安钢第二炼轧厂3500MM炉卷轧机卷筒国产化设计与应用
- 格式:docx
- 大小:39.37 KB
- 文档页数:4
安钢炉卷轧机工艺技术简介¹欧阳瑜侯斌李力(安阳钢铁股份有限公司)摘要对现代炉卷轧机装备、设备布置、生产工艺情况进行了分析,介绍了安钢炉卷轧机生产线的工艺布置方案、产品定位和生产线主要设备。
关键词炉卷轧机产品定位工艺布置THE INTRODUOTION ABOUT ANGANG STEC KEL MILL PRODUCTIONLINE.S PROCESS TEC HNIC IANOuyang Yu Hou Bin Li Li(Anyang Iron&Steel Group Co.,Ltd)ABSTRACT The equip ment、general layout and process abou t the modern Steckel mill has been discussed.This paper has In-troduced the Anyang iron&steel company.s Steckel mill production line general layou t、product mix and the main eq uipments.KEY WORDS Steckel mill Product mi x General layout0前言安阳钢铁股份有限公司目前正在建设一条集炼钢、炉外精炼、连铸和轧钢四位于一体的具有当今世界先进水平的炉卷轧机生产线,设计年产110万吨中厚钢板。
该工程分两期进行建设,一期工程预计2005年底投产,主要建设内容有炼钢连铸、加热炉、炉卷轧机和精整线,建成后将主要生产单张板材;二期增建一台地下卷取机和一条钢板横切机组,建成后将具有同时生产钢卷和横切钢板的能力。
1炉卷轧机生产工艺简介世界上第一台炉卷轧机于20世纪30年代在美国出现,由于使用了具有保温作用的卷取炉,减少了轧制过程中轧件的温降,在生产变形抗力大的钢种时具有一定的优势,最初主要用于生产不锈钢等钢种。
第25卷总第100期2019年第3期特钢技术Special Steel TechnologyVol.25(100)2019.No.3DIO:DOI:10.16683/KI.ISSN1674-0971.2019.3043前言安钢3500mm炉卷机组宽厚板生产线投产于2005年,为全套意大利达涅利公司引进生产线。
3500mm炉卷轧机为单机架,前后各设置一个卷取炉,轧机具备液压厚度自动控制、自动弯辊、轧辊热凸度等多项先进技术,主导产品包括高强板、管线钢、容器板、桥梁板等8大品种。
目前宽厚板主要是生产厚度8mm以上的钢板,更薄的钢板在生产过程中极易出现板形、轧废等质量问题,生产稳定性差、轧成率低,成本高,批量生产能力较弱。
安钢炉卷产线2010成功开发厚度6mm薄规格,并形成批量、稳定生产能力。
但是厚度5mm的开发长期得不到突破,主要原因为:轧制近末道次时,钢板头部和尾部温差大,对应轧制力波动大,造成板形差,出现甩尾挂框、边浪等现象,甚至轧废。
