粉煤三通阀在Shell粉煤气化中的应用及国产化改进
- 格式:pdf
- 大小:225.20 KB
- 文档页数:3

书山有路勤为径,学海无涯苦作舟
Shell 煤化工锁斗阀国产化改造
中原大化集团甲醇装置气化锁斗阀原先采用进口品牌球阀,浮动球阀,金属密封。
由于煤粉锁斗阀的高压差,高冲刷工作环境造成阀体,阀球及密封冲蚀严重,使得阀门极易损坏,阀门更换频繁严重影响生产。
真空技术网(chvacuum/)认为SHELL 炉锁斗阀国产化改造势在必行。
1、阀门故障原因分析
(1)在煤粉的输送中,煤粉由于硬度高的原因,球容易被煤粉包裹,频繁
开启容易破坏金属密封,导致泄露等问题的出现,此时,在高压差情况下,阀体及密封面极易冲蚀,因此通常的球阀使用寿命非常短,据了解采用国内的硬密封球阀,最频繁的情况下一周要更换一次。
2010 年6 月气化煤粉锁斗阀12xv0223 阀球受损情况:阀球已被冲蚀,阀体密封面也受损严重。
2010 年6 月12xv0133 受损情况:阀门密封面受损。
(2)引起球阀损坏的其他原因还存在高温、阀体腐蚀及流通通道穿孔等。
另外阀门在开关的过程中,介质必然会进入阀的中腔,随着中腔物料的积累,阀门的开关扭矩变大,尤其是超细硅粉的堆积,最终导致阀门的损坏。
2、解决方法
(1)使用高硬度耐磨球阀或最好带有剪切自洁功能的球阀,如:耐莱斯-詹姆斯博雷。
(2)目前在煤化工项目中,在操作频繁的位置首推盘阀,其密封面为平面
结构,且每开关一次,阀盘自动旋转一个角度,即使磨损也为均匀磨损,相对球阀来说,可靠性要高很多。
盘阀以前只有美国的EVERLAST。
Shell粉煤气化装置运行情况总结胡益民(岳阳中石化壳牌煤气化公司,湖南岳阳 414003)1 装置简介空分装置:采纳林德公司的空分技术和进口[wiki]设备[/wiki],氧气产量48000 m3/h,同时生产超高压氮气28360 m3/h,中压氮气27530 m3/h和低压氮气32500 m3/h。
装置要紧由空气压缩和预冷系统、分子筛、氮气循环压缩机、制冷系统、精馏系统、液氧内压缩系统、氮气产品压缩机系统和液氮后备系统。
要紧设备为主空压机和氮气循环压缩机并由1台汽轮机驱动、分子筛装置、空冷塔、冷箱、膨胀机、液氧泵、氮气压缩机等。
磨煤装置:由中国华电集团设计,采纳中速磨磨煤,粉煤在氮气气氛中输送和干燥,氧含量小于8%,粉煤粒径大于5 μm而小于90 μm的占80%,小于5 μm的和大于90 μm 的各占10%。
该装置共有3条独立的磨煤能力为43 t/h的磨煤干燥系列,2开1备运行,其中2条线制粉煤能力能满足气化炉100%负荷要求。
装置要紧由原煤仓、称重给磨煤机、循环风机、密封风机、惰性气体发生炉、燃烧风机、螺旋输送机、粉煤罐、石灰石卸料、储存和加入系统、过滤器、皮带等组成。
粉煤气化装置:采纳壳牌粉煤加压气化技术,特点是采纳较高的气化温度(1400~1600 ℃),转化率高、残碳含量低、煤的使用范畴较宽(但要求在相对时刻内煤的组成稳固)。
装置设计处理煤(灰分含量17.6%)2000 t/d,最大设计处理煤(灰分含量25%)2500 t/d,粗合成气产量142000 m3/h[以100%(CO+H2)计],粗合成气中有效气组成89%(CO+H2)。
该装置共有7个单元,即粉煤加压和给料系统、气化系统、渣系统、飞灰系统、湿洗涤系统、废水汽提和澄清系统以及公用工程系统(氮气、液化气、冷却水、工艺水、蒸汽/冷凝液、外表空气/工厂空气、酸碱系统)。
要紧设备有气化炉、合成气冷却器、陶瓷过滤器、粉末放料罐和给料罐、渣收集罐、洗涤塔、捞渣机、汽提塔、澄清池、各类容器、机泵、管道、[wiki]阀门[/wiki]、外表、电气设备等。

Shell煤气化技术及其在国内的应用推广摘要:自Shell煤气化技术进入国内市场以来,为我国煤炭深加工技术做出了重大的贡献。
经过不断的发展和完善,Shell煤气化装置的稳定化及长周期运行已能基本实现。
