辅助车间集中控制系统方案
- 格式:doc
- 大小:53.50 KB
- 文档页数:6

基于单域网络环境的主辅DCS一体化控制方案斯林军;张成文;陈若春;吴伟军;唐秋杭;朱继峰【摘要】In the view of different control systems (DCS and several brandsof pLCs) and multiple operation duty points in a power plant, this paper presents an advanced design scheme of main and auxiliary DCS sys-tem integration by comprehensive comparison of multiple schemes of mainand auxiliary network in terms of economy and technology. Combining with the system characteristics and operation and management mode of Zhejiang Energy Group Liuheng power plant and China Resources Cangnan power plant, it customizes techni-cal schemes with different characteristics, which are already successfully implemented.%针对1个电厂存在不同控制系统(DCS和多种品牌pLC)并有多个运行值班点的现状,通过对多个辅控网配置方案进行技术性、经济性比较,提出先进的主辅DCS一体化设计方案。
结合浙能六横发电厂和华润苍南发电厂的系统特点和运行管理模式,量身定制了不同特点的技术方案,并都已成功投运。
【期刊名称】《浙江电力》【年(卷),期】2015(000)006【总页数】5页(P31-34,55)【关键词】辅控DCS;主辅一体化控制;单域网络;集中监控【作者】斯林军;张成文;陈若春;吴伟军;唐秋杭;朱继峰【作者单位】浙江省电力设计院,杭州 310012;华润电力温州有限公司,浙江温州 325800;浙江省电力设计院,杭州 310012;浙江省电力设计院,杭州 310012;浙江省电力设计院,杭州 310012;浙江浙能中煤舟山煤电有限责任公司,浙江舟山 316131【正文语种】中文【中图分类】TK39从2002年开始,我国电力行业进行了“厂网分开,竞价上网”电力体制改革,电源与电网企业分开,电力建设飞速发展,新建燃煤机组以超超临界1 000 MW等级机组为主。
洗煤厂集中控制系统设计方案一、总结选煤厂自动控制系统的任务是完成所有生产设备的控制和锁定、洗选工艺自动调节以及信息上传和共享,是生产自动化和信息化的重要部分。
洗煤厂自动化控制系统按照安全、实用、可靠、先进、开放指导思想进行设计,吸收以往洗煤厂成功的经验,选用先进的技术和设备来保证整个系统安全可靠正常地运行。
传统的洗煤厂集中控制系统一般采用逻辑元件实现集中控制,通过硬接线实现联锁。
由于元件的特性不一,在生产过程中经常会出现烧毁元件的现象,对生产影响很大。
若需要修改联锁关系时,必须改变柜内的接线方式,灵活性不高。
由计算机实现的集中控制系统能对全厂设备实现自动化管理,由操作员在集控室内直接控制设备的起停及过程参数的调节。
上位机界面可以直观地显示各种设备的启停状态和故障状态,便于操作员及时的掌握现场情况。
通过以太网,生产过程中的各种产品指标和工艺参数可传输至控制室,从而使全矿能够统一地安排人力资源及物力资源,实现安全、高效的生产。
选煤厂由于环境恶劣,对设备和设备控制水平要求高。
一般情况下系统采PLC+计算机+总线模块等组成工业控制网络,提高系统的管理水平。
二、设计原则和依据“先进、实用、经济”为系统总体原则。