本文针对厚度5mm薄规格生产中的主要问题,从计划编排、坯料准备、加热制度、压下规程设定、板形控制等方面进行攻关,成功开发出5mm薄规格钢板,生产稳定、质量良好,热轧、切边状态交货的5mm×2500mm的单轧钢板,厚度偏差执行N 类公差,实际厚度4.75mm,实际宽度2510mm,钢板平直,无浪形,无镰刀弯,无斜切,各项指标均满足GB/T709标准要求。
1生产工艺优化1.1生产计划编排厚度5mm薄规格是炉卷轧机生产的极限规格,轧制后期的板形控制对于生产的稳定性极其重要,良好的轧制计划对于创造良好的板形提供有利条件。
轧制计划编排需要重点关注轧辊热凸度的建立及规格的良好过渡。
通常,工作辊的轧制吨位在3000t左右,使用前期,辊型凸度较大且不稳定,使用后期,随着轧辊磨损增大,凸度增加,同时边部减薄严重,对于板形控制不利。
因此,5mm薄规格生产宜安排在工作辊的中前期,即在轧制吨位500t~1200t时进行轧制,轧前采用厚度8mm规格材安钢3500mm炉卷轧机5mm薄规格生产实践娄军魁饶静潘宋军(安阳钢铁股份集团公司,河南安阳455004)摘要:针对安钢3500mm炉卷轧机薄规格生产中存在的主要问题,从计划编排、坯料准备、加热制度、压下规程设定、板形控制等方面进行控制和改进,成功开发出厚度5mm薄规格钢板,生产稳定、质量良好,满足用户要求。
3500中厚板轧机--轧机毕业设计开题报告燕山大学本科毕业设计(论文)开题报告课题名称:3500中厚板轧机学院(系):机械工程学院年级专业:06级机电3班学生姓名:王瑞超指导教师:牟德君完成日期:2009年3月17日一、综述本课题国内外研究动态,说明选题的依据和意义冶金工业部标准规定:厚度在4毫米以下的钢板称为薄板;厚度在4毫米以上的称为厚板。
我国习惯于将厚度在4~25毫米范围内的钢板成为中板。
在国民经济的各个部门中广泛的采用中板。
它主要用于制造交通运输工具(如汽车、拖拉机、传播、铁路车辆及航空机械等)、钢机构件(如各种贮存容器、锅炉、桥梁及其他工业结构件)、焊管及一般机械制品等。
[1] 中板生产目前均采用热轧。
即将钢胚或钢锭加热后,在轧机中经多道次轧制,轧成一定厚度的钢板。
生产中板的轧机型式很多。
按机架机构分类,可分为二辊式、四辊式、复合式和万能式几种。
按机架布置风雷,可分为单机架、并列式和顺列式等几种。
[1]1.轧钢机的发展初轧机的发展。
初轧机的发展经过了3个阶段,到20世纪70年代初,初轧机的轧辊直径已增大到了1 500 mm。
我国从1959年开始自行设计制造开坯机,目前已制成700mm,750tam,850lnm,1 150mm初轧机。
20世纪80年代以来,连铸技术得到较大的发展,连铸比达到80%甚至更高,连铸连轧工艺和设备也日趋完善,初轧机的职能将逐步转变为配合连铸,弥补连铸在钢种和规格方面的不足。
带钢连轧机的发展。
在所有市场需求的钢材中,板带材占有相当大的比重。
我国于1981年从13本引进1 700mm热连轧机的全套设备。
随后,一大批具有先进生产工艺的热连轧和冷连轧板带厂迅速崛起,。
