热轧带钢及板坯标准要求及不同厚度精度范围
- 格式:docx
- 大小:27.86 KB
- 文档页数:4
热轧钢板标准热轧钢板是一种重要的金属材料,广泛应用于建筑、机械制造、船舶制造、汽车制造等领域。
其质量标准对于保障产品质量、推动行业发展具有重要意义。
下面将介绍热轧钢板的相关标准。
首先,热轧钢板的质量标准主要包括国家标准、行业标准和企业标准。
国家标准是指由国家相关部门制定并颁布的具有普遍适用性的标准,如《GB/T 3274-2017 碳素结构钢和低合金结构钢热轧钢板和钢带》。
行业标准是指在特定行业领域内制定并实施的标准,如《YB/T 4159-2007 热轧钢板和钢带尺寸、形状、重量和允许偏差》。
企业标准是指企业根据自身生产实际情况自行制定并实施的标准,如《企业内控标准Q/320206GAD001-2016 热轧钢板》。
其次,热轧钢板的质量标准主要包括化学成分、机械性能、尺寸偏差、表面质量等方面。
化学成分是衡量热轧钢板质量的重要指标之一,包括碳含量、硫含量、磷含量等。
机械性能是指热轧钢板在特定条件下所表现出的力学性能,包括抗拉强度、屈服强度、延伸率等。
尺寸偏差是指热轧钢板在生产过程中可能出现的尺寸误差,包括厚度偏差、宽度偏差、长度偏差等。
表面质量是指热轧钢板表面的光洁度、平整度、氧化皮、锈蚀等情况。
再次,热轧钢板的质量标准对于保障产品质量、提高产品竞争力具有重要意义。
符合标准的热轧钢板能够保证产品的使用性能和使用寿命,降低使用成本,提高产品的市场竞争力。
同时,质量标准的制定和执行也能够规范市场秩序,促进行业健康发展。
最后,热轧钢板的质量标准需要不断完善和提高。
随着科学技术的不断进步和市场需求的不断变化,热轧钢板的质量标准也需要不断进行修订和更新,以适应新的生产技术和市场需求,促进行业持续健康发展。
总之,热轧钢板的质量标准是保障产品质量、推动行业发展的重要保障。
各相关方应严格执行标准,不断提高产品质量,促进行业的健康发展。
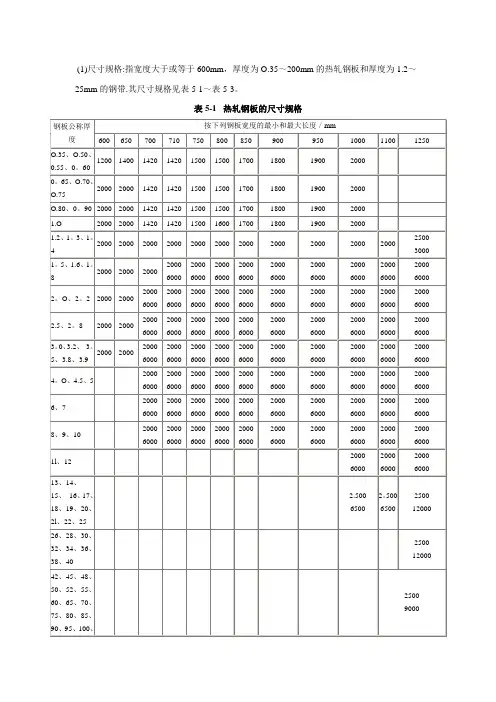
(1)尺寸规格:指宽度大于或等于600mm,厚度为O.35~200mm的热轧钢板和厚度为1.2~25mm的钢带.其尺寸规格见表5-1~表5-3。
表5-1 热轧钢板的尺寸规格
表5-2热轧钢带的尺寸规格
表5—3热轧钢板的理论质量
(2)允许偏差见表5-4一表5-9。
表5—4热轧钢板和钢带的厚度允许偏差
表5—5切边钢板的宽度允许偏差
表5—6钢带的宽度允许偏差
表5—7纵剪钢带的宽度允许偏差
表5-8热轧钢板的长度允许偏差
表5-9热轧钢板和钢带的外形
注:表中规定的平面度只适用于屈服点下限值不超过460MPa的钢板,屈服点超过的以及进行调质的钢板,其平面度最大值为表内规定的1。
5倍。

热轧带肋钢筋标准热轧带肋钢筋是建筑工程中常用的一种钢材,它具有优良的机械性能和良好的可焊性,广泛应用于混凝土结构中。
为了确保建筑工程的质量和安全,国家对热轧带肋钢筋的生产和使用制定了一系列的标准,下面将对热轧带肋钢筋的标准进行介绍。
首先,热轧带肋钢筋的标准主要包括国家标准和行业标准两大类。
国家标准是由国家标准化管理委员会制定发布的,具有强制性;而行业标准是由相关行业协会或组织制定的,具有一定的指导性和参考性。
在实际生产和使用中,必须严格按照这些标准进行生产和验收,以确保热轧带肋钢筋的质量和安全性。
其次,热轧带肋钢筋的标准主要包括材质、规格、机械性能、化学成分、允许偏差等内容。
其中,材质是指热轧带肋钢筋的原材料,一般为碳素钢或合金钢;规格是指热轧带肋钢筋的直径、长度和形状等参数;机械性能是指热轧带肋钢筋在拉伸、弯曲和冲击等方面的性能指标;化学成分是指热轧带肋钢筋中各种元素的含量要求;允许偏差是指热轧带肋钢筋在生产和使用过程中允许的尺寸和性能偏差范围。
此外,热轧带肋钢筋的标准还包括了生产工艺、质量检验、包装运输等方面的要求。