这项洁净能源生产技术装备适用范围还不是很宽泛,并且设备制造难度大,对操作员的技术要求较高等限制了Shell煤气化的发展和推广。
但该技术的引进对生态环境的改善是有益的,并且Shell煤气化设备成功运行后可为企业带来很好的经济效益,值得推广。
关键词:Shell煤气化技术;技术特点;推广一、Shell煤气化技术概述我国煤炭资源储备十分丰富,但煤炭资源的直接利用会对环境造成严重的污染,不利于生态环境的绿色可持续发展。
Shell煤气化技术就是将煤炭转化成富含氢气和一氧化碳的合成气,该合成气能作为原料加工成各种化工产品,实现的煤炭资源的深度利用。
Shell煤气化技术是第一代煤气化技术的改进,改变了传统的使用块煤或小颗粒制气方式,以水煤浆和干煤粉为制气原料,属于比较先进的气流床气化的第二代煤气化技术。
Shell煤气化技术简称SCGP,其工艺过程的主要原理是将煤粉、氧气和少量水蒸汽在反应炉内进行一系列的挥发分脱除、裂解、燃烧及转化等一系列物理化学反应,生成成分一般为CO65%、H230%、N2+Ar3.1%、CO21.6%、H2S+COS0.3%、CH4微量的合成气。
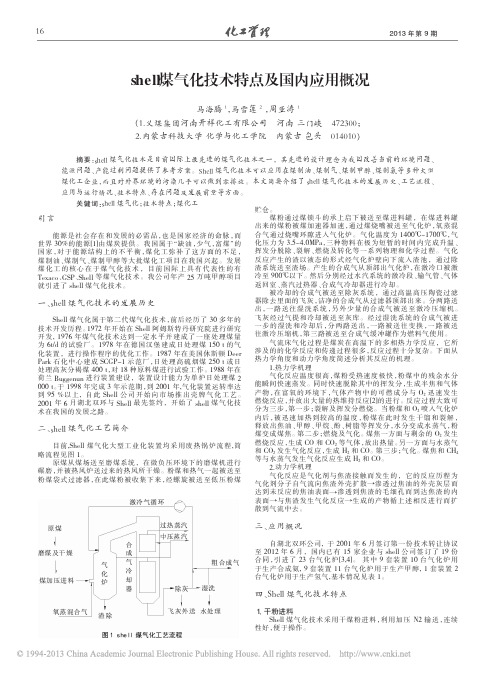
图一Shell煤气化装置流程图二、Shell煤气化技术的工艺流程原料煤和石灰石按一定比例混合进入磨煤机,在惰性条件下(O2体积分数小于10%)由循环风机提供循环气将干燥的合格煤粉(粒度小于100μm,占总煤量的90%)送入袋式过滤器,经粉煤贮仓、进入煤锁斗;氧气与中压过热蒸汽混合后进入气化炉烧嘴,合格的粉煤以高压N2或CO2为输送介质进入气化炉烧嘴,与O2和蒸汽一起在气化炉内燃烧,温度在1 500~1 600℃,并发生C的转化反应。
反应后的气体为以H2和CO为主的合成气,合成气经输气管、合成气冷却器回收热量后进入HTHP飞灰过滤器,除去合成气中的飞灰。

煤气化工艺里关键阀门的国产化探讨煤化工及煤制油项目首先要进行煤气化,煤气化装置的排渣系统条件非常苛刻,对阀门的要求非常严格,要求阀门具有高耐磨、耐冲刷、防结垢、防结疤、快速切断等功能。
特别是锁渣阀,高压、高温、介质(煤渣)硬度非常高、启闭频繁、启闭速度快、密封性能要好,可靠性要高。
一、目前煤化工工艺里使用的阀门品牌有:氧气: PEERIN,ARUCS,VELAN,EDWARD,上海开维喜,中核苏阀煤浆:德国PEERIN,ARUCS,荷兰NELES锁渣阀:NELES,德国PEERIN,ARUCS,上海弘盛,开维喜渣水管道:上海弘盛,开维喜,NELES,浙江超达,兰高二、煤化工中某些环节的阀门已经基本完全国产化,比如λ黑水管线,工况温度100~220℃,压力0.01~0.5Mpa,对应的0.5”-12”,150Lb的闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
λ循环激冷水管线,工况温度150~220℃,压力3.5~6.5Mpa,对应的0.5”-12”,600Lb闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
λ煤气管线,工况温度150~220℃,压力3.5~4.5Mpa, 对应的0.5”-28”,600Lb闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
λ激冷水管线,工况温度150~225℃,压力~6.0Mpa, 对应的0.5”-28”,600Lb闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
三、煤化工中特殊工况(尤其是粉煤加压输送、氧气管道的阀门和渣水系统的阀门)用阀门部分已经国产化, 比如鲁奇,GSP工艺,关键的锁渣阀,锁斗阀国内国产化的厂商有:上海开维喜阀门有限公司,上海弘盛特种阀门有限公司、浙江五洲阀门有限公司、重庆白市驿锻造阀门研究所和浙江超达阀门股份有限公司6个阀门厂家涉足了锁渣阀的国产化工作以上数据全部由本人统计,编辑,本想作为公司培训资料或论文,以后陆续将更准确和详实的资料发表供大家探讨。
