轴瓦知识培训
- 格式:ppt
- 大小:1.24 MB
- 文档页数:34
一、关于滑动轴承应了解的知识用户对使用滑动轴承电机时,电机出现漏油问题,用户不能理解。
故将有关滑动轴承电机的工作原理、漏油的原因等说明如下:1.轴瓦的工作原理轴径在轴瓦中处于静止位置时,轴径和轴瓦之间有间隙,当轴径转动时,机油在轴径水平中心线的下方和轴瓦的间隙中便可形成油楔,由于机油具有粘性,粘附在轴径表面上的机油与轴瓦间产生很大的挤压压力,在轴径达到一定转速时,回转产生足够的压力将轴径抬起,机油从轴径抬起的间隙中流过而形成油流,由于油流的作用。
轴径一侧的压力大于另一侧的压力,使轴径向另一侧移动,最后轴径平稳在一个位置上,使作用在轴径两侧的压力达到平衡。
2.分析轴瓦漏油的原因2.1滑动轴承内外压差大造成滑动轴承内外压差大主要原因有以下几点:2.1.1强迫润滑的轴瓦电动机在运行时,注入轴瓦的润滑油具有一定的压力;2.1.2轴瓦油膜的形成是一个不断变化的动态过程,润滑油在轴瓦体内空气中高速运动时会产生许多油气泡,同时轴瓦上的甩油环不断地冲击油液面也会产生油气泡;造成轴承箱内的压力增加;2.1.3电动机内风扇旋转时产生负压的影响,造成滑动轴承内外压差大。
2.2原滑动轴承的密封结构不合理密封结构不合理性主要有以下几方面:2.2.1在滑动轴承的内侧只有两道浮动迷宫环,密封通道较短,对泄漏油的流动阻力小,油能较容易地沿着密封通道泄露出去;2.2.2密封结构无法平衡轴承箱内外压差,因为安装在轴承箱上的浮动迷宫环与箱体的接触面之间有缝隙,同时浮动迷宫环通过弹簧压紧在轴上,电动机运行一段时间后,浮动迷宫环会磨损,电机轴和浮动迷宫环之间就会产生间隙,最终油在压差的作用下产生泄露;。
2.3滑动轴承本身存在缺陷滑动轴承本身存在缺陷,如:轴瓦上、下瓦盖结合面间隙较大,气封圈的结合面间隙较大,以及上、下轴瓦球在轴承座内的结合面不好导致电机振动等。
2.4用户不合理的使用用户在使用轴瓦电动机时,主要存在如下问题:2.4.1进油压力过大,油位过高;2.4.2动机使用时间过长,未进行维护保养造成浮动迷宫环磨损严重,以及滑动轴承上固定螺栓的松动等;2.4.3负载或其它因素引起电动机振动而破坏轴瓦密封,同时易产生过多的油雾,在风扇产生的负压下沿轴贯通处的间隙流向电动机内部。
章节
名称
轴瓦结构和轴承材料
授课
形式
讲授
课
时
2
班
级
06机电1、2 教学
目的
了解轴瓦的作用,轴瓦的分类,工作的条件,所选的材料
教学
重点
轴瓦的作用,轴瓦的分类,工作的条件
教学
难点
轴瓦的作用,工作的条件
辅助
手段
课外
作业
课后
体会
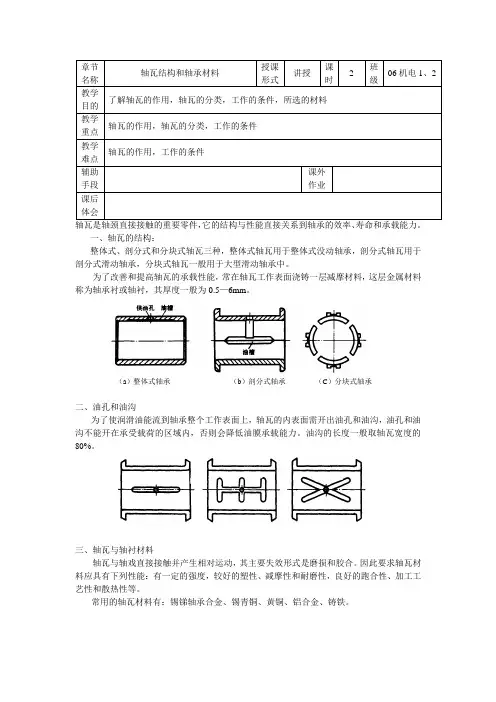
轴瓦是轴颈直接接触的重要零件,它的结构与性能直接关系到轴承的效率、寿命和承载能力。
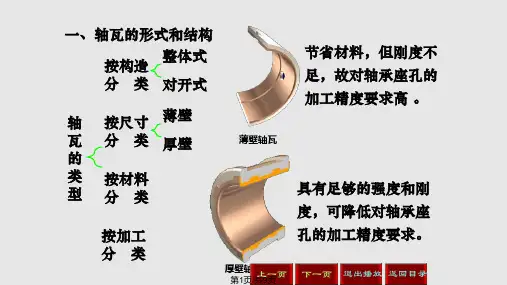
一、轴瓦的结构:
