重油催化裂化装置重点腐蚀部位现状调查与腐蚀机理分析
- 格式:pdf
- 大小:3.47 MB
- 文档页数:6
MTBE装置腐蚀问题及相关解决措施摘要:在炼油化工生产装置中,MTBE装置生产工艺的特殊性,使得其不可避免地会受到腐蚀问题的影响。
影响炼油化工MTBE装置腐蚀性的因素多种多样,也为腐蚀问题的解决带来了较大困难。
基于此,文章主要对MTBE装置的腐蚀机理,及具体的腐蚀问题进行了分析,进而探讨了MTBE装置腐蚀问题的解决措施,以提高MTBE装置的生产效率,保障MTBE装置长周期稳定安全运行。
关键词:MTBE装置;腐蚀;温度;醚化前言近年来,无铅汽油的广泛应用,使得含有MTBE组分的优质汽油的需求量大幅增加。
因此,炼油化工MTBE装置的运行效益越发受到关注与重视。
在MTBE装置中,主要进行的是在催化作用下异丁烯与甲醇发生的醚化反应。
在MTBE装置中也包括了醚化反应、反应蒸馏、甲醇萃取、甲醇回收等系统,所以MTBE装置的工艺流程具备较强的复杂性。
一、MTBE装置发生腐蚀的主要机理在当前的MTBE装置运行过程中,通常采用阳离子交换树脂作为装置反应的催化剂,这种催化剂是由大孔径强酸阳离子树脂组成,也因此使得MTBE装置不可避免地会受到腐蚀影响。
腐蚀产生的主要机理如下:由于C4和甲醇原料中的金属阳离子,在与硫化物、碱性物质,使得催化剂中的H+脱落;在正常反应,尤其是超温反应过程中,催化剂中的磺酸基发生脱落;催化剂本身含有制作过程中残留的游离酸;原料中甲醇带入的甲酸等,都使得MTBE装置内部形成了酸性环境,在加上进料时氧的进入,使得金属表面发生吸氧腐蚀。
二、MTBE装置中的实际腐蚀问题我国某石化公司生产装置中的MTBE装置自开车运行以来,在运行期间也曾面临较为严重的腐蚀问题。
运行两年后止水洗系统洗涤水冷却器和换热器便发生了部分列管腐蚀而导致的封堵问题。
在运行的二年期间内,仅甲醇回收塔加料线便发生了三次腐蚀破损更换,最后被迫进行管线的全面更换。
在MTBE装置停工检修时也发现了反应塔流槽入口管线的严重腐蚀。
在运行期间脱重塔冷凝器也由于腐蚀问题而不得不进行停车维修,期间脱轻塔回流泵的阀门也受到腐蚀影响而无法关严在进行停车检修过程中发现泵叶轮也受到了严重腐蚀.。
重油催化裂化结焦原因及改进措施重油催化裂化是润滑油加工工艺的一个重要环节,是提高润滑油的质量的关键技术。
在重油催化裂化过程中,结焦是一个常见的问题,会严重降低催化裂化的效率。
重油催化裂化结焦的原因,主要有三个方面:首先,催化剂受污染。
催化剂通常是复合物,容易受到空气、产品成分和其他物质的侵蚀、混入或碳化,受到污染时,催化剂性能会受到严重影响,从而导致结焦。
其次,催化剂不可逆变化。
重油催化裂化温度高,使重油催化剂发生不可逆变化,催化剂的性能也下降,从而导致结焦等问题。
最后,温度控制不当。
重油催化裂化的温度控制是很重要的,太高或太低的温度都会影响催化剂的功能,导致结焦。
为了解决重油催化裂化结焦问题,应采取一些有效的措施。
首先,科学选用催化剂。
重油催化裂化中使用的催化剂一般是催化剂复合物,应根据实际需要科学选择恰当的催化剂,降低催化剂受污染的可能性。
其次,采用稳定性好的催化剂。
重油催化裂化时,要选择温度稳定性较好的催化剂,不变性的催化剂能有效降低结焦的可能性。
再次,做好温度控制。
重油催化裂化时,温度应稳定在一定范围内,太高或太低的温度都会影响催化剂的功能,因此应做好温度控制,以保证重油催化裂化效果。
