人员巡检流程
- 格式:doc
- 大小:32.68 KB
- 文档页数:1


安全巡检工作流程
安全巡检是一个保障工作环境安全和预防事故发生的重要措施。通过对工作场所、设备和员工行为等方面的全面检查,能够及时发现并消除潜在的安全隐患,确保工作过程安全可靠。下面将详细介绍一种常见的安全巡检工作流程。
一、筹备阶段
在开始进行安全巡检之前,首先需要进行一些准备工作。这包括确定工作计划、编制巡检清单和准备必要的工具和装备。工作计划应包括巡检时间、巡检范围和巡检人员等信息,确保巡检工作有条不紊地进行。巡检清单是一个具体的检查项目列表,列出了需要检查的工作区域、设备和行为规范等内容。巡检人员需要根据清单的要求进行全面检查,并记录潜在问题。
二、巡检实施
1. 巡检目标区域
根据巡检清单,巡检人员开始逐个检查工作区域。这包括办公区、生产车间、库房、设备间等,以及其他需要检查的区域。巡检人员应仔细观察,寻找可能存在的安全隐患。
2. 巡检设备和工具
在巡检过程中,巡检人员需要对各类设备和工具进行检查。这包括机器设备、电器设备、消防设备等。巡检人员需要确保这些设备正常运作,不存在损坏或故障的情况。对于存在问题的设备,应及时上报维修。
3. 巡检工作行为规范
除了对环境和设备的检查,巡检人员还需要关注员工的工作行为规范。这包括佩戴防护装备、正确使用工具、遵守操作规程等。巡检人员可以通过观察员工的行为,提醒并教育他们遵守相关安全规定,预防事故的发生。
三、记录和整理
在巡检过程中,巡检人员需要做好记录工作。这包括记录发现的潜在危险、已采取的措施以及存在的问题等。记录的内容应准确、详细,并标注时间和地点。这些记录的信息可以为后续的整改和改进提供依据。巡检结束后,巡检人员需要整理并归档巡检报告,以备将来参考。
四、问题整改
根据巡检报告中的问题清单,相关责任部门和人员需要及时采取措施进行整改。对于存在的安全隐患,应立即采取有效的措施进行修复或处理。同时,对于一些潜在风险,也需要采取预防措施,避免事故的发生。整改的过程需要记录,并跟进整改工作的完成情况。
1. 目的
预防质量隐患发生,监督生产运作各环节,按照规定程序进行,保持良好的生产环境,文明生产。
2. 适用范围
生产系统各个部门:SMT、邦定、生产部、工程部
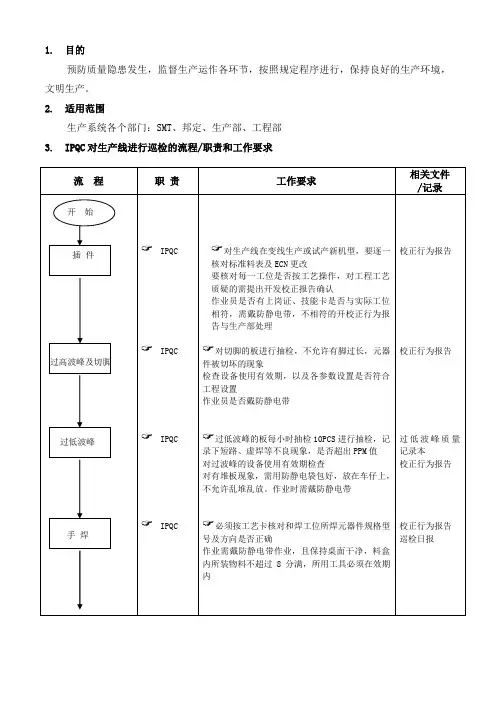
3. IPQC对生产线进行巡检的流程/职责和工作要求
流 程 职 责 工作要求 相关文件
/记录
插 件
过高波峰及切脚
过低波峰
手 焊
IPQC
IPQC
IPQC
IPQC
对生产线在变线生产或试产新机型,要逐一核对标准料表及ECN更改
要核对每一工位是否按工艺操作,对工程工艺质疑的需提出开发校正报告确认
作业员是否有上岗证、技能卡是否与实际工位相符,需戴防静电带,不相符的开校正行为报告与生产部处理
对切脚的板进行抽检,不允许有脚过长,元器件被切坏的现象
检查设备使用有效期,以及各参数设置是否符合工程设置
作业员是否戴防静电带
过低波峰的板每小时抽检10PCS进行抽检,记录下短路、虚焊等不良现象,是否超出PPM值
对过波峰的设备使用有效期检查
对有堆板现象,需用防静电袋包好,放在车仔上,不允许乱堆乱放。作业时需戴防静电带
必须按工艺卡核对和焊工位所焊元器件规格型号及方向是否正确
作业需戴防静电带作业,且保持桌面干净,料盒内所装物料不超过8分满,所用工具必须在效期内
校正行为报告
校正行为报告
过低波峰质量记录本
校正行为报告
校正行为报告
巡检日报 开 始
流 程 职 责 工作要求 相关文件
/记录
半成品测试
组 合
成品测试
包 装
IPQC
IPQC
IPQC
IPQC 抽检板时,若发现同一工位有3-4PCS作业不良需开校正报告,要求生产改善
如有堆机,半成品需要有防静电保护措施,用相应工具按规律放好
烙铁是否按时清洗
核对每个工位是否按正确工艺测试,若对测试工艺质疑地方,需开单与工程确认