生产工艺是指热轧带肋钢筋的生产流程和工艺控制要求;质量检验是指热轧带肋钢筋在生产过程中和出厂前的各项检验项目和标准;包装运输是指热轧带肋钢筋在运输和储存过程中的包装方式和要求。
总的来说,热轧带肋钢筋的标准是建筑工程中必须严格遵守的重要依据,它直接关系到建筑工程的质量和安全。
只有严格按照标准要求生产和使用热轧带肋钢筋,才能保证建筑工程的质量和安全。
因此,生产企业和施工单位都应该加强对热轧带肋钢筋标准的理解和执行,确保建筑工程的质量和安全。
热轧产品基本知识及标准1、热连轧钢板产品简介:热连轧钢板、带产品,是以板坯主要为连铸坯为原料,经加热后由粗轧机组及精轧机组制成带钢.从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线平整、矫直、横切或纵切、检验、称重、包装及标志等加工而成为钢板、平整卷及纵切钢带产品.由于热连轧钢板产品具有强度高,韧性好,易于加工成型及良好的可焊接性等优良性能,因而北广泛应用于船舶、汽车、桥梁、建筑、机械、压力容器等制造行业.随着热轧尺寸精度、板形、表面质量等控制新技术的日益成熟以及新产品的不断问世,热连轧钢板、带产品得到了越来越广泛的应用并在市场上具有越来越强的竞争力.一般说明热连轧钢板产品,钢种规格品种繁多,用途广泛,从一般的工程结构至汽车、桥梁、船舶、锅炉压力容器等制造,都得到大量使用.各种不同用途,对钢板的材质性能、表面质量及尺寸、外形精度等要求也各不相同,因此,必须对热轧钢板产品的品种、材质、特性及其用途有所了解,才能做到经济、合理利用.2、力学性能考虑要点力学性能名词术语1力学性能:钢板的力学性能式指钢板在受力作用下所显示与弹性或非弹性反应相关或涉及应力——应变关系的性能.抗拉强度、屈服点、伸长率及冲击吸收功是表示热轧钢板力学性能的主要指标.其大小表示钢材抵抗各种作用的能力的大小,是评定钢板材料质量的主要判据,也是钢板制件设计时选材和进行强度计算的主要依据.2力学性能实验:测定热轧钢板力学性能的实验主要有拉伸试验及冲击试验等.3屈服强度:试样在拉伸过程中,负荷不增加或开始有所降低而试样仍能继续伸长变形时的应力.钢材的屈服强度愈低,产生永久变形所需的力愈小,即愈容易成形加工.4抗拉强度:试样拉伸时,在拉断前所承受的最大应力.当材料所受的外应力大于其抗拉强度时,将会发生破裂,因此,钢板材料的抗拉强度愈大,则表示它愈能承受大的外应力而不断裂.5伸长率:试样在拉断后,其标距部分所增加的长度与原标距长度的百分比.伸长率的比数愈大,则表示材料在受力破坏前可以经受永久变形的性能塑性愈好;反之则塑性愈差.6冲击功冲击吸收功:冲击试验时,规定形状和尺寸的试样在冲击力一次作用下折断时所吸收的功,冲击功的大小,表示金属材料对冲击负荷的抵抗能力.冲击功愈高,则材料抗突然脆断的能力愈强.热连轧钢板产品的选用1力学性能与可成形性及使用性能的关系要使钢板获得所需的形状,必须使其永久变形,所采取的工艺可以是局部或整体弯曲、深冲、张拉或这些成型方法的组合.1薄钢板的屈服强度表示出成形后的可成形性和强度,对普通碳素钢板的成形,屈服点值过高,常常有可能发生过大的回弹、成形时容易破断,磨具磨损快以及由于塑性不良而出现缺陷.然而材料的屈服点小于140Mpa时,又可能经受不住成形过程中施加的应力,对用于较复杂或复杂成形加工或冲压加工的钢板,通常要求具有比较低的屈服强度值,而且屈服比值愈小,由钢板的成形性能愈好.2中厚板的冷态可成形性与材料的屈服强度和伸长率有直接关系.屈服强度值愈低,产生永久变形所需的应力愈小;伸长率值愈高,高的延展性可以允许承受大的变形量而不致断裂.3对用于建筑结构、桥梁及机械结构件的钢板,为防止构件断裂,要求钢板材料具有特点的抗拉强度,而为防止构件变形,又要求钢板材料具有一定的屈服强度,因此对这类用途的钢材都要求规定抗拉强度、屈服强度的最小值或范围值.4对用于承受冲击负荷变形,例如船舶、桥梁、石油、天然气管线用钢板,为防止其使用中发生脆性断裂,又要求其具有一定足够高的冲击韧性-冲击功值.2钢板品种类别的选用.