最后,改善反应条件和催化裂化技术。
采用新型催化剂和剂的组合,改善反应条件,控制反应温度和反应压力,改进催化裂化技术,进一步提高重油催化裂化的效率。
综上所述,重油催化裂化结焦的主要原因是催化剂受污染、催化剂不可逆变化以及温度控制不当。
要改善这种情况,应采取有效的措施,如科学选用催化剂、采用稳定性好的催化剂、做好温度控制、改善反应条件和催化裂化技术等。
只有真正落实这些措施,才能有效防止重油催化裂化结焦,达到质量理想。
炼油催化裂化分馏塔顶腐蚀原因分析及对策摘要:在炼油催化裂化装置中,能否正确理解和预防装置的腐蚀问题,深入探讨催化裂化装置腐蚀的机理,并找到相应的解决方法,对于确保装置的长期稳定运行至关重要。
在这方面,有必要介绍炼油催化裂化装置分馏塔顶部腐蚀的机理,深入分析造成腐蚀的根本原因,并通过优化工艺操作,减缓分馏塔顶部及油气系统的腐蚀情况,从而提高催化裂化装置的安全性和长周期稳定运行能力。
关键词:炼油;催化裂化;分馏塔顶;腐蚀;原因;对策引言催化裂化在汽油和柴油等轻质油品的生产中扮演着至关重要的角色。
然而,随着催化裂化原料的变重、变质以及渣油催化裂化技术的发展,一些装置中的低温系统,尤其是催化裂化分馏塔,逐渐出现了腐蚀问题。
特别是对于按低硫原油设计的催化裂化装置,腐蚀问题显得尤为严重,分馏塔顶部的腐蚀问题不仅会影响装置的安全运行,还可能缩短装置的使用寿命。
一、炼油催化裂化分馏塔顶腐蚀的原理分析催化裂化装置的分馏塔是一个关键组件,其主要任务是将催化反应产生的油气按照沸点范围分为液态烃、汽油、柴油、回炼油以及油浆等不同组分。
然而,在分馏塔的顶部,由于重催分馏塔所产生的物质中含有一定量的硫化氢和少量氯化氢。
当这些物质进入塔顶的冷凝系统时,由于温度急剧下降,它们会发生相变,生成硫氰酸和盐酸等腐蚀性物质,并对设备造成腐蚀。
特别是在所谓的“露点”初凝区,由于冷凝水量较小,腐蚀性酸浓度极高,冷凝液的pH值很低,这对设备造成了严重的腐蚀。
(一)化学腐蚀的原理将常压渣油加热至200℃后,引入提升管反应器的下部喷嘴,通过蒸汽雾化将其分散成微粒,然后进入提升管内。
在提升管内,与来自再生器的高温催化剂发生接触,随后汽化并进行反应。
有机硫化物在高温下分解成酸性H2S和RSH等化合物,随着反应油气一起进入分馏塔。
电脱盐过程未能完全去除的无机盐类会在高温下熔化、水解,有机氯化物也会在高温下分解生成HCl。
H2S和HCl会在水蒸汽结雾时溶解其中,产生强烈的化学腐蚀。
氯离子对催化裂化分馏塔顶冷却系统腐蚀的研究作者:许留云胡泷艺李江江杨鑫来源:《当代化工》2017年第09期摘要:针对延安炼油厂年产量200万t催化裂化装置分馏塔顶空冷器内侧腐蚀问题,进行现场取样检测,配制模拟溶液,研究氯离子单一因素的变化对腐蚀结果的影响,选用了空冷管束常用的10钢、20钢和304不锈钢三种材料进行腐蚀试验。
通过对试验的极化曲线和电化学阻抗的分析,得到氯离子对10#钢和20#钢的腐蚀机理相同;三种材料都会随着氯离子的加入,出现局部腐蚀点蚀,且随着氯离子浓度的增大都有腐蚀加剧的趋势;304钢随着氯离子浓度的变大,点蚀电位下降不明显,钝化膜变的不稳定。
综合对比,304钢抗腐蚀性表现优于10#钢,10#钢优于20#钢,但10#钢对于氯离子变化更敏感。
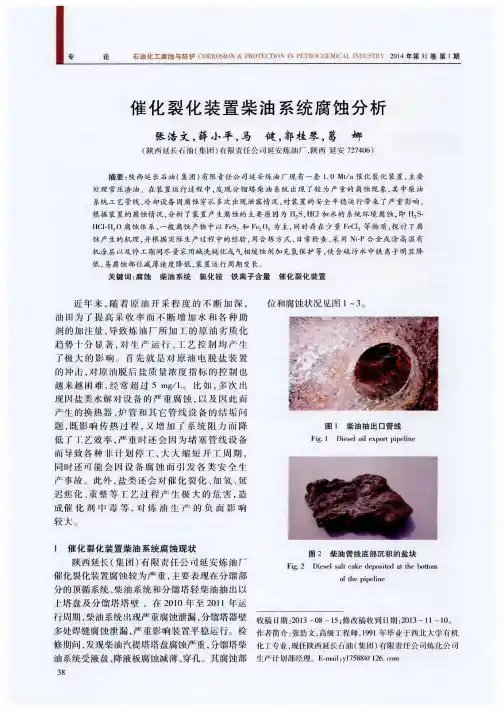