整体式、剖分式和分块式轴瓦三种,整体式轴瓦用于整体式没动轴承,剖分式轴瓦用于
剖分式滑动轴承,分块式轴瓦一般用于大型滑动轴承中。
为了改善和提高轴瓦的承载性能,常在轴瓦工作表面浇铸一层减摩材料,这层金属材料
称为轴承衬或轴衬,其厚度一般为0.5—6mm。
二、油孔和油沟
为了使润滑油能流到轴承整个工作表面上,轴瓦的内表面需开出油孔和油沟,油孔和油
沟不能开在承受载荷的区域内,否则会降低油膜承载能力。
油沟的长度一般取轴瓦宽度的80%。
三、轴瓦与轴衬材料
轴瓦与轴戏直接接触并产生相对运动,其主要失效形式是磨损和胶合。
因此要求轴瓦材
料应具有下列性能:有一定的强度,较好的塑性、减摩性和耐磨性,良好的跑合性、加工工
艺性和散热性等。
常用的轴瓦材料有:锡锑轴承合金、锡青铜、黄铜、铝合金、铸铁。
(a)整体式轴承(b)剖分式轴承(C)分块式轴承。
轴瓦刮研基本知识(03.02.22)轴瓦刮研基本知识一、轴瓦刮研准备工作:1、轴瓦刮研时,开下瓦口油槽的工作量最大,一般可采用简易的开瓦口设备。
也可采用手工方法用扁铲剔削。
还可采用手提式电动砂轮进行开瓦口。
但用砂轮磨过的铜瓦(钨金瓦不可采用此种方法)有用冷硬现象,给刮研工作带来一定的团难,并且采用砂轮开瓦口时一定要注意磨粒不能陷入铜墙铁壁瓦内,免将铜瓦烧坏。
2、较重瓦在轴上研时,应准备装吊工具,一是用简易龙门吊架、葫芦;二是用5t汽车吊及葫芦(防止吊车超、落太快、伤瓦)。
二、轴瓦的刮研:1、清洗、检查(瓦是否贴合,轴是否有碰伤、擦伤)。
锈斑可用0#砂纸沾油擦磨去掉。
操作方法:接触角弧长,半园瓦一般按下式计算:180°/接触角度=πR/x(式中x为接触弧长)从瓦中心点左右各分1x/2划线,根据瓦口线用扁铲及砂轮开瓦口油槽,再用半园锉锉平,用刮刀精刮,深度一般为10mm左右。
根据研磨的接触点进行判断,一般有下列几种情况:(a)瓦口夹邦:对亮点应特别用力将其挑掉,对黑点或发红色的接触点也要刮掉,然后进行研磨。
按此反复进行,直至使之全部接触。
(b)底面接触:根据接触面弧长与接触角弧长的距离H判断用力大小,距离大的用力刮,距离小的要轻刮,带亮点的地方,要用力刮掉亮口,瓦口处千万不能再刮。
(c)斜对角的接触:要用力刮两对角处,使之逐渐与底面接触,达到接触面弧长线。
(d)瓦的接触面不在瓦的中心线附近时:不要轻易动手刮研,应仔细找出原因,分析处理方法。
一般来说,都是在其对面有1-2个较高的吃力点所造成成的现象,这样必须先除掉这1-2个较高的吃力点,再研磨,看其情况,判断准确后再动手刮研。
瓦口间隙刮研,要按照设计要求瓦口间隙大小进行(设行无要求的可根据规范),一般有两种情况:一是全面接角的瓦口间隙刮研量大,可先用半园锉瓦的上瓦口,然后陆续向下沿伸,锉后用塞尺测量间隙,根据间隙的大小,判断用锉刀还是用刮刀刮研;二是底面接触的在瓦面底部接触角研完后,测量瓦口间隙,再进行刮研。
