切削参数的选择(精)
- 格式:doc
- 大小:12.50 KB
- 文档页数:3
切削参数选择合理的切削用量是充分利用机床和刀具的性能,在保证加工质量的前提下获得高的生产率和低加工成本。
总的原则:首先选择尽量大的背吃刀量,其次选择最大的进给量,最后是切削速度。
1:粗加工时,为提高效益在保证刀具、数控夹具和机床强度刚性足够条件下,切削用量选择顺序是,1切削深度大一些,2其次较大的进给量,3适当的切削速度。
1若加工佘量小,切削深度不可能大时,可增加进给量。
2当铣削材料表面有硬层时,一次切削深度应超过硬层厚度,使刀具在首次切削时刀刃不易磨损并防止产生崩刀现象。
3铣削有色金属时。
材料塑性韧性好,硬度低,切削用量可选大,如主轴转速可选较大值,但进给速度不可太大,否则紫铜就易产生黏刀现象。
(粗加工时用大背吃刀量、用机床能承受的最大进给量、用低主轴转速。
)2:精加工时,加工佘量小,为保证工件的表面光洁度,应尽可能增加切削速度,进给量可适当减小,切削用量可根据加工佘量和零件的技术要求而定。
(半精加工为清角加工,是为了保证精加工前佘量一至避免弹刀而设的,精加工时用小的背吃刀量、低进给、高转速以保证精度、光洁度。
)3:高速铣削,是采用硬质合金刀,在很高的转速下,利用铣削中产生的高温(600℃-1000℃),使工件加工表面软化。
而又能充分发挥刀具切削性能的一种高效加工方法,其切削用量应据材料具体型号而定。
1:背吃刀量选择,可根据加工佘量确定,粗、半精、精加工各工序有不同的方法粗加工时(表面粗糙度Ra:50~12.5µM),考虑刀具强度、机床功率、工件、装夹等刚性尽可能一次去除全部佘量,(中等功率机床背吃刀量可达8~10MM)若加工佘量过大,一次走刀会造成机床功率和刀具强度不够。
若加工佘量不均,会引起振动。
若刀具受冲击严重出现打刀,需要采用多次走刀。
半精加工时(表面粗糙度Ra:6.3~3.2µM),背吃刀量可为0.5~2MM。
精加工时(表面粗糙度Ra:1.6~0.8µM),背吃刀量可为0.1~0.4MM。
数控机床切削参数的选择与优化随着制造业的发展和技术的进步,数控机床在现代工业生产中扮演着至关重要的角色。
而在数控加工过程中,切削参数的选择和优化是影响加工效率和加工质量的关键因素。
本文将着重探讨数控机床切削参数的选择与优化策略。
一、数控机床切削参数的选择数控机床切削参数的选择需要综合考虑多个因素,包括加工材料、工件形状、加工要求等。
以下是数控机床切削参数选择的一些建议:1. 切削速度切削速度是指刀具在单位时间内与工件相对运动的速度。
切削速度的选择应根据加工材料的硬度、切削刃数、刀具材料等因素来确定。
一般来说,对于硬度较高的材料,切削速度应适当降低,以减小刀具磨损和延长刀具使用寿命。
2. 进给速度进给速度是指每刀牌的刀具在切削过程中在刀具运动方向上的移动距离。
进给速度的选择应根据加工材料的硬度、切削刃数、刀具材料等因素来确定。
过高的进给速度可能导致切削过程中产生过多的热量,影响加工质量。
3. 切削深度切削深度是指刀具在切削过程中与工件接触的最大深度。
切削深度的选择应考虑加工材料的硬度、切削刃数、刀具材料等因素。
较小的切削深度可以减小切削力和切削温度,提高加工精度。
4. 切削方式切削方式包括铣削、车削、钻削等。
选择合适的切削方式可以提高加工效率和加工质量。
对于不同形状的工件,应选择适合的切削方式,以确保切削过程的稳定和切削力的均匀分布。
