安钢3500mm炉卷轧机生产线论文:安钢3500mm炉卷轧机生产线卷取系统设备优化及改造
- 格式:doc
- 大小:27.50 KB
- 文档页数:7

激光测长系统在安钢炉卷机组横剪测长定尺系统应用与研究【摘要】安钢3500炉卷机组横剪测长定尺系统改造中,选用了德国POL YTEC公司激光测量仪、信号处理器和激光金属探测器共同组成钢板剪切跟踪系统,能够及时修正并跟踪锁定剪切线,实现定尺剪切精确定位,完全能够满足生产要求。
【关键词】激光测量仪;非接触式测长系统横剪测长定尺系统1. 概述安钢3500炉卷机组原钢板长度测量系统采用皮圈式测量轮,在轧线自动化V-Tool程序中通过积分累加来实现。
由于测量轮和剪切钢板之间存在一定打滑现象,导致长度测量误差较大;而且原钢板剪切数据需要人工手动输入,再反馈给三级EMS生产管理系统,极易造成数据录入错误,造成重大质量异议。
实际使用中,因为原钢板定尺剪切程序控制冗繁和原横剪测长系统人机交互界面HMI 不完善,剪切周期长,自动剪切故障率高,使用稳定性差,无法满足生产快速剪切需要。
为减少钢板定尺长度计量误差,降低钢板长度短尺引起质量异议,我们攻克技术控制难题,选用了德国POL YTEC公司激光测速仪、信号处理器和激光金属探测器共同组成钢板剪切跟踪系统,对3500炉卷机组横剪测长定尺系统进行改造。
2. 系统改造技术方案该系统选用了德国POLYTEC公司激光测量仪、信号处理器和激光金属探测器共同组成钢板剪切跟踪系统,能够及时修正并跟踪锁定剪切线。
该测量系统结构坚固,具有IP66 防护等级的LSV-E-300 信号处理器既为传感器提供电源又调节和处理测量头信号,可以实现高抗干扰能力和提供较高剪切精度。
处理器接收过程控制器的指令,使用笔记本电脑的串行口还能监控它的状态。
通过以太网接口,LSV 控制器可以很容易的与局域网连接。
长度和速度数据在每个输出端口同时显示和刷新,刷新速率为1ms。
而且剪切测长系统可以实时测量子板长度,存储剪切长度,显示镜头温度,检测精度在5MM内,能够满足生产要求。
德国POL YTEC公司激光测量仪采用红色可见激光,可以有效消除了钢板自身红外线产生的背景噪声。
11工业技术0 引言 某钢厂炉卷生产线加热炉使用的出钢机用于将加热完成的板坯由炉内移动至出钢辊道。
加热炉出钢机升降动作设计为平行布设八根出钢臂,分为1号与2号出钢机,有4个液压缸驱动,每个液压缸推动2根出钢臂完成升降动作。
出钢机的升降过程采用分段变速进行相应的控制,由相应1号至4号液压比例阀组控制。
动作模式分1号出钢机单动、2号出钢机单动与共同动作三种。
现场在2号液压缸与3号液压缸上安装位置检测元件,安装行程为280MM外置式位移传感器作为位置反馈,并在相同位置安装2个接近开关分别定位为上位与下位。
接近开关作为动作到位信号,位移传感器信号作用于速度控制中的反馈环节。
1号与4号比例阀使用与相邻阀的速度给定,无单独位置反馈。
在生产中,由L2计算机发出动作标记与动作命令,出钢机按计算行程完成前进、上升、后退、下降的步骤将板坯由炉内步进梁移至出钢辊道。
1 问题及原因分析 在长时间生产中,原设计逐渐暴露出多种问题,给生产与设备维护造成极大的困扰,具体弊端分为以下几类:1.1 位置检测元件故障 液压缸位置检测元件安装在出钢臂下基坑内,高温潮湿环境较差。