热连轧钢板产品包括带卷及由其剪切而成的钢板.而钢带卷又可分为直发卷及精整卷分卷,平整分卷及纵切带卷.由于直发卷未经重卷,未切除钢带头尾尺寸变化部分并且未经矫直和平整,因此直发卷带有舌头和鱼尾,并且容易发生头尾厚度、宽度不均,边部浪形,折边、塔形以及开卷后出现折皱腰折等缺陷,因此对钢板的表面质量,板形要求比较高的用途而言,不宜选用热轧直发卷,而应选用经过精整线重卷、平整的平整卷.钢板与平整卷3钢板材质的选用3、热轧系列产品介绍产品牌号及标准可供规格范围Hot Rolled Product Grade & StandardScope of supply。
冷轧的定义是再结晶下的轧制,但一般理解为使用常温轧制材料的轧制.铝冷轧分为板轧和箔轧.厚度在0.15~以上的称为板,0.15~以下的称为箔.欧美多采用3~6台连续式轧机作为冷轧设备生产工艺生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。
而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。
规格:厚度为0.2-4mm,宽度为600-2 000mm,钢板长度为1 200-6 000mm。
牌号:Q195A-Q235A、Q195AF-Q235AF、Q295A(B)-Q345 A(B);SPCC、SPCD、SPCE、ST12-15;DC01-06性能:主要采用低碳钢牌号,要求具有良好的冷弯和焊接性能,以及一定的冲压性能。
应用领域冷轧板带用途很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。
冷轧薄钢板是普通碳素结构钢冷轧板的简称,也称冷轧板,俗称冷板,有时会被误写成冷扎板。
冷板是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。
由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。
适用牌号:Q195、Q215、Q235、Q275;SPCC(日本牌号);ST12(德国牌号)符号:1、Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最好,能较好地满足一般的使用要求,所以应用范围十分广泛。
初学必看|热轧常识知多少1概述热轧:热轧(hot rolling)是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。
热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。
从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
简单点儿来说,一块钢坯在加热后精过几道轧制,再切边,矫正成为钢板,这种叫热轧。
中文名:热轧外文名:hot rolling定义:在再结晶温度以上进行的轧制。
钢板宽度:50mm或10mm倍数的任何尺寸尺寸规格:钢板尺寸应符合表《热轧钢板的尺寸规格(摘自GB/T709-2006)》的规定。
钢板宽度也可为50mm或10mm倍数的任何尺寸,钢板长度为100mm或50mm倍数的任何尺寸,但厚度小于等于4mm,钢板的最小长度不得小于1.2m,厚度大于4mm钢板的最小长度不得小于2m。
根据需要要求,厚度小于30mm的钢板,厚度间隔可为0.5mm。
根据需要要求,经供需双方协商,可以供应其他尺寸的钢板和钢带。
注:表中规定的不平度只适用于屈服点下限不超过460N/mm2的钢板,屈服点超过的以及进行调质的钢板,其不平度的最大值为表中规定的1.5倍。