关键词:氯离子;腐蚀;电化学中图分类号:TE 624 文献标识码: A 文章编号: 1671-0460(2017)09-1905-04Study on the Corrosion of the Cooling System of FCCFractionator by Chlorine IonsXV Liu-yun1, HU Long-yi 2,LI Jiang-jiang3, YANG Xin2(1. Department of Chemistry and Chemical Engineering,Chemical Reaction Engineering Key Laboratory ofShaanxi Province, Yan'an University,Shaanxi Yan'an 716000,China;2. Shaanxi Yanchang Petroleum (Group) Co., Ltd. Yan'an Oil Refinery,Shaanxi Yan'an 727460,China;3. Shaanxi Yanchang coal Yulin Energy Chemical Co., Ltd.,Shaanxi Yan'an 718500,China)Abstract: Aiming at the corrosion problem inside air cooler at the top of fractionator in 200Mt/a FCC unit in Yan'an refinery, on-site sampling and testing were carried out, and then simulated solution was prepared, and influence of chloride ions on the corrosion was studied by taking 10#steel, 20# steel and 304 type stainless steel as the experimental materials. The polarization curves and electrochemical impedance analysis show that the corrosion mechanism of chloride ion on10# steel and 20# steel is the same. With the addition of chloride ions, the pitting corrosion will occur, and the corrosion rate will be increased when the ion concentration increases. With the increase of chloride concentration, pitting corrosion potential drop of 304 type stainless steel is not obvious, and the passive film becomes unstable. In contrast, the corrosion resistance of 304 type stainless steel is better than that of 10# steel, the corrosion resistance of 10# steel is better than that of 20# steel, but 10# steel is more sensitive to chloride ion change.Key words: Chloride ion; Corrosion; Electrochemistry催化裂化設备分馏塔顶空冷器的腐蚀是设备腐蚀最为严重的一个环节,由于腐蚀穿孔引起的泄露导致管束更换周期短[1,2]。