选煤厂工艺为原煤重介—煤泥重介—浮选—浓缩压滤—洗水闭路。
建设项目所需的集中控制系统技术先进、自动化程度高、设备运行可靠,最终实现技术先进、设备性能安全可靠、配置合理、经济,并确保设备和人身安全、满足系统实时性、开放性、互换性、可用性、易操作性、易维护性的要求,达到自动化程度高的现代化生产管理模式。
1、设计原则1) 可靠的系统性能、技术成熟、能长期、稳定、连续的运行。
2) 技术先进。
3) 设计、模型选择兼容性和可扩展性。
4) 经济、实用性。
2、设计规范1) 《煤炭工业选煤厂设计规范》2) 《选煤厂集中控制装置选型技术规程》3) 《煤炭工业调度信息化总体规划纲要》4) 《“九五”这一时期煤炭行业电子信息发展规划纲要》5) 《煤炭调度信息设备》6) 《选煤厂设备流程图》7) 《选煤厂供配电系统图》三、质量保证我们向用户承诺,将严格执行合同中提供的所有产品ISO9001质量体系程序,从技术设计、施工设计、元器件采购及检验、产品加工及检验、现场指导安装、调试等方面,严格进行产品质量控制,确保提供符合行业标准的优质产品,使产品性能完全满足或超过合同及技术协议的要求。
变电站智能辅助控制系统优化实施方案摘要:变电站智能辅助控制系统在工程应用中如何优化实施,即功能先进性与经济实用性之间的平衡是本文论述的问题。
优化措施主要包括集成视频服务器、环境监测单元和后台服务器,采用一台站端处理单元接入所有辅助设施;用网络高清摄像机取代传统的模拟摄像机;总结以往工程经验,通过对空调、风机的控制策略进行优化,减少了温湿度传感器的数量,优化智能模块配置数量;优化智能照明系统联动功能。
这些措施的采用优化了系统的设备和功能配置,在满足规范和运行需求的前提下,减少设备投资,达到了良好的效果。
关键词:变电站;辅助控制系统;实施方案1 概述变电站智能辅助控制系统采用图像识别、传感器、计算机、网络通信、射频识别以及智能控制等多种技术,将变电站内分散的图像监视及安全警卫系统、火灾报警系统、环境监测系统、采暖通风系统、给排水系统、照明系统等各个子系统整合在一起,使其由一个个独立的小型自动装置变为具备对话功能的智能设备,实现内部信息交互,在此基础上实现部分联动功能,减轻运行人员工作量,提高辅助设施的自动化程度。
在现有情况下,如何把握技术先进性及经济实用性的关系,是本文要讨论的问题。
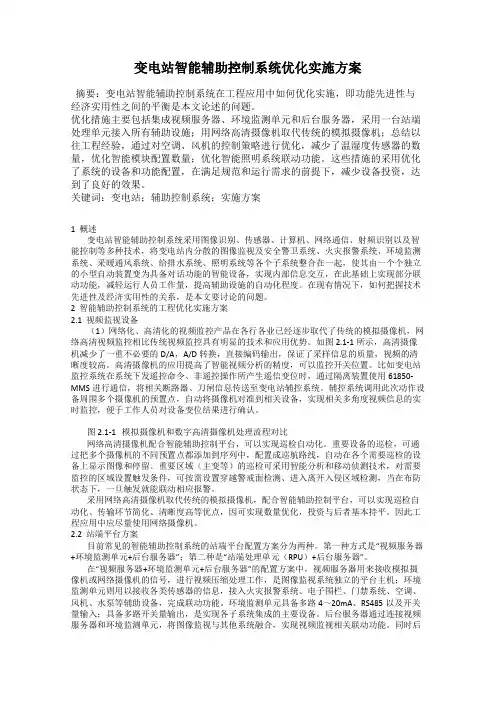
2 智能辅助控制系统的工程优化实施方案2.1 视频监视设备(1)网络化、高清化的视频监控产品在各行各业已经逐步取代了传统的模拟摄像机,网络高清视频监控相比传统视频监控具有明显的技术和应用优势。
如图2.1-1所示,高清摄像机减少了一重不必要的D/A,A/D转换,直接编码输出,保证了采样信息的质量,视频的清晰度较高。
高清摄像机的应用提高了智能视频分析的精度,可以监控开关位置。
比如变电站监控系统在系统下发遥控命令、非遥控操作所产生遥信变位时,通过隔离装置使用61850-MMS进行通信,将相关断路器、刀闸信息传送至变电站辅控系统。
辅控系统调用此次动作设备周围多个摄像机的预置点,自动将摄像机对准到相关设备,实现相关多角度视频信息的实时监控,便于工作人员对设备变位结果进行确认。

1.系统概述本系统是冶金有限公司项目空压站集中控制系统方案,该系统对4台离心机,4台自洁式过滤器,4台微热吸干机,以及压缩空气系统(系统压力及流量)、冷却水(压力及温度)等设备运行工况进行实时在线监控,并能实现远程通讯。
通过集中控制系统合理和有效的调度与管理,构成一个既可互为备用,也可并行工作的智能化压缩空气系统。
多台机组智能群控,减少人工操作,节约能源,延长设备的使用寿命,本系统电气方面的设计应遵守ISO/IEC/DIN/VDE相关规范。