二、数控机床切削参数的优化除了选择合适的切削参数外,优化切削参数也能提高加工效率和加工质量。
以下是一些常用的数控机床切削参数优化策略:1. 刀具润滑刀具润滑是切削过程中的重要环节,它能减小切削力和摩擦,并提高刀具的使用寿命。
选择合适的切削液类型和使用方法有助于减少切削过程中的热量积累和切削力的产生。
2. 切削力监测与控制通过切削力的监测和控制,可以实时了解加工过程中的切削负荷情况,从而优化切削参数的选择。
采用合适的传感器和控制系统,能够更好地预测和调节切削过程中的切削力,提高加工效率和加工质量。
数控机床加工不同硬度材料的最佳切削参数选择方法引言:数控机床作为现代制造业中的重要设备,广泛应用于各种工业领域。
在加工过程中,选择合适的切削参数对于实现高效、高质量的加工非常重要。
本文将介绍数控机床加工不同硬度材料的最佳切削参数选择方法,以帮助读者在实践中获得更好的加工效果。
一、硬度对切削参数的影响切削硬度是指材料对刀具切削时的硬度,硬度越高通常表明切削难度越大。
硬度对切削参数的选择有以下几个方面的影响:1. 切削速度:硬度较低的材料可以使用较高的切削速度,以提高加工效率。
而对于硬度较高的材料,则需要采用较低的切削速度,这样能减少切削时的磨损,提高刀具使用寿命。
2. 进给速度:硬度较低的材料可以采用较大的进给速度,以加快切削进程。
而对于硬度较高的材料,需要降低进给速度,以减少切削时的切屑形成和排出的困难。
3. 切削深度:对于硬度较低的材料,可以选择较大的切削深度,以减少加工时间。
而对于硬度较高的材料,则需要采用较小的切削深度,以避免刀具过度磨损和工件变形。
二、选择最佳切削参数的方法正确选择切削参数可以提高加工效率、降低成本,并保证加工质量。
以下是一些建议的方法:1. 参考切削参数手册:数控机床切削参数手册是宝贵的参考资料,其中列出了不同硬度材料的推荐切削参数。
可以根据工件材料的硬度,查找手册并参考建议的切削参数进行调整。
2. 经验法则:经验法则可以作为初步选择切削参数的参考。
例如,对于硬度较低的材料,可以尝试切削速度为材料硬度的2倍,进给速度为材料硬度的0.5倍,切削深度为3mm。
然后根据实际情况进行微调。
3. 切削试验:切削试验是一种有效的方法,可以根据试验结果来选择最佳切削参数。
在实际加工之前,可以准备一块与工件材料相似的试验材料,进行切削试验,并记录加工时间、表面粗糙度、切削力等参数。
根据实验结果调整切削参数,以得到最佳加工效果。
4. 刀具选择:选择合适的刀具也是选择最佳切削参数的重要因素。
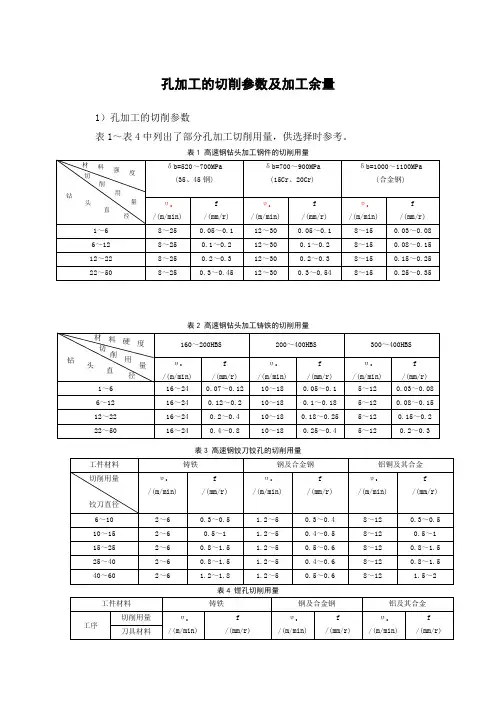
孔加工的切削参数及加工余量
1)孔加工的切削参数
表1~表4中列出了部分孔加工切削用量,供选择时参考。
表1 高速钢钻头加工钢件的切削用量
表2 高速钢钻头加工铸铁的切削用量
表3 高速钢铰刀铰孔的切削用量
表4 镗孔切削用量
2)孔加工的加工余量
表5中列出在实体材料上的孔加工方式及加工余量,供选择时参考。
表5 在实体材料上的孔加工方式及加工余量
4.攻螺纹的加工工艺
1)底孔直径的确定
攻螺纹之前要先打底孔,底孔直径的确定方法如下:对钢和塑性大的材料
D孔=D-P
对铸铁和塑性小的材料
D孔=D-(1.05~1.1)P
式中:D孔—螺纹底孔直径,mm;
D─螺纹大径,mm;
P─螺距,mm。
2)盲孔螺纹底孔深度
盲孔螺纹底孔深度的计算方法如下:
盲孔螺纹底孔深度=螺纹孔深度+0.7d
式中:d─钻头的直径,mm。