钢带的镰刀弯每米不得大于3mm。
切边钢板应切成直角,切斜和镰刀位不得使钢板长度和宽度小于公称尺寸,并须保证订货公称尺寸的最小矩形。
钢带应卷成卷。
重量:钢板和钢带按实际重量或理论重量交货。
理论重量计算钢的密度,碳素钢为7.85g/cm3。
其他钢种按相应标准的规定。
W=7.85 X b式中b为厚度。
2优点与缺点优点(1)热轧能显著降低能耗,降低成本。
热轧时金属塑性高,变形抗力低,大大减少了金属变形的热轧型钢能量消耗。
(2)热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工性能。
薄规格热轧带钢轧制技术研究摘要:常规热连轧相对于薄板坯连铸连轧而言,不具有铸坯薄、轧件头尾和断面温度均匀等优点,因而在薄规格轧制方面没有优势。
但是随着各轧机设备的功能不断优化,计算机控制技术的不断提高,核心配套制造水平的不断提升,市场对钢铁材料综合性能要求的不断更新,真正实现了热轧带钢产品从规格到品种的全覆盖,因此提高热轧薄规格的稳定性是该生产线追求的新目标。
本文从温度控制、中间坯形状控制、穿带翘头、甩尾等方面对常规2250mm热连轧生产线轧制薄规格的关键技术进行了分析和总结。
关键词:薄规格热轧带钢;轧制技术前言目前受国内钢铁行业遇冷、钢材产量饱和、国内外钢铁企业盈利空间下降等影响,业内大多数企业处于微利或亏损状态。
因此,如何降低生产经营成本、提高经济效益成为钢铁厂的主要目标,其中生产薄规格产品就是有效措施之一,也是衡量一个企业生产技术水平的主要指标。
1存在的问题虽然薄规格的吨钢价格较高,但是薄规格产品轧制时,极易在带钢头部发生轧破、轧碎,在带钢尾部发生甩尾等问题,并使后续生产的带钢产生硌印、卡钢的几率大大增加。
以上轧制不稳定的情况对薄规格产品,特别是极限规格产品批量组织生产带来困难,而且对各项工艺指标(终轧温度、平直度、凸度等)的控制产生影响,使带钢内部组织产生不一致,导致产品性能和尺寸精度不合格,影响正常的交货周期。
2轧制薄带钢控制措施2.1温度控制2.1.1 中间坯长度上温差控制轧制厚度2.0mm及以下薄规格产品,中间坯长度约60m以下,而厚度仅为38mm,按精轧轧制时间2.0min计,中间坯的头尾温差达60~80℃。
为了有效减小中间坯在长度方向上的温差,采取了以下的措施:(1)提前投入中间坯保温罩;(2)提高精轧机轧制速度,适当提高终轧温度;(3)薄规格计划不安排10米以上板坯,减小中间坯长度;(4)加热炉烧钢时,坯料头部温度适当比尾部提升10~20℃。
通过以上措施,中间坯的头尾温差基本控制在50℃以内。
热轧钢板技术标准嘿,朋友们!咱今儿来聊聊热轧钢板技术标准这档子事儿。
你说这热轧钢板啊,就像是咱过日子的顶梁柱!它得够结实、够耐用,才能撑起各种大场面。
那这技术标准呢,就是给它立的规矩,就好比咱出门得穿戴整齐一样重要。
你想想看,要是没有严格的标准,那出来的热轧钢板质量参差不齐,有的软得像面条,有的脆得像饼干,那可怎么行呢!咱盖房子、造车子、做各种大工程可都指望它呢!这就好比你去买鞋,总不能一只大一只小,或者一穿就破吧。
咱先说这尺寸标准。
热轧钢板的尺寸可不能马虎,长了短了、宽了窄了都不行。
就跟你裁衣服似的,尺寸不对,那做出来的衣服能合身吗?肯定不能啊!所以这尺寸得精确,该多长就多长,该多宽就多宽,一点儿都不能差。
再说说这性能标准。
它得有足够的强度吧,要不然稍微使点劲就变形了,那还能用吗?就好像一个人,要是弱不禁风的,一阵风就能吹倒,那能成啥事儿啊!还有韧性,不能硬邦邦的像块石头,得能屈能伸,遇到点事儿能抗得住。
这表面质量也很重要啊!不能坑坑洼洼的,看着都不舒服,更别说用起来了。
这就好比人的脸,要是满脸麻子痘痘,你看着不别扭啊?得光滑平整,让人看着就喜欢。
还有啊,这生产过程也得严格按照标准来。
温度不能太高也不能太低,时间不能太长也不能太短。
