转炉铌钒复合微合金化HRB500E高强抗震钢筋开发
- 格式:pdf
- 大小:245.61 KB
- 文档页数:4
![一种铌钒复合微合金化高强度抗震HRB500E钢筋及其生产方法[发明专利]](https://uimg.taocdn.com/a5b273ea0740be1e640e9a99.webp)
专利名称:一种铌钒复合微合金化高强度抗震HRB500E钢筋及其生产方法
专利类型:发明专利
发明人:周玉丽,邸全康,晁月林,周洁,王勇,关春立,韩伟,朱金禄,修井明,杨洪平
申请号:CN202011444979.3
申请日:20201208
公开号:CN112609129A
公开日:
20210406
专利内容由知识产权出版社提供
摘要:本发明特别涉及一种铌钒复合微合金化高强度抗震HRB500E钢筋及其生产方法,属于钢材制备技术领域,以质量分数计,钢筋的化学成分为:C:0.21%‑0.25%、Si:0.45%‑0.55%、Mn:1.40%‑1.55%、P:≤0.035%、S:≤0.035%、V:0.065%‑0.080%,Nb:0.015%‑0.025%,余量为Fe及不可避免的杂质;通过合理匹配铌、钒的含量,充分实现析出强化和细晶强化,同时利用铌推迟铁素体相变,促进珠光体生成,提高大规格高强度钢筋的强屈比,使得钢筋的屈服强度
Rp0.2≥500Mpa、抗拉强度Rm≥700Mpa、延伸率≥18%、Agt≥9%,强屈比≥1.25,屈屈比
≤1.2。
申请人:首钢集团有限公司
地址:100041 北京市石景山区石景山路68号
国籍:CN
代理机构:北京华沛德权律师事务所
代理人:王瑞琳
更多信息请下载全文后查看。
HRB500E高强度抗震热轧钢筋的研发与生产
郭小山
【期刊名称】《冶金标准化与质量》
【年(卷),期】2024(62)1
【摘要】针对采用单一钒微合金化工艺生产时抗拉强度提升不明显,强屈比不合的问题,本文成分设计利用钒铌复合微合金化的工艺优化钢材的性能关系,在现有工艺不变的情况下,成功开发了φ12 mm、φ32 mm规格高强度螺纹钢。
【总页数】4页(P37-39)
【作者】郭小山
【作者单位】吉林鑫达钢铁有限公司
【正文语种】中文
【中图分类】TF704
【相关文献】
1.新钢高速棒材生产线HRB500E抗震钢筋的研发
2.凌钢成功研发HRB500E热轧带肋抗震钢筋
3.氮化硅锰、钒氮合金生产HRB500E高强度抗震钢筋应用研究
4.土木工程房建土木工程质量保证措施
5.高强度抗震钢筋HRB500E控冷工艺
因版权原因,仅展示原文概要,查看原文内容请购买。
HRB500E抗震钢筋开发介绍了通过优化化学成分和完善控制轧制、控制冷却工艺,研制开发出500MPa级高强度钢筋混凝土用热轧带肋抗震钢筋,实物理化指标达到GB1499.2-2007标准要求。
标签:HRB500E;热轧带肋抗震钢筋;开发1 前言为适应市场变化,满足用户对HRB500E抗震钢筋的需求。
呈钢从2008年1月起,组织开发HRB500E高强度钢筋混凝土用热轧带助抗震钢筋,经检验实物理化指标达到GB1499.2-2007标准要求,具有良好的综合性能,投入市场后,深得用户好评。
2 工艺流程与工艺控制2.1 工艺流程主要工艺流程:氧气顶底复吹转炉→吹氩→连铸→热送→加热→粗中轧机轧制→预水冷→精轧机轧制→控温水冷→步进冷床冷却→精整收集→入库2.2 技术要求2.2.1 执行标准:GB1499.2-20072.2.2 牌号:HRB500E2.2.3 化学成分及力学性能要求:见表1、表22.3 钢坯成分设计炼钢工艺控制无论采用何种轧制工艺,钢的化学成分均是对钢筋性能起决定性的因素,因此对HRB500E钢筋用钢的成分控制就显得尤为重要。
在微合金化的C-Mn钢中。
C是钢中重要的强化元素,每增加0.1%C,可使钢的屈服强度提高28Mpa,抗拉强度提高70Mpa。
提高钢中的碳除可以改善钢的强度外,对抗震钢筋生产而言,还能明显改善钢筋的强屈比。
Mn的加入可以提高V在钢中的沉淀强化效果,并可降低控冷工艺过程中相变温度。
在微合金元素的选择上,我们对比了Nb和V两种元素在钢中的作用,最终决定采用V微合金化。
原料采用V-N合金,利于V-N在奥氏体中的固溶度积,增强沉淀强化效果,降低钢的脆性转变温度,提高钢的强韧性配合,有效提高钢的高应变低疲劳性能,提高其在地震载荷下的随机疲劳寿命。
为保证获得生产HRB500E所需的合格钢坯,制定力炼钢工艺控制要求:(1)采用优质铁水、废钢。