1 / 14
巡检操作规程
1范围
本规程规定了辖区内燃气设备实施巡检的要求。
本规程适用于客服中心所辖区域内户外燃气设备设施巡检的操作。
2规范性引用文件
CJJ51-2006城镇燃气设施运行、维护和抢修、安全技术规程3术语
3.1维护maintenance
为保障燃气设施正常运行,预防事故发生所进行的检查、维修作业
4基本要求及说明
4.1注意事项
4.1.1应制定预防控制措施以降低行车中发生交通事故的危害程度;
4.1.2应正确穿戴劳保防护用品用品以免因静电引起火花;
4.1.3规定作业操作过程应否使用防爆工具;
4.1.4应正确操作,以免引发燃气泄漏;
4.1.5管线打开作业时是应将管线内压力放空以防止因带压气体喷出造成机械伤害或爆炸起火;
4.1.6管线打开作业时应对操作场地周围进行安全检查以防止因存在明火造成爆炸起火;
4.1.7管线打开作业时应对打开管线进行密封保护以防止因异物进入管线内造成管线堵塞或损坏流量计等附属设备;
4.1.8如需停运时,应先关闭进口阀门,再关闭出口阀门,最后打开排污阀门;
2 / 14
4.1.9应注意压力表是否失灵或未定期检定;
4.1.10排污时阀门开启不可太快,以免产生火花,引起爆燃;
4.1.11排污时设置警戒区,防止无关人员靠近调压柜,造成人身伤害;
4.1.12保养阀井时,是否出现恶心、呕吐、呼吸困难等不适症状;
4.1.13合理设定压力,以免压力设定不合理,引起超压或设备损坏等事故;
4.1.14拆卸安全阀时是否有确认阀门完好无内漏;
4.1.15安全切断阀压力值调节时应意识到脱扣机构不能上扣,在反复上扣过程中伤手;
4.1.16更换阀门应按作业指导书进行操作,确保各阀门按顺序开关;
4.1.17拆卸阀门时应对阀门进行固定以防止因意外滑落造成机械伤害;
4.1.18拆卸阀门时应对管线法兰连接处的可燃气体浓度进行实时检测防止因上游阀门存在内漏造成爆炸起火。4.2应急处置

IPQC巡检流程七大手法八大原则九大步骤
IPQC(In-Process Quality Control)是一种在生产过程中进行的质量控制方法。它通过对生产过程中的关键环节进行监控和检查,以确保产品质量符合标准和要求。IPQC巡检流程包括七大手法、八大原则和九大步骤。
一、IPQC巡检流程的七大手法:
1.抽样检查:在整个生产过程中,抽取一定数量的产品进行检查,以评估产品质量。
2.自检:操作人员在完成每个工序后,对产品进行自我检查,确保产品符合质量要求。
3.互检:相邻工序的操作人员对彼此的产品进行检查,以确保产品在流转过程中没有质量问题。
4.专检:专门的质量检验员对产品进行检查,以提供更加专业的质量监控。
5.相比检查:将同类产品进行比较,寻找质量差异,确定质量问题出现的原因。
6.全巡检:对生产过程中的每个环节进行全面检查,确保产品质量在控制范围之内。
7.过程控制:根据过程中收集到的数据和信息,采取相应的措施进行调整和优化,以保证产品质量的稳定性。
二、IPQC巡检流程的八大原则: 1.早期预防原则:在生产过程的早期阶段,采取有效的预防措施,防止质量问题的发生。
2.即时改进原则:一旦发现质量问题,及时采取纠正措施,防止问题扩大和重复发生。
3.重点控制原则:将重点放在生产过程的关键环节上,确保质量控制的有效性。
4.统一管理原则:统一制定质量控制标准和方法,确保全员参与质量控制。
5.严格记录原则:对整个巡检过程进行详细记录,包括检查结果、异常情况和纠正措施等。
6.因果分析原则:对质量问题进行深入分析,找出问题的根本原因,以便采取针对性的措施。
7.客户导向原则:以客户需求为导向,确保产品质量能够满足市场需求。
8.持续改进原则:不断对巡检流程进行评估和优化,改进质量控制效果。
三、IPQC巡检流程的九大步骤:
1.制定巡检计划:根据生产过程的特点和需求,制定巡检的时间、范围和方法,并确定巡检的频率。