一、实训目的通过本次轴瓦加工实训,掌握轴瓦的加工工艺流程,熟悉各种加工设备的使用方法,提高动手操作能力和工艺分析能力,为今后从事机械加工行业打下坚实的基础。
二、实训内容1. 轴瓦加工工艺分析(1)零件图分析:轴瓦是机械设备中重要的零部件,主要用于支撑轴的旋转。
根据零件图,轴瓦的尺寸精度要求较高,表面粗糙度要求Ra0.8,材料为灰铸铁HT200。
(2)毛坯选择:根据轴瓦的形状和尺寸,选择铸铁毛坯,尺寸为Φ100×60mm。
(3)加工方法:轴瓦加工主要包括以下工序:① 铸造:将铸铁毛坯放入模具中,经过高温熔化、凝固、冷却等过程,形成轴瓦毛坯。
② 粗加工:使用立式车床对轴瓦毛坯进行粗加工,去除多余的余量,得到基本形状。
③ 精加工:使用数控车床对轴瓦进行精加工,保证尺寸精度和表面粗糙度。
④ 磨削:使用外圆磨床对轴瓦的外圆和内孔进行磨削,进一步提高尺寸精度和表面质量。
⑤ 平面磨削:使用平面磨床对轴瓦的端面进行磨削,保证端面与轴瓦外圆的同轴度。
⑥ 热处理:对轴瓦进行退火处理,消除内应力,提高材料的韧性和耐磨性。
2. 加工设备(1)铸造设备:用于生产轴瓦毛坯。
(2)立式车床:用于粗加工轴瓦毛坯。
(3)数控车床:用于精加工轴瓦。
(4)外圆磨床:用于磨削轴瓦外圆和内孔。
(5)平面磨床:用于磨削轴瓦端面。
3. 操作步骤(1)准备工作:检查设备状态,调整机床参数,确保加工精度。
(2)装夹:将轴瓦毛坯固定在数控车床上,调整装夹位置,确保加工精度。
(3)加工:根据加工工艺要求,设置加工参数,进行精加工。
(4)磨削:将轴瓦安装在磨床上,进行外圆和内孔的磨削。
(5)磨削平面:将轴瓦安装在平面磨床上,进行端面的磨削。
(6)热处理:将加工好的轴瓦进行退火处理。
(7)检验:检查轴瓦的尺寸精度、表面粗糙度等,确保符合要求。
三、实训总结1. 通过本次实训,掌握了轴瓦的加工工艺流程,熟悉了各种加工设备的使用方法。
2. 提高了动手操作能力和工艺分析能力,为今后从事机械加工行业打下了坚实的基础。
培训体系轴瓦刮研培训讲义(培训体系)轴瓦刮研培训讲义壹、滑动轴承简介滑动轴承的材质轴承合金(通称巴氏合金或白合金)常用的滑动轴承材料有轴承合金(又叫巴氏合金或白合金)、耐磨铸铁、铜基和铝基合金、粉末冶金材料、塑料、橡胶、硬木和碳-石墨,聚四氟乙烯(PTFE)、改性聚甲醛(POM)、等。
轴承合金是锡、铅、锑、铜的合金,它以锡或铅作基本,其内含有锑锡(Sb-Sn)或铜锡(Cu -Sn)的硬晶粒。
硬晶粒起抗磨作用,软基体则增加材料的塑性。
轴承合金的弹性磨量和弹性极限均很低,于所有轴承材料中,它的嵌入性及摩擦顺应性最好,很容易和轴颈磨合,也不易和轴颈发生咬粘。
但轴承合金的强度很低,不能单独制作轴瓦,只能贴附于青铜、钢或铸铁轴瓦上作轴承衬。
轴承合金适用于重载、中高速场合,价格较贵。