如果位移传感器出现故障,程序中判断无位置反馈,将直接停止给比例阀的升降信号,造成出钢机无法升降,如果在程序中强制信号,出钢臂升降将不会变速,会使板坯高速撞击辊道造成板坯变形并损坏设备。
如接近开关故障,则造成无位置检测或某一位置常到位,也不允许动作,程序中强制信号只能手动动作,无法自动运行,会造成板坯温度下降引起产品质量问题。
处理故障元件时由于基坑内作业空间狭小,出钢机如出现误动作将会伤人,所以又必须关闭液压系统与平移动力电源,造成每次出现故障处理时间较长。
因处理时间过长,又会造成板坯在炉时间过长,造成板坯过烧、脱碳等一系列问题。
1.2 液压比例阀特性变化 长时间生产中,液压比例阀的特性会出现变化,差别虽然很小,但在开环系统中会出现误差累计。
经过长时间观察,液压比例阀特性会受环境温度、液压油温度、液压油洁净程度等外界原因影响出现不可控的变化。
第23卷第1期 •28•2017年2月宽厚板W I D E A N D H E A V Y P L A T EV o l.23,N o. 1February 2017炉卷轧机轧制钢板表面质量改进实践温斌李娜于爱民陈尹泽(安阳钢铁集团有限责任公司技术中心)摘要针对炉卷乳机乳制钢板的表面麻坑和红锈问题,通过优化加热制度、轧制工艺、除鱗时序等措施,卷乳钢板表面麻坑得到控制,平轧钢板表面红镑得到改善,除鳞不净问题基本杜绝,钢板表面质量明显提高。
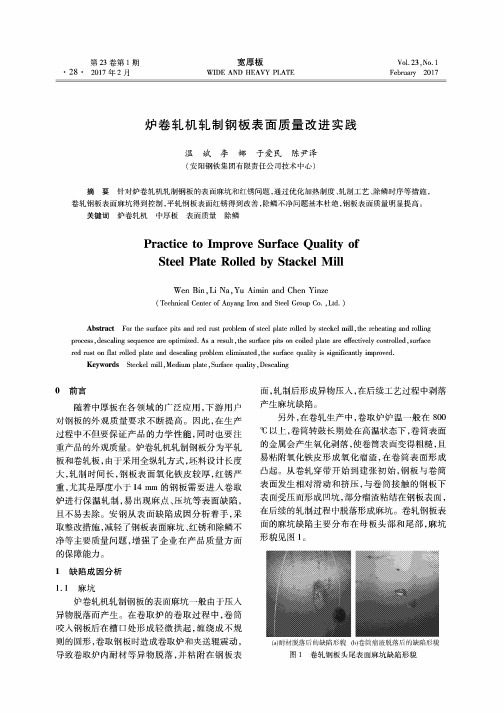
关键词炉卷乳机中厚板表面质量除鱗Practice to Improve Surface Quality ofSteel Plate Rolled by Stackel MillWen Bin,Li Na,Yu Aimin and Chen Yinze(Technical Center of A n y a n g Iron a n d Steel G r o u p Co. ,L t d.)Abstract For the surface pits a n d red rust p r oblem of steel plate rolled b y steckel mill,the reheating a n d rolling process,descaling sequence are optimized. A s a result,the surface pits o n coiled plate are effectively controlled,surface red rust o n flat rolled plate a n d descaling p roblem eliminated,the surface quality is significantly improved.Keywords Steckel m i l l,M e d i u m plate,Surface quality,Descaling〇前言随着中厚板在各领域的广泛应用,下游用户 对钢板的外观质量要求不断提高。

现代炉卷轧线高效节能改造技术实践发表时间:2019-05-23T17:02:46.563Z 来源:《基层建设》2019年第4期作者:陈金国田庆娜[导读] 摘要:本文通过炉卷轧机升级改造项目中设计施工方案和项目管理框架的优化实施,切实解决围绕施工和生产的技术难题,最大限度减少改造项目停产时间,取得了良好的经济效益,对在建或拟建类似工程具有重要的参考价值和有益的指导作用。