Shell 粉煤气化工艺运行问题探讨及改进思路吴国祥(神华鄂尔多斯煤制油分公司,内蒙古鄂尔多斯017209)摘要:简单介绍了Shell 粉煤气化工艺的流程,重点阐述了Shell 粉煤气化工艺在运行过程中出现的问题及相应的解决措施,并根据这些运行问题对Shell 粉煤气化工艺提出了一些改进思路关键词:Shell ;粉煤气化;运行问题;改进思路Discussion of Running Problems and Improving Ideason Shell Coal Gasification ProcessWU Guo -xiang(Branch of ShenHua Ordos Coal Liquefaction Corporation ,Inner Mongolia Ordos 017209,China )Abstract :The flow of Shell coal gasification process was simply introduced.It highlightedly expounded the problems aroused during the running process of Shell coal gasification process and solution measures relevant.Based on these run-ning problems ,some improving ideas on Shell coal gasification process were advanced.Key words :Shell ;coal gasification ;running problems ;improving ideas作者简介:吴国祥(1981-),男,大学本科,助理工程师,2003年毕业于安徽理工大学,现主要从事Shell 粉煤气化装置工艺技术管理工作。
Shell煤气化技术在我国的应用概况及前景展望汪家铭四川省·川化集团有限公司摘 要:Shell煤气化技术具有煤种适应性广、单系列能力大、气化温度高、运转周期长、环境效益好等特点,历经30多年的发展,已成为当今世界上先进的洁净煤气化技术之一。
本文介绍了Shell煤气化技术的发展历程、技术特点,目前国内引进装置的建设和投产情况,并对其发展前景作出展望。
煤气化技术是一种最洁净的煤炭综合利用技术,能够避免煤炭直接燃烧产生的污染,采用该技术主要是将煤炭转化为含有H2和CO的粗合成气,然后作为工业原料,最终加工成各种化工产品。
从煤气化技术发展进程来看,早期的煤气化技术都是使用块煤和小煤粒作为气化原料制取合成气,称为第一代煤气化技术。
进入20世纪80年代后,随着洁净煤气化工艺的开发和研究,采用先进的气流床反应器,以水煤浆或干粉煤为原料,大规模、单系列、加压气化实现了工业化应用,称为第二代煤气化技术。
Shell煤气化技术(SCGP)就是目前世界上较为先进的,属于气流床气化的第二代煤气化技术,其工艺过程为粉煤、氧气及少量蒸汽在加压条件下,并流进入气化炉内,在极为短暂的时间内完成升温、挥发分脱除、裂解、燃烧及转化等一系列物理和化学过程,气化产物是以H2和CO为主的合成气,CO2含量很少,典型的SCGP煤气成分为CO 65%、H2 30%、N2+Ar 3.1%、CO2 1.6%、H2S+COS 0.3%、CH4 微量。
合成气中含有原煤中约80%的能量,另外15%的有效能量以蒸汽的形式获得。
整个气化过程只有5%的能量流失,使煤炭得以充分利用。
合成气可以用来制造纯氢,生产合成氨、甲醇、含氧化合物,以及尿素及合成氢燃料等衍生物,还可用于电厂供热、蒸汽和发电的燃料,并可作为城市用气。
近年来Shell在极力开拓中国市场,从2001年6月在国内签订第一个技术转让协议起,8年多来已陆续与国内17家企业签订了19份技术转让协议。