滚动轴承和滑动轴承的区别滚动轴承和滑动轴承的区别首先表象于结构上,滚动轴承是靠滚动体的转动来支撑转动轴的,因而接触部位是壹个点,滚动体越多,接触点就越多;滑动轴承是靠平滑的面来支撑转动轴的,因而接触部位是壹个面。
其次是运动方式不同,滚动轴承的运动方式是滚动;滑动轴承的运动方式是滑动,因而摩擦形势上也就完全不相同。
滑动轴承,于滑动摩擦下工作的轴承。
滑动轴承工作平稳、可靠、无噪声。
于液体润滑条件下,滑动表面被润滑油分开而不发生直接接触,仍能够大大减小摩擦损失和表面磨损,油膜仍具有壹定的吸振能力。
但起动摩擦阻力较大。
轴被轴承支承的部分称为轴颈,和轴颈相配的零件称为轴瓦。
为了改善轴瓦表面的摩擦性质而于其内表面上浇铸的减摩材料层称为轴承衬。
轴瓦和轴承衬的材料统称为滑动轴承材料。
滑动轴承工作时,轴瓦和转轴之间要求有壹层很薄的油膜起润滑作用。
如果由于润滑不良,轴瓦和转轴之间就存于直接的摩擦,摩擦会产生很高的温度,虽然轴瓦是由于特殊的耐高温合金材料制成,但发生直接摩擦产生的高温仍然足于将轴瓦烧坏。
轴瓦仍可能由于负荷过大、温度过高、润滑油存于杂质或黏度异常等因素造成烧瓦。
燃机轴瓦讲解解读燃机转子支撑⏹三点支撑⏹#1轴瓦(#1轴颈轴承、主推力瓦和副推力瓦⏹#2轴瓦(椭圆瓦⏹#3轴瓦(可倾瓦PG9171E燃气轮机轴瓦发电机转子支撑⏹二点支撑⏹#4轴瓦(可倾瓦⏹#5轴瓦(可倾瓦PG9171E燃气轮机轴瓦椭圆轴瓦工作原理⏹椭圆轴瓦内孔是椭圆形孔,以增加轴颈高速稳定性⏹椭圆轴瓦在轴颈旋转时产生楔形油膜区,油膜厚度随着轴颈与轴瓦偏心增加而增加,油膜高压区在轴颈上附加载荷,使轴颈趋于稳定⏹椭圆轴瓦内径大于轴颈直径.由于滑油粘性,轴颈旋转时将椭圆轴瓦左右两侧水平中分面进油沟槽(沟槽轴向通滑油带入轴承内表面,在椭圆轴瓦底部和上部形成楔形油膜,底部油膜承受转子向下重力,上部油膜承受转子向上作用力PG9171E燃气轮机轴瓦椭圆轴瓦润滑⏹滑油从轴承座管口进入轴瓦外径周围环形空间⏹滑油从轴瓦水平中分面左右两侧轴向不开通进油沟槽同时流入轴承内表面,轴颈旋转时(逆时针方向旋转时左侧进油口在轴瓦和轴颈上部处形成楔形油膜,右侧进油口在轴瓦和轴颈下部间隙处形成楔形油膜,将干摩擦转化为油膜润滑⏹滑油沿圆周旋转运动,同时沿轴向轴承间隙流出轴承PG9171E燃气轮机轴瓦椭圆轴瓦加工⏹轴瓦内径加工将垫片放置在上下半瓦接缝处,加工圆柱形瓦体内径(内径上有多道燕尾槽或螺纹槽,抽去垫片,内径即为椭圆形;在内径上离心浇注巴氏合金,在上下半瓦接缝处重新放置垫片,将轴瓦内径重新加工到规定尺寸⏹轴瓦外径加工轴瓦外径加工时未放置垫片,因此外表面是圆柱形⏹附着层检查用KRAUTKRAMER USK 7D 装置以5MHz频率超声波对巴氏合金和瓦体结合面进行NDT 检查,附着层粘附性检查结果符合GE公司ISO4386规范PG9171E燃气轮机轴瓦椭圆轴瓦检查规范⏹检查椭圆轴瓦巴氏合金表面是否有裂纹、刮磨、刻痕、外来杂物、凹痕、剥落、高低不平斑点和不正常过度磨损等.