光阳工程技术公司有限公司山东济南 271199摘要:本文通过炉卷轧机升级改造项目中设计施工方案和项目管理框架的优化实施,切实解决围绕施工和生产的技术难题,最大限度减少改造项目停产时间,取得了良好的经济效益,对在建或拟建类似工程具有重要的参考价值和有益的指导作用。
关键词:推移;切割;改造1、前言近年来,国内传统炉卷轧机生产线得到了新的发展,我国不锈钢生产工艺装备水平有了大幅提高,但是常规炉卷线大都存在效率低、能耗高、产品质量水平不高,技术瓶颈明显的问题。
泰钢公司经过近半年的调研,决定实施炉卷轧线高效节能技术改造,采用炉卷+连轧工艺配置,提高不锈钢工艺设备装备水平、提升产品质量,提高生产效率,降低能耗。
具体改造改造项目包括增加3台精轧机组、1台卷取机、一座加热炉,实现加热、粗轧、精轧卷取最优工序匹配。
项目建设与生产交叉作业,同时进行,整个项目绝对停产时间仅仅50余天,比常规改造时间减少170余天,创造了国内同类型项目的典范,其中推移施工工法设计为国内首创,项目于2015年获得“第二届山东工业突出贡献奖”。
2、项目特点2.1、炉卷线集约高效工艺设计和工艺设备配置新型炉卷轧线包括加热、粗轧、炉卷精轧、卷取四个工序,工艺设备配置采用“2+1+4+2”,即2台加热炉、1台粗轧机、4台炉卷精轧机、2台卷取机,使各各工序产能匹配可以达到100%,而常规炉卷轧机最大只能达到60%。
并且,炉卷精轧机可以根据规格品种任意选择轧制道次,提高了生产效率、降低了能耗。
安钢3500mm炉卷轧机生产线论文:安钢3500mm炉卷轧机生
产线卷取系统设备优化及改造
[摘要] 卷取设备是钢板卷取轧钢稳定生产的保障,延长设备寿命、提高设备精度是生产出高品质、低成本钢板前提和支撑,同时也是我们设备管理者始终努力方向。
[关建词] 卷取炉卷轧改造
前言
安钢3500mm炉卷轧机是05年9月30日投产,引进达涅利技术和关键设备的一条具有国际先进水平的钢材生产线。
它与其它国内中厚板生产线的主要区别在于卷取轧制。
炉卷轧机投产初期,卷取作业率低,卷取设备故障率居高不下,生产事故繁发,造成设备损坏严重,备件消耗增加。
针对在卷轧生产过程中暴露出来的问题和不足,经过科研人员自主功关、不懈的努力,不断进行优化配置,仔细研究与反复论证、实践,最终对炉卷轧机卷取设备系统进行了包含机械、液压、水系统、电器的综合性的系统优化改造工程。
炉卷轧机卷取炉设备系统优化改造项目经现场应用,取得了良好的成效,主要体现在以下几个方面:
1、卷取炉卷筒修复
卷取炉卷筒是炉卷轧机生产线上关键的高价值进口设备部件,最初经过七个月的生产使用分别在两端变径处、卷板窗口两端及辊身正中处产生严重的大断面断裂裂纹,总长
度达5米以上。
这种严重的裂纹失效程度,使卷筒几乎报废。
1.1卷筒损坏形式及化学成分分析
卷筒直径1900mm,长度5230mm,材质astm a297hk25(奥氏体耐热钢),属于特大型铸件,截面构造变化复杂,如此大尺寸的卷筒采用整体模型一次铸造在同类设备中极
为少见。
作为高温下运行的重点设备,出现如此严重的断裂缺陷,其寿命远低于设计寿命,是典型的关键部件早期失效。