这就跟做饭似的,火候掌握不好,做出来的菜能好吃吗?咱国家在这热轧钢板技术标准上可是下了大功夫的!就是为了让咱用上高质量的钢板,让咱的各种工程都稳稳当当的。
咱可不能小瞧了这技术标准,它可是关系到咱生活的方方面面呢!你想想,要是没有它,咱的高楼大厦能建得起来吗?咱的汽车火车能跑得起来吗?所以啊,大家一定要重视这热轧钢板技术标准,就像重视咱每天要吃的饭一样。
让我们一起为高质量的热轧钢板加油,为我们美好的生活添砖加瓦!这可不是开玩笑的事儿,这是实实在在关系到咱每个人的大事儿啊!原创不易,请尊重原创,谢谢!。
1、板坯尺寸要求
板坯采用100%的连铸坯
板坯厚度:210、230mm
板坯宽度:950~1650mm
板坯长度:长尺:9000~11000mm
短尺:4500~5300mm
最大坯重:32.5t
厚度公差:±5mm
宽度公差:±10mm
长度公差:±30mm
镰刀弯:长尺:≤50mm 短尺:≤25mm
上下弯:长尺:≤50mm 短尺:≤25mm
板坯表面不允许有裂纹、角裂、拉裂和结疤
板坯端面不允许有肉眼可见的内裂
板坯表面允许有深度不大于3mm的气孔、划痕、凹坑,以及深度不大于2mm的水纹
2、产品的质量要求
2.1 产品的尺寸、外形质量应符合GB709-88的规定
①厚度偏差如表1-6所示
②宽度偏差带宽≤1000mm+20mm
带宽>1000mm +30mm
③带钢的镰刀弯每米不大于3mm
④塔形高度
产品厚度<2.5mm 产品厚度≥2.5mm
带宽≤1000mm60 50(60*)
带宽>1000mm 80 70(80*)
* 塔形的高宽比≤1.0时适用
2.2 表面质量要求
产品表面质量的保证条件一般参照碳素钢和低合金钢的GB912—89(适用于厚度
≤4.0mm的产品)与GB3274—88(适用于厚度>4.0mm的产品)的现行国标。
(1)GB/912—89
①钢板表面不允许有裂纹、结疤、折迭、气泡和夹杂,钢板不得有分层。
②钢板和钢带的表面允许有深度和高度不大于厚度公差之半的折印、麻点、划伤、小拉痕、压痕以及氧化铁皮脱落所造成的表面粗糙等局部缺陷。
对表面的薄层氧化铁皮,轻微铁锈和残余涂料、污迹等不影响表面检查的局部缺陷允许存在。
③钢板和钢带表面的局部缺陷,允许用修磨方法清除,但清除深度不得大于钢板和钢带厚度公差之半。
④钢带允许带缺陷交货,但缺陷部分,不得超过每卷总长度的8%。
表1-6 产品厚度精度
注:带钢两端不考核的总长度<90/公称厚度,且最大不超过20m
(2)GB/3274—88
①钢板表面不得有气泡、结疤、拉裂、裂纹、折迭、夹杂和压入氧化铁皮,钢板不得有分层。
②钢板表面允许有不妨碍检查表面缺陷的薄层氧化铁皮,铁锈,由于压入氧化铁皮脱落所引起的不显著的粗糙、划痕,轧辊造成的网纹及其它局部缺陷,但凸凹度不得超过钢板厚度公差之半,对低合金钢板和钢带并应保证不超过钢板允许的最小厚度。
③钢板表面的缺陷,不允许焊补和堵塞,应用凿子或砂轮清理,清理处应平缓无棱角,清理深度不得超过钢板厚度负偏差范围,对低合金钢板并应保证不超过钢板的允许最小厚度。
④成卷钢带允许带缺陷交货,但表面缺陷质量不正常部分,不得超过每卷钢带总长度的10%。
⑤切边钢板和钢带的边缘,不得有锯齿形凸凹,但允许有深度不大于2mm,长度不大
于25mm的个别裂纹。
不切边钢板和钢带,因轧制而产生的边裂及其它缺陷,其横向深度不得超过钢板和钢带宽度偏差之半,并且不得使钢板小于公称宽度。
2.3 产品质量中的理化指标应根据不同的钢号、用途分别符合其相应交货标准的规定。
①按现行国标生产的钢号与其对应的产品标准
表1-7 现行国标生产的钢号与其对应的产品标准
②按日本标准生产的钢号与其对应的产品标准
③按德国标准生产的钢号与其对应的产品标准
④按美国材料实验室标准生产的钢号与其对应的产品标准
表1-10 美国材料实验室标准生产的钢号与其对应的产品标
⑤按英国欧洲标准生产的钢号与其对应的产品标准。