2.控制对象概况:4台离心机,4台自洁式过滤器,4台微热吸干机,以及压缩空气系统、冷却水系统3.系统网络结构上位机HMT K吸干机 2#吸干机 3倉吸干机曲吸干机如图所示:①4台空压机、冷干机与集控站P L C通过M o d b u s R T U485进行通信,集控站与H M I工控机通过MPI网络通讯。
②要求空压机、冷干机提供Modbus RTU485接口及通讯地址表。
③冷却水测点采用硬接线方式采集,为了保证系统控制信号传输的可靠性,空压机的启、停、加/卸载采用硬接点的方式实现。
4.控制系统功能描述(1)系统包括:工程师站计算机、组态软件、控制柜、PLC控制器及通讯模块等。
(2)处于现场层压缩机及辅助设备均配备了完善可靠的本机控制和电气装置,可以独立完成本机的操作、运行和保护,在控制系统不投运的情况下,能正常地进行单机工作。
⑶PLC控制站为控制层的核心,采用西门子公司S7 200 PLC,空压机的控制器数据以Modbus485通讯协议送到S7 200PLC。
集控站具有采集和显示各台空压机的运行参数、电气参数、电气设备运行的状况。
(4) PLC控制站的运行模式包括:•单机远程操作:用户在控制室观察运行数据,并通过计算机操作站对现场设备进行启/停操作,设备之间不具连锁关系。
操作站能显示各设备运行状态和数据,系统动态流程图,各机以及电控设备控制流程图、供电系统图、工艺参数表、电气励磁参数、设备运行状态以及报警参数表等。
辅助车间集中控制系统方案作者:王杰摘要:近年来,随着现代计算机网络的不断发展、应用以及运行人员对电厂辅助系统工艺、控制理论认识的不断提高,借助计算机通讯网络,从工艺设计的合理性、控制设备选型的正确性方面着手,实现对全厂辅助车间相对集中监控及系统的自动运行已完全成为可能。
本文主要介绍内蒙古科右中热电厂的辅助车间联网控制方案,可供工程中参考和借鉴。
关键字:辅助车间控制方案前言当今大型火电机组炉、机、电的运行管理水平已经日趋成熟,可以做到炉、机、电集中监控,但是辅助车间仍有许多的电厂还在沿用水、煤、灰三个监控点。
这就与提高全厂运行、管理水平、减员增效的理念相违背。
所以各投资方越来越重视辅助车间控制系统的规划。
所以设立辅助车间集中监控系统已经成为一种趋势。
1 辅助车间的监控范围水系统:包括锅炉补给水、凝结水精处理、化学加药和汽水取样、工业废水处理、煤水处理室、雨水泵房及生活污水处理站、综合水泵房、工业回收水泵房、含油废水处理室、复用水泵房。
输煤系统:包括卸煤、储煤场、碎煤机、煤仓间、皮带运转层设备等和燃油泵房。
灰渣系统:包括除灰渣、电袋除尘、烟气脱硫、全厂配气中心系统。
2 辅助车间集中监控系统的规划京能盛乐是新建电厂,新建2台350MW机组。
考虑到一台机组投产以后的经济效益,所以设置辅助车间集中监控系统,以达到减员增效的目的。
2.1辅控网上层系统配置3台操作员站,1台工程师站,1台历史数据站,1台SIS接口工作站,2台互为热备的冗余服务器。
辅助车间监控点的设置辅助车间控制系统主要分水系统、输煤、除灰渣(包含脱硫)三个子系统,整个系统设一个集中操作点,三个后备操作点。
集中操作点、网络及操作设备设在主厂房集控室,辅网工程师站布置在主厂房工程师室。
三个后备操作点设在三个子系统主设备附近,分别为水系统后备操作点、输煤后备操作点、除灰渣及脱硫后备操作点,作为前期系统调试、检修和事故处理用。
在辅助车间运行成熟后取消水、煤、灰的临时监控点。
达到全厂辅助车间集中监控。
2.2.1辅助车间控制系统方案所有辅助车间设置1套独立的冗余控制网络,考虑辅助车间布置的分散性,辅助车间采用星形网络。
预留与SIS系统通讯接口,控制系统采用杭州和利时的DCS控制系统。
整个辅网BOP-DCS的可利用率至少为99.9%。
全厂辅助车间控制系统网络配置详见附图。
2.2.2水、煤、灰临时监控点系统配置(1)水系统2台操作员站,2台互为热备的冗余服务器。
(2)煤系统2台操作员站,2台互为热备的冗余服务器。
(3)灰系统1台操作员站,2台互为热备的冗余服务器。
3台操作员站(脱硫),2台互为热备的冗余服务器(脱硫)。