热连轧机发展的主要特点有:加大带卷和坯料重量,减少切头切尾的损耗,提高产品收得率;采用加速轧制,提高钢材产量;产品规格增加,精度提高;采用计算机控制,提高了自动化水平等。
冷轧钢板的生产成本、投资费用虽然比热轧钢板高,但由于冷轧钢板的性能和质量比热轧好,在同样用途下,可以节约金属材料达30%,故冷轧板生产得到迅速发展。
3500mm炉卷轧机主传动系统的优化改造一、前言安钢3500mm炉卷轧机生产线是由意大利达涅利公司设计,生产规模为年产110万吨钢板,该生产线具备年产110万吨钢板的能力,具有高效、高成材率、高生产率、低消耗和优质和低成本的强竞争性。
水平轧机主传动系统主要由电机、轴承座、中间联结轴、万向接轴以及万向接轴平衡系统等这几部分组成。
经过近几年来的运行,水平轧机主传动系统在各方面都暴露出一些问题,致使设备不能满足现场的要求和效益的最大化。
二、3500mm炉卷轧机主传动系统存在的问题及优化改造1、水平轧机主传动电机止推轴瓦工作面为巴氏合金,巴氏合金的最高工作温度不得超过100℃,固相点温度为240℃,在有润滑油的情况下摩擦系数为0.005,没有润滑油的情况下摩擦系数为0.28。
主电机止推轴瓦的使用环境存在转速高,冲击大的特点,而止推轴瓦为开口式润滑,润滑油从上部开口注入,经油槽到达工作表面,而止推表面上的油槽过小,润滑油不能迅速的到达润滑表面,使止推表面形成干摩擦,使接触面局部产生瞬间高温,止推轴瓦表面的巴氏合金局部产生融化现象,并在压力的作用下挤压到油槽内,使流油更加不畅,进而更加剧了这种现象,使油槽堵塞,止推轴瓦润滑不良,甚至出现烧瓦现象。
再者,由于止推轴承的磨损,造成电机轴的轴向窜动增大,影响主电机的性能。
2008年6月更换下主电机止推瓦,而7月则由于磨损严重被更换,而8月在打开检查时,发现油槽有堵塞现象。
经研究认为是润滑不良所致,因此,决定对连通油槽进行扩大改造。
在9月再打开检查时,测量的止推面间隙为2.1mm,与8月份改造后测量的基本一致,从而解决了止推轴瓦的频繁出现的磨损、损坏事故。
2、万向接轴是水平轧机主传动系统中最主要的组成部件之一,由于其存在转速高、传输扭矩大以及现场使用环境粉尘大、温度高、水汽大的特点,使万向接轴的关节容易产生损坏。
再者,原设计使用的万向接轴为福伊特制造,是进口部件,备件存在进货成本高、周期长的特点,给备件的准备带来了制约,也增加了成本。
安钢3500mm炉卷轧机生产线论文:安钢3500mm炉卷轧机生产线卷取系统设备优化及改造[摘要] 卷取设备是钢板卷取轧钢稳定生产的保障,延长设备寿命、提高设备精度是生产出高品质、低成本钢板前提和支撑,同时也是我们设备管理者始终努力方向。
[关建词] 卷取炉卷轧改造前言安钢3500mm炉卷轧机是05年9月30日投产,引进达涅利技术和关键设备的一条具有国际先进水平的钢材生产线。
它与其它国内中厚板生产线的主要区别在于卷取轧制。
炉卷轧机投产初期,卷取作业率低,卷取设备故障率居高不下,生产事故繁发,造成设备损坏严重,备件消耗增加。