国家职业教育机械制造技术专业教学资源库车削薄壁工件时车刀的几何参数及切削用量选择一、车刀的几何参数选择在薄壁工件的车削过程中,合理的车刀几何角度对车削时切削力的大小,产生的热变形、工件表面的粗糙度值都有较大的影响。
车刀前角的大小,决定着切削变形与车刀锋利程度。
前角大,切削变形和摩擦力减小,切削力减小,使切削变形小,切屑容易流出。
但前角太大,会使车刀的楔角减小,车刀的强度降低,车刀散热差,加快车刀的磨损。
若车刀的后角增大,则可减少后刀面与工件之间的摩擦,切削力也相应减小,工件不易产生热变形。
但后角过大时,车刀的强降低。
总之,在车削薄壁工件时,要求刀柄的刚度要求高,车刀的修光刃不易过长(一般取O.2~O.3mm),刃口要锋利。
在车刀的角度选取方面遵循以下原则:1、选用较大的主偏角,增大主偏角可减小主切削刃参加工作的长度,并有利于减小径向切削分力。
2、适当增大副偏角,可以减少副切削刃与工件之间的摩擦,从而减少切削热,有利于减小工件热变形。
3、前角适当增大,应尽量使车刀锋利,切削轻快,排屑顺畅,促使减小切削力和切削热。
4、刀尖圆弧半径要小。
车刀的几何参数可参考下列要求:1、外圆精车刀。
Κr = 90°~93°,Κ′r = 15°,a o = 14°~16°,a o1= 15°,γ0适当增大。
2、内孔精车刀。
Κr = 88°~90°,Κ′r = 10°~15°,γ0 = 10°~15°,a o = 14°~16°,a o1= 6°~8°,λs= 5°~6°。
二、切削用量的选择薄壁工件刚度低、易变形,在车削加工过程中切削用量的选择对加工质量影响很大,如果背吃刀量和进给量增大,则切削力增大,工件变形也增大,对加工质量不利。
如果减小背吃刀量,增大进给量,工件的表面残余面积增大,表面粗糙值加大,对加工质量也不利。
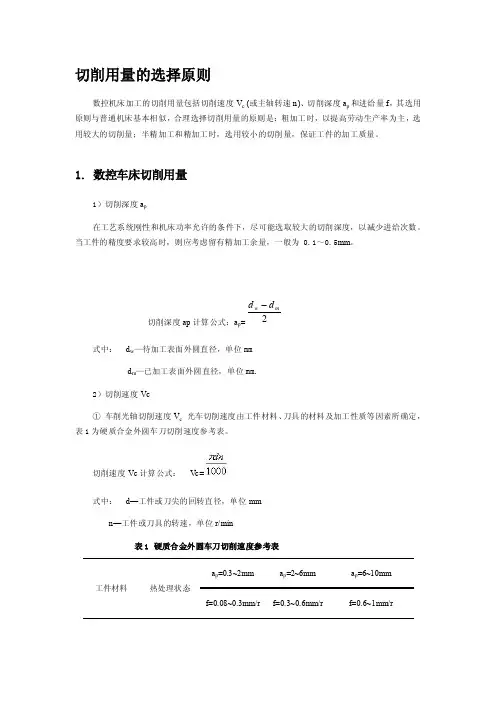
切削用量的选择原则数控机床加工的切削用量包括切削速度V c (或主轴转速n)、切削深度a p和进给量f,其选用原则与普通机床基本相似,合理选择切削用量的原则是:粗加工时,以提高劳动生产率为主,选用较大的切削量;半精加工和精加工时,选用较小的切削量,保证工件的加工质量。
1. 数控车床切削用量1)切削深度a p在工艺系统刚性和机床功率允许的条件下,尽可能选取较大的切削深度,以减少进给次数。
当工件的精度要求较高时,则应考虑留有精加工余量,一般为0.1~0.5mm。
切削深度ap计算公式:a p=2mw dd式中:d w—待加工表面外圆直径,单位mmd m—已加工表面外圆直径,单位mm.2)切削速度Vc①车削光轴切削速度V c光车切削速度由工件材料、刀具的材料及加工性质等因素所确定,表1为硬质合金外圆车刀切削速度参考表。
切削速度Vc计算公式:Vc=式中:d—工件或刀尖的回转直径,单位mmn—工件或刀具的转速,单位r/min表1 硬质合金外圆车刀切削速度参考表工件材料热处理状态a p=0.3~2mm a p=2~6mm a p=6~10mmf=0.08~0.3mm/r f=0.3~0.6mm/r f=0.6~1mm/rVc/m·min-1Vc/m·min-1Vc/m·min-1低碳钢易切热轧140~180100~12070~90钢热轧130~16090~11060~80中碳钢调质100~13070~9050~70热轧100~13070~9050~70合金工具钢调质80~11050~7040~60工具钢退火90~12060~8050~70HBS<19090~12060~8050~70灰铸铁HBS=190~22580~11050~7040~60高锰钢10~20铜及铜合金200~250120~18090~120铝及铝合金300~600200~400150~200铸铝合金100~18080~15060~100注:表中刀具材料切削钢及灰铸铁时耐用度约为60min。