2.2.3 灰系统控制系统设计原则及技术要求:灰系统(包含除灰、除渣、电袋除尘、全厂配气中心、脱硫)的临时监控在除灰综合控制楼4.10m控制室,电子设备间设在综合控制楼4.10m层,脱硫系统在就地区域设电子设备间,除灰、除渣、全厂配气中心的控制机柜统一布置在综合控制楼内电子设备间内。
灰网控制系统能对除灰系统、除渣系统、电袋除尘系统、脱硫系统、全厂配气中心进行集中监视、管理、自动顺序控制及闭环控制,并可实现全自动、远方软手操作及就地操作三种控制方式。
LCD操作员站作为主要的人机接口方式,通过 LCD画面、键盘和鼠标对过程进行监视和控制,不设置常规的仪表盘及模拟屏。
所有运行参数及报警信息均通过打印机进行记录并制表。
2.2.4 水系统控制系统设计原则及技术要求:水系统的临时监控在锅炉补给水处理车间0m控制室,锅炉补给水系统控制机柜布置在控制室单独隔开的设备间内。
工业废水处理(含复用水泵房)、含煤废水、含油废水、汽水取样及化学加药、凝结水精处理系统的控制采用远程控制站,机柜在本车间电子设备间内。
水系统其他辅助车间(包括工业回收水泵房、综合水泵房、雨水及生活污水处理室)采用远程I/O机柜,在水系统操作员站上统一监控。
水系统控制系统能对锅炉补给水处理、工业废水(包含复用水泵房)、凝结水精处理、汽水取样及化学加药、工业回收水泵房、含油废水系统、含煤废水处理、综合水泵房(含生活消防水系统)、雨水及生活污水处理系统进行集中监视、管理、自动顺序控制及闭环控制,并可实现全自动、远方软手操作及就地操作三种控制方式。
LCD操作员站作为主要的人机接口方式,通过 LCD画面、键盘和鼠标对过程进行监视和控制,不设置常规的仪表盘及模拟屏。
所有运行参数及报警信息均能通过打印机进行记录并制表。
2.2.5 电除尘系统控制电袋除尘采用微机控制和本体清灰系统采用PLC控制+LCD画面显示,集中控制系统包括高、低压设备的运行控制,振打控制,电加热器的恒温控制,电机振打最优化控制,布袋除尘系统控制等。
程控系统为一闭环控制系统,除尘系统能在除尘控制室进行集中控制。
高压直流供电装置和低压供电装置的自动控制采用微机控制,布袋装置采用可编程序控制器(PLC)。
程序控制系统符合常规程控系统配置要求。
除尘工艺中的基本过程控制功能在PLC完成,优化控制功能和过程管理功能在上位监控机完成,具备停电后自恢复功能。
辅助车间集中监控系统与电袋除尘PLC控制系统进行冗余的通讯。
使电袋除尘能够在除灰综合楼控制室和主厂房集中控制使内对电袋除尘进行监控。
2.2.6 输煤系统控制输煤车间的环境较为恶劣,运行中过程量偏多。
输煤控制系统要完成以下操作:上煤程控、配煤程控、系统监测管理、事故报警、事故自诊断、煤量统计、报表打印、供电系统监控等。
2.2.6.1程控设备的布置与安装输煤综合楼设主控室,室内布置监控台与调度台,两者合为一体,其上放置两台上位机及工业电视控制主机等。
控制台上另设紧急停机事故按钮。
打印机放在侧面的专用台上。
程控设备如发生故障,BOP-DCS通过语音报警装置通知操作员。
输煤程控系统负责与翻车机、斗轮机遥控设备调度端、叶轮给煤机载波控制系统硬件接口部分及上位机端控制软件的编制工作,须满足将遥控部分与本系统融合成一完整系统的要求。
2.2.6.2 输煤系统保护信号类型(1)机械保护:拉绳、跑偏、打滑、煤流、堵煤、撕裂。
(2)电气保护:过流、过负荷、控制电源故障、电源消失(电源开关跳闸)。
2.2.6.3系统性能要求(1)输煤控制系统具有远方自动、手动控制和就地控制能力的完整的集成系统,能可靠、高效率和安全运行,并提供系统运行必需的联锁、调节控制、运行程序、监控和报警。
(2)输煤控制系统设计留有扩建的余度,并使扩建设计时对原设计修改最少。
(3)主要功能的控制、报警、监控和保护按功能和实际情况进行最大限度的分隔,以保证一个功能的故障不会导致其他功能的故障或失效。
注意保护系统的独立性以保证人身和设备安全。