炼化装置整体腐蚀防护技术炼化装置是石油化工行业中的重要设施,其运行过程中会受到各种腐蚀性物质的影响,因此整体腐蚀防护技术对于炼化装置的安全运行和使用寿命具有重要意义。
本文将从腐蚀机理、腐蚀防护技术及应用实例等方面进行探讨,以期为炼化装置的腐蚀防护提供一定的参考。
一、腐蚀机理炼化装置在运行过程中常常接触到一些腐蚀性物质,如硫化氢、酸性物质、氯化物等,这些物质会对设备的金属材料产生腐蚀作用。
腐蚀机理主要包括:化学腐蚀、电化学腐蚀和应力腐蚀等。
化学腐蚀是指金属在化学介质中发生溶解或化合反应而造成材料破坏的一种腐蚀形式;电化学腐蚀是指金属在电化学条件下发生的腐蚀现象,包括阳极腐蚀、阴极腐蚀和局部腐蚀等;应力腐蚀是指金属在受到应力作用下,在一定环境条件下发生腐蚀的现象。
二、腐蚀防护技术1. 材料选择与设计在炼化装置的设计与制造过程中,应选择合适的耐腐蚀材料,如不锈钢、镍基合金、钛合金等,以提高设备的抗腐蚀性能。
在设备的结构设计中应考虑腐蚀介质的性质及设备工作条件,采用合理的构造、结构和几何形状,以减少腐蚀介质对设备的侵蚀。
2. 表面涂层技术采用表面涂层技术是常用的腐蚀防护方法之一。
通过在金属表面涂覆具有优良抗腐蚀性能的涂层,可以有效提高设备的耐腐蚀能力。
常见的表面涂层包括防腐漆、涂塑、镀层等,这些涂层可以在一定程度上阻隔腐蚀介质的侵蚀,延长设备的使用寿命。
3. 电化学防护技术电化学防护技术是通过在金属表面构筑保护层,使金属处于一种电化学不易发生腐蚀的状态,以达到防腐目的的一种方法。
常用的电化学防护技术包括阳极保护和阴极保护,通过在金属表面引入外加电流,使金属表面形成一层稳定的氧化膜,从而达到抗腐蚀的效果。
4. 材料改性技术材料改性技术是指通过改变材料的结构、成分和加工方法等手段,使金属材料在相同的工作条件下获得更好的耐腐蚀性能。
常见的改性技术包括热处理、表面强化等,这些技术可以增强金属材料的抗腐蚀能力,提高设备的使用寿命。
催化裂化装置催化剂跑损的原因及对策分析摘要:长期以来,通过重油催化裂化装置的工作经验,催化剂脱扣损失主要是由于电网故障,仪表故障,设备故障和操作失误等原因造成的。
受电弓反应再生系统波动导致催化剂非自然位移损失,分析了在稳定运行条件下,由于催化剂摩擦和热崩溃而产生的细粉引起的机组自然位移损失由技术人员负责,整改后采取适当措施,减少催化剂损失造成的经济损失。
关键词:催化裂化装置;催化剂跑损;对策分析一、催化剂的自然损失不循环造成的损失称为自然损失,催化剂的破碎机制一般为:破碎、破碎、磨损催化剂开启,在电流流动过程中,会改变再生温度和催化剂循环量,对管口底部流动化的蒸汽环造成严重损伤,环与吸气管连接处的焊接线裂开,流动化蒸汽通过环形喷嘴中心流动,在催化剂流动的过程中,产生涡流破碎催化剂的热崩溃主要与使用过程有关,在装置中加入大型药剂时,新催化剂升温后脱水,其中包括吸附水和结晶水和铵盐分解失重,从烟囱中可以观察到大量催化剂的运行损失,约占新鲜催化剂的10%;二是新鲜催化剂中自身粉末的操作损失;第三。