数控机床加工常用的切削参数选择技巧数控机床是现代制造业中不可或缺的重要设备,它可以高效地加工各种材料,为工业生产提供了巨大的便利。
而在数控机床的加工中,切削参数的选择对于加工质量和效率起着至关重要的作用。
本文将介绍数控机床加工中常用的切削参数选择技巧,帮助读者在实际工作中正确选择合适的切削参数。
首先,切削速度是数控机床加工中最基本的切削参数之一。
切削速度是指工件与刀具相对运动的速度,它直接影响到切削力和加工表面的质量。
在选择切削速度时,需要考虑材料的硬度、切削工具的材料和涂层等因素。
一般而言,硬度较高的材料需要选择较低的切削速度,否则容易造成刀具磨损过快或加工表面粗糙。
其次,进给速度也是切削参数中的重要指标。
进给速度是指在单位时间内工件的移动距离。
合理选择进给速度可以提高加工效率,同时还能减小切削力,延长刀具寿命。
在选择进给速度时,需要考虑切削类型、加工精度要求以及刀具的刃口数等因素。
一般而言,对于粗加工可以选择较大的进给速度,而对于精加工则要选择较小的进给速度,以保证加工表面的质量。
另外,切削深度也是数控机床加工中重要的切削参数之一。
切削深度是指每次切削时刀具与工件之间的距离。
合理选择切削深度可以保证加工表面质量,同时还能控制切削力和刀具寿命。
在选择切削深度时,需要综合考虑材料的硬度、刀具的强度和刚性以及加工要求等因素。
一般而言,切削深度不宜过大,以免造成切削力过大和加工表面粗糙。
除了上述三个常用的切削参数,还有一些其他的切削参数也需要注意。
首先是刀具的几何形状和尺寸,它们与加工表面的精度和质量密切相关。
选择合适的刀具几何形状和尺寸,可以提高加工精度和效率。
其次是刀具的涂层和材料,正确选择刀具的涂层和材料可以延长刀具的使用寿命和降低切削力。
此外,还需要注意切削润滑和冷却条件,保证切削过程的稳定性和切屑的排出。
在实际工作中,我们应该根据具体的加工要求和机床的性能特点来选择合适的切削参数。
同时,也需要不断进行试切和实践,不断总结和改进切削参数的选择,以提高加工效率和加工质量。
选择切削参数和常用计算公式切削参数是在切削过程中对刀具、工件和切削液等条件所做的一系列选择,它们直接影响着切削效果和加工质量。
常用的切削参数包括:切削速度、进给量、切削深度、刀具半径、切削角度等。
下面将介绍一些常用的切削参数及其计算公式。
1. 切削速度(Cutting Speed)切削速度是指刀具单位时间内划过工件表面的长度。
在机械加工中,切削速度通常用单位时间刀具切削长度来表示,单位是米/分钟(m/min)或英尺/分钟(ft/min)。
切削速度的选择主要取决于材料的切削性能、机床的性能以及刀具的材料和加工质量要求等因素。
常用的切削速度计算公式如下:切削速度(m/min)= π×刀具直径(mm)×转速(r/min)/ 10002. 进给量(Feed Rate)进给量是指单位时间内刀具在工件表面移动的距离,通常用毫米/转(mm/rev)或英寸/转(inch/rev)来表示。
进给量的选择要根据切削性能、切削深度和加工质量要求等因素进行综合考虑。