(4)对系统的设备和它们的辅助设施建立功能组控制等级,以便允许运行人员在某些传感元件、元件或设备故障时,能选择较低的自动化程序,避免整个过程控制的丧失。
A、单一故障不产生整个控制系统故障。
B、任何故障不会导致输煤保护系统误操作或丧失保护功能。
C、系统块的控制功能组的布置使任一块的故障仅使总的系统控制降低。
这种降低可由人工干预予以补偿。
D、控制系统考虑足够的冗余度。
(5)中间继电器的最低动作电压在其额定工作电压的30%和70%之间。
(6)在输煤控制室内的(LCD)上设置声卡和音箱,用于非正常状况的语音报警。
还将语音报警信号接入广播呼叫系统。
2.2.7 烟气脱硫系统控制烟气脱硫系统(FGD)设计范围包括:烟气系统、二氧化硫吸收系统、吸收剂供应与制备系统、石膏脱水及处理系统、工艺水系统、氧化风机等系统的监视控制。
烟气脱硫系统采用控制室集中控制方式,控制室设在综合控制楼。
机组烟气脱硫系统采用一套独立的DCS系统,在控制室通过DCS系统操作员站的LCD/鼠标并辅以少量的就地监视和控制实现脱硫系统设备的启动、正常运行工况的监视和调整、停机和事故处理。
烟气脱硫系统以FGD-DCS系统操作员站LCD/鼠标为主要监视和控制手段,对旁路挡板门等重要设备在主厂房集中控制室和灰网控制室分别设置紧急手动按钮,在紧急状态下,能自动或手动快速打开旁路挡板门,切除烟气脱硫系统,确保不因烟气脱硫系统的故障影响锅炉安全运行。
除紧急操作按钮外,控制室内不设烟气脱硫系统其它常规监控设备。
烟气脱硫系统的顺序控制(SCS)按功能组、子功能组及驱动级三级设计,以子功能组为主。
当FGD发生异常、故障或事故时,能通过联锁保护自动切除有关设备及系统,同时进行事故记录,并对异常参数或状态进行事故追忆。
当锅炉MFT动作时,自动停止FGD的运行。
脱硫分散控制系统FGD-DCS与机组分散控制系统DCS采用相同的硬件。
烟气脱硫系统FGD-DCS与机组DCS系统通过硬接线方式交换联锁保护信号,以保证机组的正常运行。
FGD将装设一套烟气连续排放监测系统(CEMS),实时检测FGD入口和出口处的O2和SO2浓度,FGD出口处的NOx 浓度、粉尘含量等参数;测量值除在就地分析仪上显示外,还将送到FGD分散控制系统进行显示、控制和记录,当参数异常时,通过LCD进行报警并自动打印记录,及时为运行人员提供运行信息和操作指导,其中对烟气SO2浓度信号还将进行闭环控制。
3 辅网控制系统配置控制器要求(1)除灰、渣系统配置2对。
(2)全厂配气中心配置1对。
(3)输煤系统配置4对。
(4)锅炉补给水系统配置4对。
(5)汽水取样及化学加药配置1对。
(6)凝结水精处理配置1对(6)工业废水处理系统配置2对。
(7)含油废水处理系统1对(8)含煤废水处理系统1对(9)烟气脱硫系统5对4 辅控网网络接口BOP-DCS具有与其他控制系统通讯的能力,系统的通讯接口支持RS232C,RS485/422和以太网方式连接,使用TCP/IP、MODBUS/MODBUS PLUS通讯协议。
所有通讯接口内置于分散处理单元(DPU),或作为一个独立的多功能网关挂在数据高速公路上。
当接口用于过程监控需要双向通讯时,通讯接口为冗余(包括冗余通讯接口模件),冗余的通讯接口在任何时候都同时工作。
其中的任一通讯接口故障不对过程监控造成影响。
通过通讯接口接收到的所有数据可在控制系统的任意位置获取,并且能在操作员站上显示、报表记录、趋势、报警。
所有其他控制系统与BOP-DCS的数据通讯可靠并具有快速响应/更新时间(当接口用于过程监控时,应≦1秒,其余应≦2秒)。
BOP-DCS通讯接口监视并报告所连设备是否处于正常工作状态。
除过程信息之外,BOP-DCS还通过通讯接口获取其它控制系统中的故障诊断信息。
该诊断信息由其它控制系统中的标准故障自诊断程序产生。
当所连控制系统发生故障时,操作人员可通过操作员站上的信息得知相关工况。
通讯接口本身能提供计算和逻辑功能,并可向BOP-DCS的所有功能提供所需数据。