新催化剂在生产过程中的热崩溃破坏,基于这三个因素,新催化剂的磨损指数与新催化剂的强度和耐磨性有关,提高催化剂的强度和耐磨性需要在催化剂的制造和制造过程中解决该做的事。
二、典型的机械设备故障情况2.1电网故障造成催化剂损失2004年7月4次低压闪,由于一次高压闪闪,泥浆的固定含量较高,2008年6月7日受外部电网的影响,3次风机停运,2次风机排出空气,最终导致两种低流量药剂产生后,材料由于切断空气,机器装置的主要风量损失很大。
2.2沉淀塔严重焦炭催化剂损失2003年3月19日,由于显示屏焦点严重,预入管被焦点块堵塞,导致显示屏旋风分离器分离效果丧失,大量催化剂进入分馏塔,导致分馏塔下催化剂、污泥停止运输,焦炭紧急聚焦修理,在运输中断时,主要风故障导致催化剂回流。
2.3设备故障造成催化剂损失2009年8月13日,我的吸管开始分解,三环出口浓度开始升高,8月14日0时,三环出口浓度升至170,8月14日2时,再生机倾斜管密度波动较大。
煤制油油品合成装置腐蚀分析及应对措施摘要:煤炭深加工示范项目油品合成加工装置是400万吨/年煤制油的核心装置,主要包括费托合成装置和脱碳装置。
利用合成净化装置的合成气(主要是CO和H2)和尾气处理装置变压吸附装置的氢气作为原料,生产轻质石脑油、稳定重油和合格蜡等中间产品。
大多数设备和管道由不锈钢制成。
然而,在机组运行过程中,腐蚀引起的泄漏仍时有发生。
分析了机组的腐蚀情况,制定了有针对性的解决方案,确保机组安全、稳定、长期运行。
关键词:煤制油;油品合成装置;腐蚀分析;应对措施1我国煤制油技术的产业化现状近年来,我国已经建成投运了多个煤制油项目。
第一,神华鄂尔多斯项目。
该装置投运于2008年,年耗煤345万t。
该工艺应用全部供氢性循环溶剂、高效煤催化剂等,具有油收率高以及单系列处理量大等特点,且在工艺稳定性方面具有较好的表现。
同时,该装置应用到了废水多级处理工艺,能够较好的实现污水零排放目标。
第二,神华宁煤间接液化项目。
这是我国煤炭深加工的示范项目,具有较大的单套装置规模。
技术方面,应用到了油品加工技术以及费托合成工艺。
该项目在建设当中配套了百万吨级石脑油蒸汽裂解装置,能够有效实现煤间接液化、直接液化之间的融合,对产品互补、原料互供目标进行实现。
2精制装置的腐蚀机理分析润滑油的生产过程中,精制反应一般是在精制装置内完成的,因为精制反应的特殊性,使得在此过程中出现腐蚀现象的几率非常大,尤其是加氢精制的开展,虽然可以有效脱除油品中的硫氮氧和其他的金属杂质,使得其中的烯烃趋于饱和条件下,当然,在一些特殊的流程环节,还可以对部分芳烃实现加氢处理,使得油品的性能在这一系列的反应和流程下得以改善。
随着这些工艺流程,脱硫反应生成了部分的H2S产物,脱氮反应生成了NH3,在一般条件下,有机氯的含量非常低,但原料油品内可能会带有一定的氯离子,H2S、NH3、氯离子的存在会使得在最终的反应产物内析出一定量的NH4CI、NH4HS铵盐,在低温条件下这些结晶会产生腐蚀现象。
催化裂化装置的腐蚀与防护催化裂化装置,即流化催化裂化装置(FCC),按照工艺流程整个装置分为四个单元:反应-再生系统、分馏系统、稳定吸收系统和能量回收系统。
由于催化裂化进料温度较低,反应区内温度较高,并且裸露设备表面以非金属为主,所以加工高酸原油对催化裂化装置影响较少。
