高熔点晶体析出。
浇铸时铸坯的向下运动和结晶器的振动使液渣在结晶器壁和坯壳之间形成渣膜,为减小摩擦力,必须保持一定的液渣消耗。
3. 中碳钢板坯连铸保护渣根据钢水凝固特性,国际上通常将钢中[C]≈0.09~0.25%的钢种称为中碳钢,而在我国,则将[C] ≈0.25~0.50%的钢种划入中碳钢之列,但不管如何划分,中碳钢在我国目前连铸生产品种中所占比例最高,此外,不少中碳低合金钢亦归入此列。
由于中碳钢特殊的凝固特性,铸坯表面容易产生纵裂纹、星状裂纹等典型缺陷,针对这类问题,结晶器保护渣必须采用不同于低碳和超低碳钢的特殊对策,才干保证无缺陷铸坯的工业化生产。
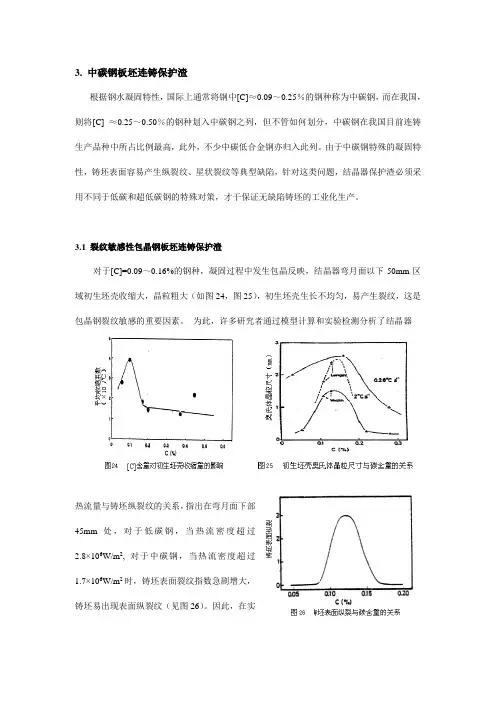
3.1 裂纹敏感性包晶钢板坯连铸保护渣对于[C]=0.09~0.16%的钢种,凝固过程中发生包晶反映,结晶器弯月面以下50mm区域初生坯壳收缩大,晶粒粗大(如图24,图25),初生坯壳生长不均匀,易产生裂纹,这是包晶钢裂纹敏感的重要因素。
为此,许多研究者通过模型计算和实验检测分析了结晶器热流量与铸坯纵裂纹的关系,指出在弯月面下部45mm处,对于低碳钢,当热流密度超过2.8×106W/m2, 对于中碳钢,当热流密度超过1.7×106W/m2时,铸坯表面裂纹指数急剧增大,铸坯易出现表面纵裂纹(见图26)。
因此,在实际生产中一方面减弱结晶器水冷强度,另一方面重要通过采用结晶体状态的保护渣。
国内外目前倾向于采用高碱度保护渣,通过:①减少透明玻璃体达成减少辐射传热;②结晶体内的微孔和界面极大地削弱晶格振动,从而减弱传导传热,达成减缓传热和减少裂纹的目的。
但是,当保护渣碱度过高,析晶温度过高时易严重恶化铸坯润滑状况,导致铸坯粘结和漏钢,连铸生产被迫采用减少拉坯速度的技术路线,这使得连铸机生产率和产能减少20%~30%;如何协调好玻璃体和结晶体的比例,这在国内外许多连铸生产中都还没有得到妥善解决。
为了开发出对中碳钢连铸工艺适应性强的结晶器保护渣,必须针对上述问题,综合分析保护渣重要组份对结晶性能和玻璃化特性的综合影响情况,在此基础上,才干设计保护渣配方。
3.1.1 保护渣组成与结晶性能和玻璃化特性的基本关系为了弄清和明保证护渣组份对其结晶行为的影响规律,本研究一方面采用化学纯试剂配制渣样(见表16),采用旋转粘度计测试保护渣在1300℃下的粘度,并在降温条件下测试保护渣粘度--温度曲线关系。
连铸理论及工艺
流入坯壳和结晶器间隙内的液态渣形成渣膜,以控制铸坯向结晶器传热速度,保持坯壳均匀生长。
2010-11-293
两
这是一个以硅灰形态存在的低熔化温度区,,恰与保护渣碱度要求相
℃:
:
A
B
11
几种保护渣成分范例:
2010-11-2917
几种主要助熔剂对保护渣熔化温度的影响规律
熔化速度
保护渣熔化速度的影响因素