常用的进给量计算公式如下:进给量(mm/rev)= 进给速度(mm/min)/ 转速(r/min)3. 切削深度(Cutting Depth)切削深度是指刀具在工件上切削时,刀具刀尖与工件表面之间的距离,通常用毫米(mm)或英寸(inch)来表示。
切削深度的选择应根据工件材料的切削性能、机床的性能以及刀具的材料和加工质量要求等因素进行综合考虑。
4. 刀具半径(Tool Radius)刀具半径是指刀具切削边界上切削物质经过切削力的作用下被切除的物质所产生的刀具延伸部分的半径,通常用毫米(mm)或英寸(inch)来表示。
刀具半径直接影响刀具与工件之间的剪切角度和切削力的大小。
5. 切削角度(Cutting Angle)切削角度是指刀具刃口与工件表面之间的夹角,它的大小对切削力、切屑形态和切削温度等具有显著的影响。
常见的切削角度有正角、负角和零角等。
常用材料机械加工切削参数推荐表共 26 页2015年9月目录1 切削用量选定原则12 车削加工切削参数推荐表22.1 车削要素22.2 车削参数23 铣削加工切削参数推荐表93.1 铣削要素93。
2 铣削参数104 磨削加工切削参数推荐表184.1 磨削要素184.2 平面磨削194。
3 外圆磨削204.4 内圆磨削211 切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。
选择切削用量时,要综合考虑生产率、加工质量和加工成本。
从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍。
从刀具耐用度考虑:应首先采用最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度.从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
2 车削加工切削参数推荐表2.1 车削要素切削速度v:工件旋转的线速度,单位为m/min。
进给量f:工件每旋转一周,工件与刀具相对位移量,单位为mm/r。
切削深度a p:垂直于进给运动方向测量的切削层横截面尺寸,单位为mm。
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
d w :工件直径,单位为mm。
切削速度与转速关系:m/minr/minv:切削速度,工件旋转的线速度,单位为m/min。
n:工件的转速,单位为r/min。
d:工件观察点直径,单位为mm。
2.2 车削参数45钢热轧状态(硬度:187HB)外圆车削45钢热轧状态(硬度:187HB)内圆车削45钢调质状态(硬度:28~32HRC)外圆车削45钢调质状态(硬度:28~32HRC)内圆车削40Cr钢热轧状态(硬度:212HB)外圆车削40Cr钢热轧状态(硬度:212HB)内圆车削40Cr钢调质状态(硬度:28~32HRC)外圆车削40Cr钢调质状态(硬度:28~32HRC)内圆车削H62硬化状态(硬度:164HB)外圆车削H62硬化状态(硬度:164HB)内圆车削2A12-T4固溶处理并时效状态(硬度:105HB)外圆车削2A12-T4固溶处理并时效状态(硬度:105HB)内圆车削TC4固溶处理并时效状态(硬度:320~380HB)外圆车削TC4固溶处理并时效状态(硬度:320~380HB)内圆车削3 铣削加工切削参数推荐表3。
切削参数的选择范文切削参数的选择在机械加工过程中起着至关重要的作用,它直接影响到加工表面的精度、表面质量、加工效率和切削工具的寿命。