4.1催化裂化装置的腐蚀类型4.1.1反应-再生系统4.1.1.1高温气体腐蚀本装置的高温气体主要是催化剂再生过程中烧焦时所产生的烟气,腐蚀部位是再生器至放空烟囱之间的与烟气接触的设备和构件。
再生烟气的组成比较复杂,各组分之间的比例也是变化不定的。
主要成分为:CO2、CO、02、N2、NO X和水蒸气等。
高温条件下02和钢表面的Fe反应生成Fe2O3和Fe3O4,它们组织致密,附着力强,阻碍了氧原子进一步向钢中扩散,对钢铁有很强的保护作用。
随着温度的升高,氧的扩散能力增强,Fe2O3和Fe3O4 层阻碍氧原子进一步向钢中扩散能力下降,扩散到钢中的氧原子增多,这些氧和铁反应生成FeO, FeO结构疏松,附着力很弱,对氧原子几乎没有阻碍作用,所以FeO层越来越厚,到一定程度导致剥落,使钢暴露了新的表面,又开始了新一轮的氧化反应。
在再生烟气条件下,钢不仅发生氧化反应,而且产生脱碳反应:Fe3C + 02 f 3Fe + CO2Fe3C + 82 f 3Fe + 2COFe3C + H2O f 3Fe + CO + H2Fe3C + 2H2 f 3Fe + CH4氧化和脱碳不断的进行,最终使钢完全丧失性能。
4.1.1.2催化剂引起的磨蚀和冲蚀随反应油气和再生烟气流动的催化剂,不断的冲刷构件表面,使构件大面积减薄,甚至局部穿孔。
近年来使用的催化剂,高温强度显著提高,催化剂再生温度也不断提高,流速也不断加快,致使催化剂的磨蚀和冲蚀更加剧烈。
提升管预提升蒸汽喷嘴、原料油喷嘴以及再生器主风分布管的磨蚀:设备内设置这些构件的目的是为了保证介质在整个设备截面尽可能分布均匀,减少和避免偏流的产生。
催化裂化装置分馏塔顶部腐蚀原因分析及防护措施作者:马猛钢来源:《名城绘》2020年第05期摘要:延安炼油厂催化装置在历年计划大检修期间,均发现200万吨/年和100万吨/年催化装置分馏塔上部及顶循系统先后出现较为严重的腐蚀现象,对装置的安全平稳运行带来了严重影响。
本文主要对催化裂化装置分馏塔顶部腐蚀原因和防护措施进行了阐述,以供参考。
关键词:催化裂化装置;腐蚀;防护一、腐蚀情况1、200万吨/年催化装置:⑴、09年装置大检修期间发现分馏塔25#、26#、27#减薄严重,集油箱内底板开裂,受液盘腐蚀减薄,由10mm减薄为4.5mm;顶循抽出管线及返塔管线腐蚀减薄,最薄处减至7mm;顶循泵叶轮流道隔板腐蚀严重,部分消失。
⑵、10年装置大检修期间发现分馏塔上部腐蚀现象不是很明显,但09至10年运行周期内分馏顶循轻油系统发生多次腐蚀泄漏事故,严重影响装置平稳运行。
2、100万吨/年催化装置:09年装置抢修及10年装置检修期间均发现分馏塔上部存在腐蚀现象。
2010年6月装置在大修期间发现分馏塔腐蚀情况如下:①油气分配盘腐蚀、损坏严重;钢板均为蜂窝状;升气筒顶盖支撑角钢断裂、顶盖钢板蜂窝状;②27层塔盘倾斜、半边塔盘紧固件脱落且塔盘下塌、支撑圈受腐蚀;支撑梁螺栓孔处腐蚀严重,致使紧固螺栓脱落,塔盘下榻;③22、23、24、25层塔盘挡流板、降液板、受液板腐蚀严重均为蜂窝状,分馏塔器壁腐蚀减薄严重,中上段外部进行加固处理(因腐蚀严重器壁减薄,在分馏塔筒体外部加固一圈宽为4.5米的10mm厚钢板);④21层塔盘挡流板、重柴油抽出液封盘受腐蚀严重;分馏塔19层以上塔盘支撑圈、受液盘、支撑梁、降液板等内构件全部更换为不锈钢。