对失效卷筒进行了多处取样,其典型的化学成分为:c0.14-0.17 cr 24-26% ni 19-22%mn 1.7%si
2.3%mo0.41%
如此的合金成分构成最接近的耐热合金牌号应为美国
的310s和中国的1cr25ni20,但其含碳量却远高出上述两个牌号。
在相同的工况条件下,通常会选择0cr25ni20,其含碳量只有0.04%即只相当于该部件的四分之一。
由于该卷筒属于特大型工件的整体铸造,制造厂家可能更多的考虑了制作的工艺性特点。
然而,卷筒在很短的使用周期即产生严重破坏失效,其材料设计的合理性和适应性就十分值得研究。
从现场清楚地显示:卷筒变径处裂纹扩展,呈现出典型的脆性材料的裂纹宽展特征。
如果不及时采取办法处理,裂缝将继续扩张并且延长到槽口,直至完全断开卷筒报废。
这是在热疲劳循环载荷的作用下及现场生产条件下产生的致
命缺陷,可以说在材料选择取得强度优势的情况下,结构设
计和制作工艺未能提供有效的性能保障。
1.2 金相分析及裂纹原因
该设备在使用数月后即出现严重的大尺寸贯穿性裂纹,表现为典型的脆性断裂特征。
在修复焊接的技术准备中,钻削和磨削加工也会导致严重的龟裂产生。
而且随后又在新件的机加工部位也发现了大量的网状裂纹。
如此的裂纹现象与该类合金的低温和高温性能严重不符,肯定存在一个技术要素作为早期失效的主因。
为此,在不同部位进行取样进行断口及金相分析。
常规金相分析显示以下特征:1晶粒特别粗大,按国家相关标准无法评级;2所有的主次裂纹均沿晶界发展,即沿晶断裂;3 沿晶界形成近乎封闭的网状异相。
为此认为卷筒材料的晶界异相和成分偏析,造成晶界脆化,加上钢板撞击等因素,最终导致卷筒沿槽口处出现大断面裂纹,且裂纹有进一步扩大的趋势。
该隐患的出现严重制约了卷取轧制生产,同时也带来了重大安全隐患。
1.3焊接修复卷筒及意义
面对卷筒高价格、低寿命、高运行成本的挑战,安钢设备管理部和第二炼轧厂的同志经过艰苦的考察、论证、实验,大胆采用了以材料技术为基础的保养焊接修复核心技术,系统组织实施了焊接及一系列技术措施进行修复。
根据现场工况条件对热疲劳性能的影响、卷筒的材质分析及焊接工艺特性等因素,选择焊接材质为:0cr25ni20,并制定详细的焊接
工艺,对已产生裂纹的卷筒进行焊接处理,经修复后的卷筒平均在线运行12个月,未发生大断面裂纹,运行平稳,消除了重大安全隐患,实现了正常卷取轧制的目标。
同时报费卷筒再利用,节约备件费用:430万元。
应用保养焊接技术对大断面断裂失效卷筒进行的成功修复不仅在经济上减少了巨大的设备运行成本,在失效分析、焊接工艺控制,焊前焊后处理等多项科研技术上也取得了很多创新成果。
借鉴和推广修复技术在高附加值冶金备件中的应用对节约设备运行成本、提高备件运行保障将产生积极的影响。
修复过程的材料技术研究和技术创新也为采用新工艺新材料制作长寿命卷筒积累了可靠的技术储备,为该类部件替代进口实现彻底的国产化提供了技术保障。
2、卷取炉夹送辊压下改造——自主创新设计并制作安装设备
卷取炉卷轧时的张力调节和调整是依靠夹送辊的夹持力来调节的,由于“达涅利公司”原设计形式是液压拉力调节,卷轧过程中,夹送辊液压缸是有杆腔工作,其工作压力为16mpa,在卷取轧制时钢板的张力和液压工作压力造成液压管路振动严重,经常出现液压油喷溅和卷取炉耐材振动下落现象,既造成油品浪费,安全生产重大隐患,同时严重影响卷轧产品的钢板表面质量。