针对在卷轧生产过程中暴露出来的问题和不足,经过科研人员自主功关、不懈的努力,不断进行优化配置,仔细研究与反复论证、实践,最终对炉卷轧机卷取设备系统进行了包含机械、液压、水系统、电器的综合性的系统优化改造工程。
炉卷轧机卷取炉设备系统优化改造项目经现场应用,取得了良好的成效,主要体现在以下几个方面:1、卷取炉卷筒修复卷取炉卷筒是炉卷轧机生产线上关键的高价值进口设备部件,最初经过七个月的生产使用分别在两端变径处、卷板窗口两端及辊身正中处产生严重的大断面断裂裂纹,总长度达5米以上。
这种严重的裂纹失效程度,使卷筒几乎报废。
1.1卷筒损坏形式及化学成分分析卷筒直径1900mm,长度5230mm,材质astm a297hk25(奥氏体耐热钢),属于特大型铸件,截面构造变化复杂,如此大尺寸的卷筒采用整体模型一次铸造在同类设备中极为少见。
作为高温下运行的重点设备,出现如此严重的断裂缺陷,其寿命远低于设计寿命,是典型的关键部件早期失效。
对失效卷筒进行了多处取样,其典型的化学成分为:c0.14-0.17 cr 24-26% ni 19-22%mn 1.7%si2.3%mo0.41%如此的合金成分构成最接近的耐热合金牌号应为美国的310s和中国的1cr25ni20,但其含碳量却远高出上述两个牌号。
在相同的工况条件下,通常会选择0cr25ni20,其含碳量只有0.04%即只相当于该部件的四分之一。
安钢3500mm炉卷轧机阶梯垫调整装置的优化改造通过对安钢3500mm炉卷轧机阶梯垫调整装置的优化改造,保证了3500mm 炉卷轧机的正常运行,加快了新产品的开发步伐,提高了轧机的作业率和高附加值产品的成材率、减少了故障的发生,降低备件消耗和备件费用。
树立了安钢炉卷产品的形象,为安钢炉卷推行四大品牌(低合金高强度钢、高层建筑钢、管线钢、桥梁钢)战略,为安钢盈利水平的稳步提升,打造一流精品板材基地,提供了强有力的保证。
标签:炉卷轧机;新产品的开发;阶梯垫改造;作业率;成材率1概述安钢3500mm炉卷轧机生产线是由DANIELI公司设计,中国第一重型机械集团公司承制。
生产规模为年产110万吨钢板,生产的钢种为碳素结构钢、低合金结构钢、造船板、锅炉板、压力容器钢、汽车大梁板、桥梁钢、管线钢等。
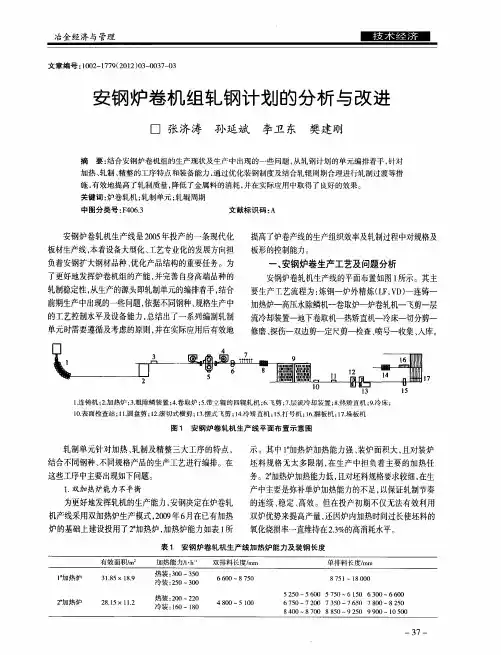
生产线主要设备有:冷坯上料台架、装钢机、加热炉、出钢机、除鳞机、轧机前卷取炉、立辊轧机、四辊水平轧机、轧机机后卷取炉、切头飞剪、层流冷却装置、热矫直机、滚盘式冷床、圆盘剪、滚切式横剪、定尺飞剪、垛板装置、翻板机、冷矫直机等设备造组成。
水平轧机则是炉卷机组生产线的关键设备,对生产的正常运行和产品的质量起着决定性的作用。
它主要设备有牌坊、机械压下、主传动、工作辊、支撑辊夹紧、工作辊弯辊、HAGC系统、阶梯垫调整、内部结构、换辊装置等组成。
水平轧机的阶梯垫调整装置则是其最重要的组成部分,它能否正常运转直接关系到轧机的作业率和高附加值产品的成材率、轧辊配置、钢板的质量、成本消耗。