二、材质情况1、200万吨/年催化装置:分馏塔28至32#塔体材质为20R+405,其余塔体材质为20R;28至32#塔盘材质为405,其余为Q235-B;紧固件材质为1Cr13,受液盘及降液板材质为Q235-A;2、100万吨/年催化装置:分馏塔上部即19#以上塔盘,塔体材质为20R,塔盘在2010年大修期间更换为304,1#至18#为12AlMoV,主梁材质为Q235A,降液板、受液盘等内构件为304;3、40万吨/年催化装置:分馏塔上部塔体材质为15CrMoR,塔盘材质为1Cr18Ni9Ti,塔盘材质为12AlMoV A3F;三、原料性质情况依据2009年延安炼油厂原油分析评价报告,延安炼油厂属于轻质原油;凝点较低,硫含量较低,为0.08%;原油酸值低,为0.03mgKOH/g;原油蜡含量较高,为14.5%。
某重油催化裂化装置分馏塔顶换热器腐蚀问题分析及应对措施摘要:某石化公司重油催化裂化装置分馏塔顶循环换热器,因发生严重腐蚀导致频繁泄漏,严重影响了装置运行安全与生产效益,因此,必须及时采取恰当的措施解决。
为此,通过采集换热器上腐蚀泄漏部位的换热管,通过宏观检查、扫描电镜微观检查、金相分析检测、x射线衍射分析等手段,分析了导致装置分馏塔顶换热器腐蚀的主要原因,并提出了针对性的腐蚀控制对策。
关键词:催化裂化装置;分馏塔顶换热器;腐蚀泄漏0前言在某石化公司重油催化裂化装置,分馏塔顶循环换热器管束腐蚀严重,导致频繁发生泄漏,曾多次采取堵管处理,甚至更换新管束的措施,腐蚀泄漏问题仍然时而发生,给装置生产平稳运行带来很大影响。
因此,找出导致腐蚀的主要原因并及时采取措施应对对于确保装置安全稳定运行至关重要。
1 换热器的工艺流程及设备参数1.1 换热器所在位置的工艺流程图1 顶循环换热器工艺流程示意上图1为换热器所在位置的工艺流程示意图。
重油催化裂化装置分馏塔的顶循环回流用回流泵从分馏塔第29层抽出,首先进顶循换热器换热,最后进顶循空冷器冷却,再返回分馏塔第32层塔盘。
1.2设备基本参数下表1为顶循环换热器的设备基本参数。
换热器管程介质为换热水,壳程介质为汽油及少量冷凝水,管束材质为碳钢表面渗铝,壳体材质为16MnR。
表1换热器设备基本参数2 换热器管束腐蚀失效原因分析方法从换热器腐蚀严重的管束切割一段,进行失效分析采用的失效分析力法如下。
2.1管束表面腐蚀坑深度测量用电子游标卡尺对管束表面的腐蚀坑深度进行测量。
2.2管束金相组织观察采用金相显微镜进行金相组织观察。
2.3管束表面形貌观察与腐蚀产物分析用数码相机拍摄管束的内外表面,并用扫描电子显微镜(sEM)观察其表面微观形貌;用能谱仪(EDs)分析管束表面腐蚀产物的成分。
2.4管束表面清洗用铲子将管束表面坚实、高低不平的腐蚀产物去除,再采用除锈液(500 mL 盐酸+500 mL去离子水+3.5 g六次甲基四胺)将剩余的腐蚀产物去除,并用sEM 观察管束表面腐蚀形貌。
重油催化裂化装置分馏塔塔盘堵塞原因及对策分析发布时间:2023-02-17T06:57:10.325Z 来源:《科学与技术》2022年19期作者:蔡子君[导读] 随着我国对汽油需求的不断提高,对于重油的催化裂化装置方面需要不断提高重视,在对于重油催化裂化方面一般分为汽油和轻质柴油两种类型。
蔡子君中国石油天然气集团有限公司辽河石化公司辽宁省盘锦市 124022摘要:随着我国对汽油需求的不断提高,对于重油的催化裂化装置方面需要不断提高重视,在对于重油催化裂化方面一般分为汽油和轻质柴油两种类型。