(2)冶炼终点温度控制在1650-1680℃,吹炼终点C制在0.10-0.15%、P、S小于0.040%。
HRB500E高强抗震钢筋生产实践发表时间:2019-07-31T11:58:40.073Z 来源:《科学与技术》2019年第05期作者:徐军[导读] 通过采用铌钒复合微合金化成分设计,以及控轧控冷工艺等措施,成功轧出符合国标要求的HRB500E高强抗震钢筋。
河钢集团承钢公司,河北承德 067000摘要:目前HRB500E高强抗震钢筋生产主要采用钒氮微合金化生产,主要技术难点是屈服强度ReL、强屈比Rm/ReL和最大力下总延伸率Agt偏低。
结合生产线装备,通过采用铌钒复合微合金化成分设计,以及控轧控冷工艺等措施,成功轧出符合国标要求的HRB500E高强抗震钢筋。
关键词:HRB500E;铌钒复合;控轧控冷1前言建材是钢铁工业主要品种大类,随着我国建筑工业的迅速发展,高层建筑、大型水利工程等对钢筋性能的要求越来越高,新版国标GB/T1499.2-2018的发布,HRB500E高强抗震钢筋生产成为大势所趋[1],在棒材生产线上对HRB500E高强抗震钢筋进行了试制,通过采用铌钒复合微合金化成分设计,以及合理控轧控冷工艺措施,成功轧制出HRB500E高强抗震钢筋,各项成分、性能指标均满足标准要求。
2HRB500E高强抗震钢筋要求抗震钢筋基本技术条件包括:钢筋实测抗拉强度与实测屈服强度之比Rºm/RºeL不小于1.25;钢筋实测屈服强度与规定的屈服强度特征值之比RºeL/ReL不大于1.30;钢筋的最大力总伸长率Agt不小于9.0%的要求[2]。
高强抗震钢筋要求具有良好的塑韧性,来最大限度地吸收地震能量,提高建筑物安全性,起到抗震的作用。
根据国标GB/T1499.2-2018中HRB500E热轧带肋抗震钢筋力学性能特征值要求,结合生产实际中的时效和检验偏差,制定内控标准,见表1。
3工艺设计HRB500E高强抗震钢筋钢,单纯靠C、Si、Mn不能很好的满足GB/T1499.2-2018要求,生产企业一般采用微合金化,匹配轧后控冷工艺。
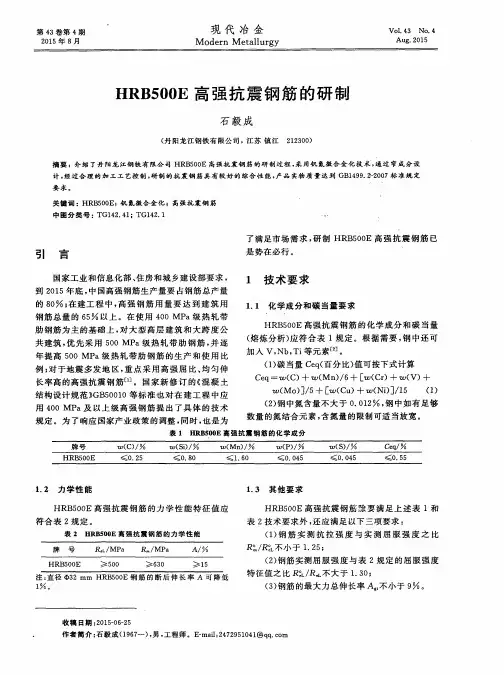
凌钢HRB500E大规格高强抗震钢筋研制与实践摘要:根据Nb、V和N微合金化强化性能机理,通过试验选用氮化钒铁和铌铁复合微合金化,提高强度、保证强塑性匹配下,成功研制出大规格高强度HRB500E抗震钢筋。
关键词:高强度晶粒细化固溶和沉淀强化抗震氮化钒铁和铌铁前言目前,我国处于工业化和城镇化快速发展时期,但是,我国建筑行业使用高强钢筋比率偏低。
据统计资料,2009年我国钢铁企业生产的热轧带肋钢筋共 1.3亿吨,占国内钢材总产量的24%。
其中HRB400占钢筋总量的31.1%;HRB500仅占钢筋总量的0.6%;国外采用高强钢筋较为普遍。
使用高强钢筋效益明显,在保证建筑结构安全度不变的前提下,可减少钢筋用量,也可显著改善框架结构中梁、柱节点钢筋拥挤的现象,提高工程质量;其次,我国又是地震多发地区,为提高建筑物的坚固性,必须增加钢筋用量或采用高强抗震钢筋。
从2008年开始,凌钢集团就一直致力于高强钢筋的研究,特别是对高强抗震钢筋研究,在开发研究HRB400E抗震钢筋的基础上对HRB500E高强钢筋进行研制,试验φ12~φ32mm规格比较顺利,但在开发规格φ36mm、φ40mm大规格过程中遇到屈服强度富余量低、强屈比不合等问题。
而后通过不断优化成分和工艺,现已能批量化生产。
1大规格HRB500E钢筋研究1.1技术要求从表3看,采用铌钒复工艺后生产HRB500E抗震钢筋屈服强度和强屈比适中,时效1周后,屈服强度降低10~15MPa,抗拉强度降低5~10MPa,性能均满足抗震钢筋标准要求。
从高倍检验看,非金属夹杂物中A类为2.0~2.5级、B类为1.0~1.5级、C类为3.0~3.5级、D 类为2.0~2.5级、硫化物和C类硅酸盐夹杂较高,晶粒度适中(8.0~9.0级),组织为铁素体+珠光体。
大规格HRB500E抗震钢筋基本具备批量生产条件。
4 结论通过试验对比采用铌钒复合生产大规格抗震钢筋比单纯采用氮化钒铁更能实现强塑性匹配;在生产中要保证窄成分控制,同时提高内控成分合格率,确保力学性能稳定;要加强低硫成分控制同时加强吹氩、中间包液面高度控制促使硅酸盐夹杂上浮去除,进一步提高HRB500E性能。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。