正确选择合适的切削参数,能够提高机械加工的质量和效率,降低加工成本。
本文将从不同的角度,详细介绍切削参数的选择。
首先,切削速度是影响切削过程的重要参数之一、切削速度过高容易导致切削温度升高,切削力增大,刀具磨损严重;切削速度过低,则会增加切削时间,降低生产效率。
因此,选择合理的切削速度十分重要。
切削速度的选择需要考虑材料的硬度、切削加工的稳定性以及切削液的能力等因素。
一般来说,对于不同的材料,可以根据经验选择切削速度的范围,并进行试切实验,掌握最佳的切削速度。
其次,进给量是另一个影响切削过程的重要参数。
进给量过大容易导致切削力增大,切削震动,刀具磨损加剧;进给量过小会增加切削时间,降低加工效率。
因此,选择合适的进给量也是非常重要的。
进给量的选择需要根据切削深度、切削宽度、切削力以及切削液的能力来确定。
通常情况下,进给量与切削深度和刀具直径有关,可以根据经验选择合适的进给量,并进行试切实验来确定最佳的进给量。
还有,切削深度也是影响切削过程的重要参数之一、切削深度过大容易导致切削力增大,产生严重的振动和噪音,刀具容易折断;切削深度过小则会增加切削时间,降低加工效率。
因此,选择合适的切削深度同样十分重要。
切削深度的选择需要综合考虑材料的硬度、刀具的刚度和刚度等因素。
一般来说,切削深度和刀具直径有关,可以根据经验选择合适的切削深度,并进行试切实验来确定最佳的切削深度。
此外,切削液的选择也对切削过程产生影响。
切削液可以降低切削温度,减少切削力,延长刀具寿命,提高加工表面的质量。
根据切削液的类型和性能,可以选择合适的切削液。
切削液的选择需要考虑切削材料的特性,切削液的润滑性能和冷却能力等因素。
不同的切削液适用于不同的材料和工艺,选择合适的切削液可以提高加工质量和效率。
最后,要选择适当的刀具和刀具材料。
三、切削加工参数的选择:下面所述只是一般情况下的选择,具体加工时情况千变万化,一定要根据材料的硬度,精度要求及刀具情况调整。
A、外形加工外形加工是一种常用的,实用又简单的加工方式,一般用平刀、圆鼻刀、斜刀,不用球刀,开粗时平面进给量可以进到刀具直径的三分之二至四分之三左右深度。
加工铜料H可以取大一些,加工钢料H可以取小一些,上表只是一个大概的范围,实际加工时应适当变通。
B、挖槽、(POCEET)挖槽的进刀量和外形差不多,但外形可以在料外边进刀,而挖槽则只能在料上面进刀。
有个下刀的问题,一般情况下是螺旋下刀,或斜线下刀,不允许直接下刀。
C、曲面加工的开粗所有加工刀具同挖槽一样,平刀或圆鼻刀,不用球刀,平面进刀量同挖槽一样,常用公差取0.5-0.2。
D、曲面加工的光刀曲面精加工一般都用平行铣光刀,用刀具为球刀,平刀很少用,如用平刀,一定要记住不能用负加工余量,变通的办法是将刀的直径设小点,设小加工负余量的2倍。
E、直纹加工直纹加工是一种不用做面的加工方法,简单实用是低版本的MASTRCAM的功能,进刀范围0.1-0.5,可以用球刀或平刀,而平刀亦可以设负加工余量。
F、2D、3D扫描加工。
扫描加工是一种简单实用的方法,进刀量范围0.1-0.5。
G、曲面加工放射状加工。
进刀量是以角度计算的,角度的大小要换算成平面进刀量0.1-0.5mm。
H、曲面等高外形加工。
应根据工件或图形是否可以用,以为它在X、Y方向不能分层加工,一般用来锣骨位铜公等。
H进刀量0.05-1mm(根据刀具大小而定)。
I、以上八种常用加工刀路的公差及进刀量的选择。
下面再从不同刀具大小的公差。