提高阶梯垫调整装置动作的平稳性和延长阶梯垫调整装置的使用时间成为生产中的关键问题,经过近年来的生产运行情况,原设计的水平轧机的阶梯垫调整装置,不能满足生产的需要,必须对其制约生产和维护的一些部件进行优化改造。
2炉卷轧机调整装置优化改造的必要性为了保证炉卷轧机设备高效、稳定、可靠的运行,就必须不断对影响轧机正常生产的关键部件进行优化配置及技术改造,提高轧机的作业率和收得率,使效益最大化。
安钢第二炼轧厂3500MM炉卷轧机卷筒国产化设计与应用朱龙
【摘要】详细阐述安铜3500mm炉卷轧机卷取炉进口铸造卷筒使用现状和失效分析,并设计新型焊接卷筒,提高使用寿命,降低备件成本。
【期刊名称】《中国新技术新产品》
【年(卷),期】2011(000)022
【总页数】1页(P157-157)
【关键词】3500mm炉卷轧机;进口铸造卷筒;失效分析;焊接卷筒
【作者】朱龙
【作者单位】安阳钢铁股份公司第二炼轧厂,河南安阳455004
【正文语种】中文
【中图分类】TG23
前言
安阳钢铁公司第二炼轧厂2005年10月投产一条3500mm炉卷轧机生产线,在轧机两侧配置了机前和机后两座卷取炉,卷筒采用国外进口件,价值650万元。
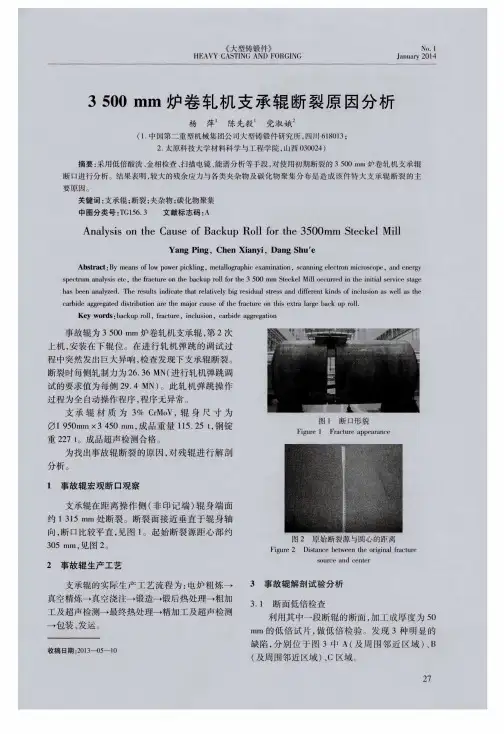
使用3-6个月时间,卷筒表面开始出现严重裂纹失效现象,沿卷筒穿带槽口产生大尺寸贯穿性裂纹,并逐步向两侧延伸发展(见图一、图二)。
后来通过与山东烟台蓝鲸金属修复有限公司的合作,对产生裂纹失效的卷筒进行焊接修复,修复后的卷筒使用效果,在此基础上对卷筒的制作工艺进行重新设计,改变制作工艺,生产
出焊接卷筒,不仅大大提高了使用寿命,降低成本消耗,而且开创了卷筒制造新工艺,使卷筒备件国产化,取得了显著的效果。
图一1#卷筒窗口南端裂纹
图二 1#卷筒窗口北端裂纹1卷取炉的结构及工作原理
卷取炉主要作用是在中厚板、钢带的可逆轧制过程中,对轧件进行卷取、保温,保证带钢头、尾部的终轧温度,而且还能够降低轧辊的损耗,以保证产品的最终质量。
该生产线采用的卷取炉形式为底部封闭式,卷取炉内直径为1900mm的中空合金钢卷筒,能够承受的额定温度为1100℃。
卷筒上带有槽口,用于咬入带钢的前端,带钢通过台式倾动板导入槽口,然后在轧制过程中带钢绕着卷筒进行卷取,带钢在卷取过程中会产生张力,目的是要消除带钢松弛以防止带钢在卷入第一圈时被扯出卷筒的狭槽。
卷取炉内安装有烧嘴,可使炉内温度保持在一定的范围内,但卷取炉只能起到保温作用,而不具有对带钢进行加热的功能。
2 卷筒存在的问题及分析
2.1 存在问题
该卷筒直径1900mm,长5230mm,材质ASTM A297HK25(奥氏体耐热钢),属于特大型铸件,截面构造变化复杂,如此大尺寸的卷筒采用整体模型一次铸造在同类设备中极为少见。
经过使用发现:在很短的时间内即出现严重的大尺寸贯穿性裂纹而造成破坏性失效,表现为典型的脆性断裂特征。
2.2 分析
经北京科技大学材料学院进行的扫描电镜及能谱分析初步结果显示,在卷筒断口处晶界合金偏析严重,断口形貌为沿晶断裂的热疲劳裂纹,且铸态组织特别粗大。