液压缸处于轧机辊道下面,位置狭窄,并且液压管路、电器线路、水管路密布,轧机精除
鳞冷却水直接喷射上去,位移传感器等电器设备经常发生故障,造成钢板改判,并且由于安装位置限制,每次更换传感器必须更换液压缸,更换液压缸需要8个小时,严重制约了卷轧产品的生产,我们技术人员针对夹送辊故障率高的各种原因,重新推敲了“达涅利”的设计思路,并同电器专业人员密切接合从程序上反复论证,最终决定改变了夹送辊压下方式,设计并制作了4000×300×1000的支座,安装在卷取炉的基础框架上,将夹送辊液压缸改到卷取炉上,这样卷轧过程,夹送辊液压缸是无杆腔为工作压力,经过计算,其工作压力可从原来的16mpa降到8mpa,减小了系统振动,由于液压缸、电器线路、传感器、液压管线也离开外冷却水飞溅区域,同时消除了夹送辊的设备电器短路故障,并且避免了由于设备故障带来的严重的生产堆钢事故,通过夹送辊的改造,炉卷轧机卷轧产品的轧成率提高了0.7%,钢板的表面质量也得到了大幅提升,生产突发故障时间减少30小时/每年,保障了卷轧稳定生产。
3、加强设备冷却效果,节约水利资源,净环转浊环改造
由于卷取轧制时轧机区域辊道钢板停留时间长,辊道正反动作频繁,特别是卷取炉所属设备长期受着卷体800度以上高温灼烤,夹送辊、伸缩辊道及其它辊道,经常造成辊子轴承干油碳化,辊子卡死现象。
原设计辊子轴承座和辊子内
水冷由于净环水的设计压力和管道的压降,到达设备现场压力只有用2公斤,回水压力1.7公斤,压差只有0.3公斤,设备的冷却效果非常差。
另外由于卷取区辊子频繁正反转,辊身冷却的旋转接头固定的m8的螺栓全部断到辊子的轴端,造成处理困难,旋转接头消耗增加,净环水流失每天达到3400m3,同时辊子又更加过热影响辊子的使用寿命,造成每年由抢修或检修卷取区更换辊子就达50根,影响生产时间达200小时。
根据净环水系统的能力和改造的难度,我们逐步将两个卷取炉之间的所有辊道和穿带板改为浊环水冷却,整个压力提高了1.7公斤,回水排到了冲渣沟,整个辊道冷却效果非常明显。
通过卷区域冷却水的改造,轧机区净环水日消耗降到每日400 m3,每日便可节约净环水量3000m3。
延长卷取区域辊道使用寿命2倍以上。
4、根据设备特点液压及电器检测信号改造
卷取炉穿带板是钢板卷取的重要设备之一,在卷钢过程中穿带板和穿带导板要依次动作,每次动作要由渐近开关检测到信号后下一步的动作才能开始,卷轧过程中一个信号不到位,就会造成卷轧失败,甚至造成生产事故。
由于穿带板和穿插带导板是安装在一根轴上,在钢板的经常的高温下撞击下会出现轻微变形,这样其中一个转轴在转动过程中,由于没有液压回路没有设计液压锁,造成穿带失败。
机械、液压、电器专业人员根据现场情况,结合穿带工作原理,反复
实践,最终在原有的阀台上将单向液控单向阀更换为双向液控单向阀,并且将原来的限位开关改造成水冷外置传感器。
这样增加了设备的稳定性,消除了设备振动现象,提高了穿带板定位精度,大大延长了穿带板的使用寿命,基本杜绝了由于设备原因造成的钢板穿带失败。
5、结束语
炉卷轧机卷取设备的高精度和长期稳定、是轧制出优质钢板的前提和保证。
需要我们继续提高对设备的认识,机械、电器、液压、工艺等专业的共同努力,通过对设备的进一步优化、改造,延长设备的使用周期,提高设备的精度,减少卷轧钢板的头尾废,提高钢板成材率,最终生产出高品质、低成本的优质钢板。