以上讲述了刀具的分类,选用及进刀量的选择,下面再简要概述一下仅做参考;(1)在适当的情况下,选用大一点的到;(2)加工钢料尽量用刀把;(3)工件表面要求高则公差进刀量就要下些,走刀速度也要慢一些,反之亦然;要合理地应用刀具学问是很大的。
切削参数选择原则:
切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。
所谓“ 合理的” 切削用量是指充分利用刀具切削性能和机床动力性能 (功率、扭矩 ,在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。
一制订切削用量时考虑的因素
切削加工生产率
在切削加工中,金属切除率与切削用量三要素 ap 、 f 、 v 均保持线性关系, 即其中任一参数增大一倍, 都可使生产率提高一倍。
然而由于刀具寿命的制约,
当任一参数增大时,其它二参数必须减小。
因此,在制订切削用量时,三要素获得最佳组合,此时的高生产率才是合理的。
刀具寿命
切削用量三要素对刀具寿命影响的大小,按顺序为 v 、 f 、 ap 。
因此,从保证合理的刀具寿命出发, 在确定切削用量时, 首先应采用尽可能大的背吃刀量; 然后再选用大的进给量;最后求出切削速度。
加工表面粗糙度
精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
二刀具寿命的选择原则
切削用量与刀具寿命有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命, 而合理的刀具寿命则应根据优化的目标而定。
一般分最高生产率刀具寿命和
最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最低的目标确定。
选择刀具寿命时可考虑如下几点:
根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高
生产效率,刀具寿命可选得低些,一般取 15-30min 。
对于装刀、换刀和调刀比较复杂的多刀机床、组合机床与自动化加工刀具, 刀具寿命应选得高些,尤应保证刀具可靠性。
车间内某一工序的生产率限制了整个车间的生产率的提高时,该工序的刀具寿命要选得低些;当某工序单位时间内所分担到的全厂开支 M 较大时,刀具寿命也应选得低些。
大件精加工时,为保证至少完成一次走刀,避免切削时中途换刀,刀具寿命应按零件精度和表面粗糙度来确定。
三切削用量制定的步骤
背吃刀量的选择
进给量的选择
切削速度的确定
校验机床功率
四提高切削用量的途径
采用切削性能更好的新型刀具材料;
在保证工件机械性能的前提下,改善工件材料加工性;
改善冷却润滑条件;
改进刀具结构,提高刀具制造质量。
其中:ap 背吃刀量, f 进给量, Vc 切削速度
Vc=πdn/1000(单位为 m/min;
d ——工件或刀具上某一点的回转直径 (mm
n ——工件或刀具的转速 (r/min
由于切削刃上各点相对于工件的旋转半径不同, 因而刀刃上各点的切削速度也不同,在计算时应取最大的切削速度。
外圆车削时计算待加工表面上的速度,内孔车削时计算已加工表面上的速度, 钻削时计算钻头外径处的速度。
t1=(L÷nf×(A÷ap=L×A×π×d/(1000×v×f×ap
t1:切削工时
L :每次进给的行程长度 (mm
n ::转速 (r/min
A:每边加工总余量 (mm d:工件直径 (mm。