图三粗大晶粒及裂纹沿晶断裂
图四粗大晶粒和沿晶裂纹扩展
按照材料断裂理论分析,疲劳断裂分为两个阶段即裂纹的萌生和裂纹的发展,由于铸造卷筒本体大量存在裂纹,也即省略了第一阶段,而筒体材料的脆性特征也大大加快了裂纹的发展速度。
铸造卷筒母体材料的晶界异相和成分偏析是导致晶界脆化的内在因素,是导致卷筒大断面沿晶断裂的主因。
铸造卷筒整体铸造后必须以及其缓慢的速度冷却,又无法再次进行高温固溶处理,所以晶界异相的产生也就无法避免。
3 焊接卷筒的材料设计
选择焊接卷筒的设想由于铸造卷筒的早期失效主要是无法实现高温固溶处理,加之由于二炼轧在线炉卷辊筒系国外厂家独家生产,极其高昂的价格和低寿命使设备运行成本居高不下,因此,我们大胆尝试焊接卷筒,以铸造卷筒为基础雏形,根据焊接工艺的特点重新进行设计。
3.1 基本钢种的选定
基本钢种的选定主要考虑:1、工况条件对热疲劳性能的影响;2、制作过程的工
艺性;3、市场采购机会。
依据上述原则焊接卷筒拟采用310S(国产牌号为
0Cr25Ni20)
3.2 含碳量的选定及微量元素的作用
310S的含碳量为0.04%,而铸造卷筒的含碳量达0.16%以上。
低的含碳量有利于
阻止晶界在高温下导致的合金扩散和富集,从而强化高温应力疲劳强度;添加的铌、铝、氮等微量元素可进一步改善高温热疲劳性能。
3.3 经过固溶处理的锻造和轧制材料的断裂韧性
高温固溶处理是保证310S耐热钢性能的极为重要的工艺保证。
为此进行的对比试验显示出令人信服的实验结果:1、所选310S锻造和轧制钢材在炉卷条件下具备
良好的热疲劳抗力,无初时裂纹缺陷,并且具有优良的强韧配合;2、在炉卷条件下长期服役也不会产生内部组织变化和晶界脆化;3、在长期使用后还具备良好的
焊接性能,为以后的修复提供了必要的技术准备。
4 结构设计和强度校核
4.1 结构强度设计的基本构想
由于铸造卷筒的早期失效主要是材料热处理工艺的无法实现造成的,所以在焊接卷筒结构强度设计时以铸造卷筒为参照系,在结构形式上参考了飞机和潜艇的龙骨框架结构,从而增强焊接卷筒的抗冲击载荷能力,如图三所示。
图五焊接卷筒龙骨架结构示意图
4.2 整体强度分析与校核
强度的分析与校核由东北大学机械学院用现有最流行强度计算软件进行,主要使用第四强度理论的有限元法进行运算,换算为强度系数之比达到了1.21,基本实现了预定强度目标。
材料加权分析及性价比预期
在焊接卷筒结构强度增加的基础上,由于大量采用了轧板及无缝钢管,其综合强度的增加十分显著。
虽然高温强度参数缺失,但依据常温强度的计算仅材料的重新选择所获得的强度系数便可达1.5以上.如此焊接卷筒和铸造卷筒的强度比便达到1.71,即便考虑到高温的影响,这样一个结果也符合改造的预期。
再加上热轧材料的无缺口效应,其服役使用周期将达到可靠实用的程度。
焊接卷筒的设计寿命为:保质期一年,免维护使用两年,修复使用五年。
5 生产应用
焊接卷筒2010年1月上线使用,在使用中基本参数正常,运转平稳,一个月后开盖检查,表面完好,经测量卷筒本身没有发生变形;表明焊接卷筒的刚度和强度达到了设计要求。