刮伤或凹痕深度不超过0.127mm,直径不超过2.54mm,轴向延伸宽度不超过轴承宽度1/3⏹磨损面积小于轴瓦下半部面积5%⏹正常抛光区域(低速盘车或减速条件下形成位于轴瓦底部中心线,且向轴瓦整个宽度方向延伸,其余不正常磨损(下半瓦偏磨和上半瓦磨损必须查找原因⏹测量轴瓦前后两端水平和垂直方向尺寸;测量轴瓦所在轴颈前后两端水平和垂直方向尺寸;测量轴瓦前后端顶部间隙和两侧间隙,计算轴瓦倾斜度是否(顶部间隙或两侧间隙/轴瓦宽度<0.1%PG9171E燃气轮机轴瓦#1轴瓦⏹#1轴瓦组件位于进气缸组件中心⏹由主推力轴瓦、副推力轴瓦、轴颈轴瓦、油浮动密封环、迷宫式密封和轴承箱组成⏹轴承箱两端迷宫式密封由压气机第五级抽气加压密封⏹推力瓦腔室前端浮动密封环和双迷宫式密封,作用是获取润滑油和限制密封空气进入滑油腔室PG9171E燃气轮机轴瓦#1轴瓦(续⏹#1轴颈轴承承担径向载荷⏹主推力瓦承担燃机基本负荷运行时轴向载荷,即向前载荷⏹副推力瓦承担燃机起停过程时轴向载荷,即向后载荷PG9171E燃气轮机轴瓦#1轴瓦(续⏹轴瓦几何尺寸⏹轴瓦间隙⏹轴封间隙PG9171E燃气轮机轴瓦⏹#1轴瓦(续⏹推力间隙推力间隙规范:0.51-0.71mm压气机前短轴端面与IGV固定环间隙规范为2.92-3.16mmPG9171E燃气轮机轴瓦#1轴瓦(续⏹推力间隙调整方法燃机转子轴窜和轴向定位尺寸调整是通过增减主、副推力瓦调整垫片厚度来实现若将燃机转子实测轴窜记为F,规范值记为F0;实测压气机前短轴端面与IGV固定环间隙记为C,规范值记为C0主推力瓦垫片需调整厚度为∆A:∆A = C0 – C (1若(1式中∆A>0,加厚垫片;∆A<0,则减薄垫片PG9171E燃气轮机轴瓦#1轴瓦(续⏹推力间隙调整方法副推力瓦垫片需调整厚度为∆I:∆I =(F- F0+(C- C0(2若上式中∆I>0,加厚垫片;∆I<0,则减薄垫片(1、(2式是调整转子轴窜和轴向定位尺寸通用公式PG9171E燃气轮机轴瓦#2轴瓦⏹由压气机排气缸内缸支撑在其中心线上⏹位于压气机和透平之间一个加压密封空间内⏹轴承组件下半瓦支撑透平转子前短轴⏹轴承箱两端四个迷宫式密封PG9171E燃气轮机轴瓦#2轴瓦(续⏹轴瓦几何尺寸⏹轴瓦和轴封间隙检查⏹高压刷子气封间隙检查PG9171E燃气轮机轴瓦#3轴瓦⏹位于透平轴后端排气框架组件中心内⏹轴瓦组件由一个斜垫平底式轴瓦、5个迷宫式密封和一个轴承箱组成⏹斜垫平底式轴瓦由两个主要部件组成:垫块和固定环PG9171E燃气轮机轴瓦#3轴瓦(续⏹轴瓦几何尺寸⏹轴瓦和轴封间隙检查PG9171E燃气轮机轴瓦轴封⏹燃机轴颈表面润滑油通过三个轴承箱油封防止随轴离心飞出⏹迷宫式密封和油封组装在轴瓦组件两端⏹油封设计成两排密封,在其之间是环形空间,加压密封空气允许进入这些环形空间,从而防止了润滑油沿轴颈蔓延扩散.部分空气随着润滑油进入滑油箱,然后通过油气分离器排放PG9171E燃气轮机轴瓦发电机轴瓦(#4、#5轴瓦⏹可倾瓦⏹发电机磁中心。