需要加大在此方面的重视力度,目前我国在重油催化裂化装置工作方面取得了巨大成就,但是在此过程中仍然出现分馏塔塔盘的堵塞现象,这会直接影响到工作效率以及工作人员的安全问题,因此需要加强对该装置中分馏塔塔盘堵塞的原因进行重点分析,并重点总结其解决对策,希望本文可以对重油催化裂化装置分馏塔塔盘堵塞问题的解决提供有效参考。
关键词:重油催化裂化装置;分馏塔塔盘堵塞;原因对策一、重油的催化裂化主要馏程炼油厂一般采用催化裂化装置对重质油轻质化进行二次加工,通过各个化学反应,最终形成市场上的柴油、汽油、液化气等,在进行对重油的催化裂化方面,需要加强企业储存和恢复活性功能。
通过对重油的雾化为催化裂化催化剂反应提供高温场所,然后对其进行油气分离,最后需要对混合油器进行分馏,在重油的催化裂化流程中,通过预热将重油加热至雾状,然后将重油与蒸汽混合放入提升反应器中,通过高温催化裂化催化剂对雾化中油进行物理化学变化,在物理变化方面形成气化,化学反应是在催化剂的作用下液化形成小分子物质,将这些小分子物质与结焦催化剂进行分离,从而形成混合油气,并放入分馏塔进行分流,一些失活的催化剂将会进行回收并恢复活性。
二、重油催化裂化装置分塔塔盘堵塞原因分馏塔塔盘阻塞一般分为结盐阻塞和结焦阻塞,根据分馏塔分流原理,重油的分流过程主要通过物质对温度的变化而进行分层,在此过程中一些原油的性质及质量不断下降,也使用了诸多的油田助剂品种,分馏塔塔盘阻塞的可能性逐步增高,其不仅会影响到整个重油裂化催化工作的效率,更会加大安全隐患的风险,因此需要加强对其原因的分析。
催化裂化装置油浆系统腐蚀分析与防护措施摘要:催化裂化是炼油工业重要的二次加工装置,是提高轻质油收率,生产高辛烷值汽油,同时又多产柴油的重要手段,随着重油催化工艺的实现,其地位更加倍增。
催化裂化装置油浆系统是腐蚀防护需要重点关注的系统之一。
油浆系统温度高,并且含有固体催化剂,易使油浆系统设备及管线产生高温硫腐蚀和磨蚀减薄甚至泄漏,引发事故。
从腐蚀机理分析、选材评估、装置监检测措施等方面,结合装置的实际情况,有针对性地提出了油浆系统腐蚀防护措施。
关键词:油浆系统;高温腐蚀;冲刷腐蚀;防护引言作为一项传统的重油加工工艺,催化裂化实现工业化已经有60年的历史,其总加工能力超过加氢裂化、焦化和减粘裂化之和,是目前最重要的重油轻质化工艺。
虽然曾多次受到加氢裂化工艺的竞争和清洁燃料标准的挑战,但由于催化裂化技术的进步,各种以催化裂化技术为核心的催化裂化“家族工艺”的不断出现,已经将催化裂化转变为“炼油—化工一体化”的主体装置,催化裂化仍然保持了其在石油化工行业中的重要地位。
我国的催化裂化技术与国际先进水平保持同步,进入21世纪以后,由于我国催化裂化装置在炼厂地位的特殊性,技术发展的势头更猛,目前为止,基本解决了由于产品升级换代给催化裂化工艺带来的各种问题,而且在应对产品质量问题的技术开发过程中,拓宽了催化裂化产品的品种和范围,为确保催化裂化技术在未来石油化工中的核心地位提供了技术保证。
1、催化裂化装置油浆系统概况某催化裂化装置于1978年建成投产,期间经过多次改造。
2016年至2019年运行期间,分馏塔底油浆系统出现多处腐蚀问题,通过对其腐蚀情况进行调查并分析原因,有针对性地提出了解决措施。
2018年8月9日油浆泵P309/1(备用泵)预热阀阀体磨穿,高温油浆泄漏喷出;,2018年8月29日对油浆泵P310进行预防性检修时,发现其吸入段冲刷严重;2019年大检修发现3台油浆泵吸入段、叶轮及导叶均有不同程度的冲蚀。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。