31
32
凡是能向炉渣中提供多余氧离子和取代氧离子的物质,均可以使炉渣粘度降低。
这些物质包括几乎所有的碱金属氧化物和碱土金属氧化物。
保护渣粘度测定方法
z 熔渣吸收Al 2O 3的量主要取决于
α。
本图表示的是根据上式计算得到的不同α(或β)的保护渣,Al 2O 3随时间的变化。
其中α和β具有相同的意义,β的量纲为g/(cm 2.s)。
α和β表征保护渣吸收Al 2O 3能力的大小,其值主要受化学成分的影响。
40
2010-11-2941
2010-11-2950。
连铸保护渣研究保护渣的作用与分类保护渣与连铸工艺相适应保护渣对铸坯质量的影响一、前言连铸技术以其简化生产工序、提高金属收得率、节能降耗、提高铸坯质量和改善劳动条件等优点而得到迅速发展。
连铸自采用浸入式水口加保护渣浇注的工艺以后,它对稳定连铸工艺,扩大连铸品种,提高铸坯质量和产量都是一项极为有效的技术,因此,连铸保护渣技术已成为现代连铸技术的重要组成部分,如何不断提高连铸保护渣的适用性以提高铸坯表面质量满足连铸生产要求,是当前连铸技术发展的一项重要课题。
二、保护渣的作用与分类2.1 保护渣的作用从总体方面讲,保护渣在连铸过程中有两大功能:一是稳定连铸工艺,保证其顺行;二是提高铸坯的表面和皮下质量。
保护渣在结晶器内具有五个方面的作用。
2.1.1 在结晶器内的绝热保温作用保护渣在结晶器内对钢液面的绝热保温作用,主要是靠保护渣粉渣层厚度和粉渣层的物性来实现(粉渣层厚度、容重及含碳量)。
主要防止结晶器内钢液面结壳和弯月面处温度过低,造成铸坯表面和皮下夹杂。
应根据钢种的需要,选择保护渣的保温性能,否则,将造成铸坯表面和皮下大量夹杂。
2.1.2 防止结晶器内钢液的二次氧化保护渣在结晶器内防止钢液二次氧化的作用,主要靠保护渣液渣层来实现。
通常结晶器内液渣层厚度在10~12mm范围内,在液面稳定,水口插入深度合理的情况下,均能起到很好隔绝空气的作用。
2.1.3 吸收钢液中上浮夹杂物保护渣应具有吸收钢液中上浮夹杂物的能力,特别是结晶器内弯月面处的夹杂物,应及时地被保护渣同化。
否则,将会造成铸坯表面和皮下大量夹杂。
目前做到使保护渣具有吸收夹杂物的能力并不难,而难在保护渣吸收大量夹杂物之后,还要保持其良好的性能,以满足连铸工艺的要求,特别是润滑性能和均匀传热性能。
通常夹杂物含量高的钢种,如含铝、钛和稀土元素的钢种,这些元素的氧化物进入渣中,使保护渣的性能有较大的变化,如保护渣的碱度、熔化温度和粘度发生较大的变化。
保护渣加入到这一类钢液面上,进行如下反应:3(SiO2)+4[Al]=3[Si]+2(Al2O3)(SiO2)+[Ti]=[Si]+(TiO2)(SiO2)+2[Re]=[Si]+2[ReO]解决这一类钢种时,常选用高碱性高玻璃化的专用保护渣,收到良好效果。